一种纸张生产线合格品检测装置的制作方法
本技术涉及纸张生产线检测设备的,尤其是涉及一种纸张生产线合格品检测装置。
背景技术:
1、在纸张生产线中,书本、册子等的加工需要经过多道工序,其中包括折页这一重要环节。然而,目前纸张在折页过程中经常出现页码厚度不一、折页起翘、折边未对齐等问题,这些问题严重影响了纸张产品的质量。
2、为了提高纸张生产的质量,现有的纸张生产线上通常会设置检测装置来挑选不合格的产品。但是,传统的检测装置和检测方法通常需要依赖人工目测或使用简单的机械检测装置,其检测效率低下,且检测的准确性不高,此问题亟需解决。
技术实现思路
1、为了有利于提高检测效率和检测准确性,本技术提供一种纸张生产线合格品检测装置。
2、本技术提供的一种纸张生产线合格品检测装置,采用如下的技术方案:
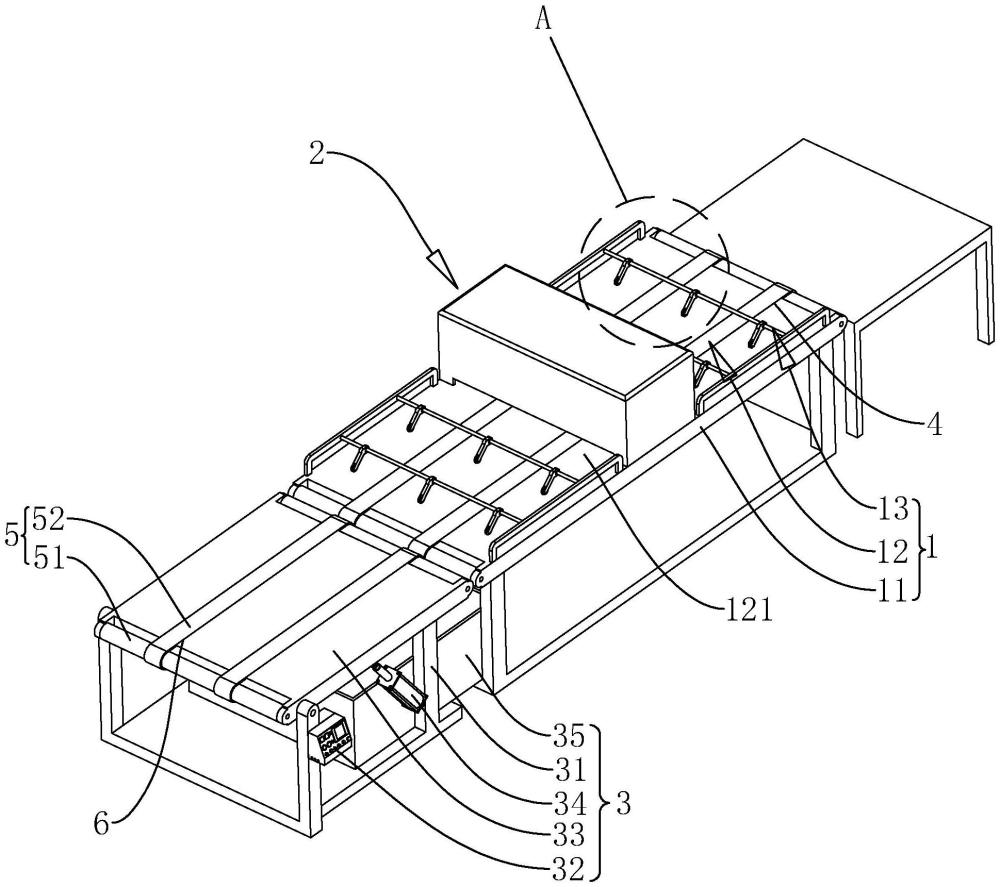
3、一种纸张生产线合格品检测装置,包括:
4、输送机构,所述输送机构设置在纸张生产线上用于自动输送纸张;
5、检测机构,所述检测机构设置于所述输送机构的输送路径上自动检测纸张的厚度和折页状态;
6、剔除机构,所述剔除机构设置于所述输送机构输送方向的尾端,所述剔除机构与所述检测机构电连接,当所述检测机构检测纸张为合格品时,所述剔除机构对输送机构上输送的纸张进行承接,当所述检测机构检测纸张为不合格品时,所述剔除机构将输送至所述输送机构尾端的纸张剔除。
7、通过采用上述技术方案,输送机构对纸张进行自动输送,纸张在输送过程中,检测机构在输送机构的输送路径上对纸张的厚度和折页状态进行自动检测,当检测机构检测纸张的厚度和折页状态达标为合格品时,剔除机构对输送机构上的纸张进行承接,以使纸张合格品继续在纸张生产线上运行,当检测机构检测纸张的厚度或折页状态不达标为不合格品时,剔除机构将输送至输送机构尾端的纸张不合格品剔除,自动化输送以及自动检测有利于提高纸张检测的效率和准确性。
8、优选的,所述输送机构包括第一输送架、第一输送组件和压紧组件,所述第一输送组件设置在所述第一输送架的顶部用于对纸张进行自动输送,所述压紧组件设置于所述第一输送架的顶部用于压平输送中的纸张。
9、通过采用上述技术方案,第一输送架对第一输送组件和压紧组件进行支撑,第一输送组件对纸张进行自动输送,在纸张进行输送的过程中,压紧组件压平输送中的纸张,有利于提高检测机构对纸张进行检测的准确性。
10、优选的,所述第一输送组件包括第一输送板、第一输送辊和第一输送带,所述第一输送辊的数量设置为两个,两个所述第一输送辊转动连接于所述第一输送架的首尾两端,所述第一输送带环绕于两个所述第一输送辊,所述第一输送板固定设置于所述第一输送架的顶部,所述第一输送板开设有供所述第一输送带容置的第一容置槽,所述第一输送带与所述第一输送板位于同一平面上。
11、通过采用上述技术方案,第一输送板对纸张进行支撑,有利于提高纸张在输送过程中的平整度,从而有利于提高检测机构的检测准确性,当纸张放置在第一输送板上时,第一输送辊转动以带动第一输送带传动,传动的第一输送带带动纸张进行自动输送,第一输送带容置在第一容置槽中,使得第一输送带与第一输送板位于同一平面上,从而有利于进一步提高纸张在输送过程中的平整度。
12、优选的,所述压紧组件包括支撑杆、连接块和压轮,所述支撑杆固定设置于所述第一输送架的顶部,所述支撑杆位于所述第一输送板的上方,所述支撑杆垂直于所述第一输送带,所述连接块的一端设置于所述支撑杆上,所述压轮转动连接于所述连接块的另一端,所述压轮位于所述第一输送板的上方,所述压轮和所述第一输送板之间具有供纸张穿行的间隙,所述压轮抵压于纸张的上表面。
13、通过采用上述技术方案,支撑杆对连接块和压轮进行支撑,纸张在第一输送带的带动下从第一输送板和压轮之间的间隙穿过,压轮抵压纸张的上表面,以防止纸张在输送过程中鼓起的情况,从而有利于提高后续检测机构的检测准确性。
14、优选的,所述检测机构包括检测箱、厚度传感器和图像采集器,所述检测箱固定设置于所述第一输送架上,且所述检测箱罩设于所述第一输送板长度方向上的任意一段,所述厚度传感器设置于所述检测箱内部用于检测纸张的厚度,所述图像采集器设置于所述检测箱内部用于捕捉纸张的折页图像,所述厚度传感器和所述图像采集器均与所述剔除机构电连接。
15、通过采用上述技术方案,当纸张输送至检测箱中时,检测箱中的厚度传感器检测纸张的厚度并将厚度结果反馈给剔除机构,同时,图像采集器捕捉纸张的折页图像并将图像结果反馈给剔除机构,厚度传感器与图像采集器同时进行工作,有利于提高检测效率。
16、优选的,所述剔除机构包括第二输送架、控制器、第二输送板和剔除气缸,所述第二输送架设置于所述第一输送架输送方向的后方,所述第二输送板远离所述第一输送板的一端转动连接于所述第二输送架,所述剔除气缸转动连接于所述第二输送架,所述剔除气缸的活塞杆转动连接于所述第二输送板靠近于所述第一输送板的端部,所述控制器预存有纸张合格品的厚度阀值和折页图像,所述控制器与所述厚度传感器、所述图像采集器以及所述剔除气缸电连接,当所述厚度传感器检测纸张符合所述控制器预存的厚度阀值且所述图像采集器检测纸张符合所述控制器预存的折页图像时,所述控制器控制所述剔除气缸活动以使所述第二输送板与所述第一输送板位于同一平面,当所述厚度传感器检测纸张不符合所述控制器预存的厚度阀值或所述图像采集器检测纸张不符合所述控制器预存的折页图像时,所述控制器控制所述剔除气缸向上活动以使所述第二输送板与所述第一输送板位于不同平面,所述第二输送板与所述第一输送板之间具有供纸张不合格品穿入的间隙。
17、通过采用上述技术方案,第二输送架对控制器、第二输送板和剔除气缸进行支撑,检测机构将检测结果反馈给控制器,当厚度传感器检测纸张符合控制器预存的厚度阀值且图像采集器检测纸张符合控制器预存的折页图像时,控制器控制剔除气缸活动以使第二输送板与第一输送板位于同一平面,从而使得纸张合格品输送至第二输送板上在纸张的生产线上继续输送,当厚度传感器检测纸张不符合控制器预存的厚度阀值或图像采集器检测纸张不符合控制器预存的折页图像时,控制器控制剔除气缸向上活动,以使第二输送板靠近第一输送板的一端高于第一输送板,此时第二输送板与第一输送板之间具有供纸张不合格品穿入的间隙,从而使得纸张不合格品输送至第二输送板的下方,以实现对纸张不合格品的剔除。
18、优选的,所述剔除机构还包括收集箱,所述收集箱设置于所述第二输送架的底部,且所述收集箱位于所述第一输送板和所述第二输送板相靠近处的下方。
19、通过采用上述技术方案,收集箱位于第一输送板和第二输送板相靠近处的下方以对被剔除的纸张不合格品进行收集,从而便于对纸张不合格品的处理工作。
20、优选的,所述第二输送板上设置有第二输送组件,所述第二输送组件用于对纸张合格品继续进行输送。
21、通过采用上述技术方案,第二输送组件对纸张合格品继续进行输送,以使纸张合格品在纸张生产线中继续流转。
22、优选的,所述第二输送组件包括第二输送辊和第二输送带,所述第二输送辊的数量设置为两个,两个所述第二输送辊转动连接于所述第二输送架的首尾两端,所述第二输送带环绕于两个所述第二输送辊之间,所述第二输送板开设有供所述第二输送带容置的第二容置槽,所述第二输送带与所述第二输送板位于同一平面上。
23、通过采用上述技术方案,当纸张为合格品输送至第二输送板上时,第二输送辊转动以带动第二输送带传动,传动的第二输送带带动纸张继续自动输送,第二输送带容置在第二容置槽中,使得第二输送带与第二输送板位于同一平面上,从而有利于提高纸张在生产线上进行输送的平整度。
24、优选的,所述连接块转动套设于所述支撑杆。
25、通过采用上述技术方案,当纸张的厚度发生变化时,通过转动连接块可以条状压轮和第一输送板之间的间隙宽度,从而有利于提高适用性。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.通过设置输送机构,检测机构和剔除机构,输送机构对纸张进行自动输送,纸张在输送过程中,检测机构在输送机构的输送路径上对纸张的厚度和折页状态进行自动检测,当检测机构检测纸张的厚度和折页状态达标为合格品时,剔除机构对输送机构上的纸张进行承接,以使纸张合格品继续在纸张生产线上运行,当检测机构检测纸张的厚度或折页状态不达标为不合格品时,剔除机构将输送至输送机构尾端的纸张不合格品剔除,自动化输送以及自动检测有利于提高纸张检测的效率和准确性。
28、2.通过在第一输送板上开设容置第一输送带的第一容置槽,使得第一输送带与第一输送板位于同一平面上,有利于提高纸张在输送过程中的平整度,从而有利于提高检测机构的检测准确性。
29、3.通过设置支撑杆、连接块和压轮,支撑杆对连接块和压轮进行支撑,纸张在第一输送带的带动下从第一输送板和压轮之间的间隙穿过,压轮抵压纸张的上表面,以防止纸张在输送过程中鼓起的情况,从而有利于提高后续检测机构的检测准确性。
- 还没有人留言评论。精彩留言会获得点赞!