一种电芯的传输系统的制作方法
本技术涉及电池生产设备,尤其涉及一种电芯的传输系统。
背景技术:
1、本部分旨在为本技术的实施方式提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
2、相关技术中,电池传输系统由多个独立的单机设备组成,单机设备的数量较多,而单机设备到现场需要重新定位对点,存在安装调试时间长和影响配合精度的问题。
技术实现思路
1、有鉴于此,本技术实施例期望提供一种能够降低安装调试时间和提高配合精度的电芯的传输系统。
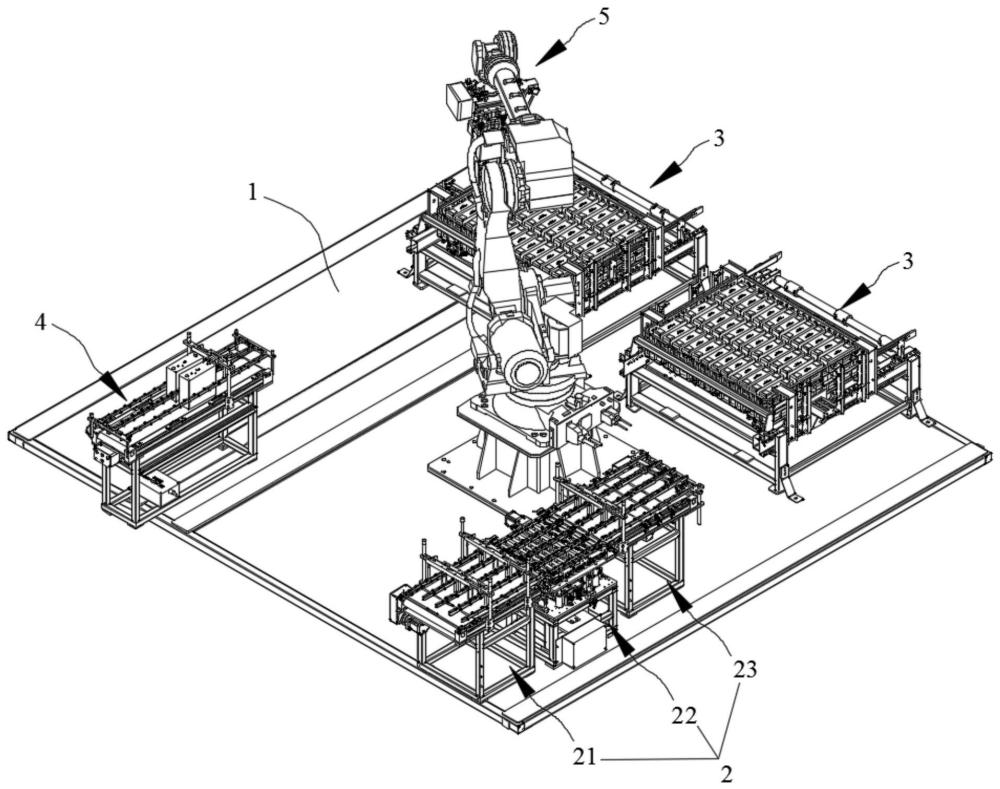
2、为达到上述目的,本技术实施例提供了一种电芯的传输系统,包括:
3、底座;
4、设置于所述底座上的来料输送线,所述来料输送线包括上料单元和称重单元,所述上料单元用于将上一工序的电芯输送至所述称重单元,所述称重单元用于对电芯进行称重;
5、设置于所述底座上的托盘输送线,用于承载和输送托盘;
6、设置于所述底座上的机械手,用于将称重后的合格的所述电芯转移至所述托盘内进行组盘。
7、本技术实施例的电芯的传输系统,包括底座、来料输送线、托盘输送线和机械手,通过将来料输送线、托盘输送线和机械手均设置在底座上,即将来料输送线、托盘输送线和机械手等工位集成在底座上,提高传输系统的集成度,如此,能够降低传输系统的安装调试时间和提高配合精度,节约人工成本,提高生产效率。此外,来料输送线通过设置称重单元,称重单元用于对电芯进行称重,可以进一步地满足电池生产工艺的需求,进一步地提高了传输系统的集成度,减少了零部件,从而降低了成本和提高了空间紧凑性。再者,可以先通过称重单元对电芯进行称重,再通过机械手将称重后的合格的电芯转移至托盘内进行组盘,提高了电芯的一致性。
8、一些实施方式中,所述来料输送线还包括定位单元,所述上料单元、所述称重单元以及所述定位单元沿所述电芯的输送方向依次排列,所述定位单元用于对称重后的所述电芯进行定位。
9、这里,上料单元、称重单元以及定位单元沿电芯的输送方向依次排列,换句话说,上一工序的电芯流入上料单元,上料单元将电芯输送至称重单元进行称重,称重单元将称重后的电芯输送至定位单元,定位单元对电芯进行定位,从而有利于机械手对电芯进行组盘,有利于提高机械手的抓取精度,从而提高生产效率。
10、一些实施方式中,所述传输系统还包括设置于所述底座上的缓存工位,所述机械手能够将称重后的不合格的所述电芯转移至所述缓存工位。
11、这里,称重单元用于对电芯进行称重,从而确认电芯是否合格,提高了电芯的一致性,而通过设置缓存工位,缓存工位用于存放不合格产品(ng产品),有利于对电芯进行分类存放,提高电芯的生产效率和一致性。
12、一些实施方式中,所述来料输送线、所述托盘输送线和所述缓存工位围设于所述机械手的周侧。
13、这里,通过将来料输送线、托盘输送线和缓存工位等围设于机械手的周侧,有利于机械手将称重后的合格的电芯转移至托盘内进行组盘,将称重后的不合格的电芯转移至缓存工位,在提高机械手夹取电芯的便利性地同时,进一步地提高了传输系统的紧凑性。
14、一些实施方式中,所述称重单元包括:
15、安装支架;
16、设置于所述安装支架的输送模块,用于输送和承载所述电芯;
17、称重模块,设置于所述安装支架,且位于所述输送模块的下方;
18、其中,所述电芯包括输送状态和称重状态,在所述电芯处于输送状态下,所述电芯的重量承载于所述输送模块;在所述电芯处于称重状态下,所述电芯的重量承载于所述称重模块,所述称重模块用于对所述电芯进行称重;所述称重模块与所述输送模块通过相互靠近或者远离,以使所述电芯在所述称重状态和所述输送状态之间切换。
19、这里,在电芯处于输送状态下,电芯的重量承载于输送模块,输送模块将电芯输送至称重模块,当电芯处于称重位置,通过控制称重模块与输送模块通过相互靠近,以使电芯由输送状态切换至称重状态,此时,电芯的重量承载于称重模块上,称重模块用于对电芯进行称重,例如可以通过对电芯进行称重,从而获取在电芯中注入的电解液的重量是否满足标准。称重完成后,通过控制称重模块与输送模块通过相互远离,以使电芯由称重状态切换至输送状态,然后再将称重后的电芯输送至定位单元,以对称重后的电芯进行定位,机械手将称重后的合格的电芯转移至托盘内进行组盘,将称重后的不合格的电芯转移至缓存工位。
20、一些实施方式中,所述输送模块包括输送带,在所述电芯处于所述输送状态下,所述电芯支撑于所述输送带上,在所述电芯处于所述称重状态下,所述电芯与所述输送带间隔设置。
21、这里,通过控制称重模块与输送模块通过相互靠近或者远离,以使电芯的重量承载于称重模块或者输送带,当电芯的重量承载于称重模块上时,电芯与输送带间隔设置,以实现称重模块对电芯进行称重。
22、一些实施方式中,所述输送带包括多个辊筒,各所述辊筒沿所述输送带的输送方向间隔设置,所述电芯支撑于所述辊筒上;
23、所述称重模块包括称重组件和承载于所述称重组件的称重支架,所述称重模块与所述输送模块通过相互靠近,以使所述称重支架的至少部分经相邻所述辊筒之间的间隙抵接于所述电芯的底部。
24、这里,通过控制称重模块与输送模块通过相互靠近,以使称重支架的至少部分经相邻辊筒之间的间隙抵接于电芯的底部,即电芯的重量通过称重支架承载于称重组件上,电芯由输送状态切换至称重状态,以实现称重模块对电芯进行称重。称重完成后,通过控制称重模块与输送模块通过相互远离,以使称重支架经相邻辊筒之间的间隙缩回并与电芯脱离,此时电芯的重量承载于输送带上,电芯由称重状态切换至输送状态,称重模块与输送模块结构简单,配合可靠。
25、一些实施方式中,所述称重支架包括连接架和多个支撑部,所述连接架与所述称重组件连接,多个支撑部沿所述输送带的输送方向间隔设置于所述连接架,并朝向所述输送带延伸。
26、这里,多个支撑部沿输送带的输送方向间隔设置于连接架,即可以通过多个支撑部同时顶升电芯,提高了称重模块顶升电芯的可靠性,从而升对电芯称重的可靠性。
27、一些实施方式中,所述称重单元还包括驱动件,所述驱动件用于驱动所述称重模块靠近或者远离所述输送模块,或者,所述驱动件用于驱动所述输送模块靠近或者远离所述称重模块。
28、这里,通过设置驱动件与称重模块配合,即驱动件用于驱动称重模块靠近或者远离输送模块,以使电芯在称重状态和输送状态之间切换。
29、这里,通过设置驱动件与输送模块配合,即驱动件用于驱动输送模块靠近或者远离称重模块,以使电芯在称重状态和输送状态之间切换。
30、一些实施方式中,所述称重单元还包括导向件,用于对所述称重模块或者所述输送模块沿其高度方向的运动进行导向。
31、这里,导向件的具体类型在此不做限制,导向件例如为导向柱,称重模块或者输送模块设置有对应的导向孔,导向柱与导向孔配合,以提高称重模块或者输送模块沿其高度方向的运动的可靠性,从而提高电芯在称重状态和输送状态之间切换的过程的可靠性。
32、一些实施方式中,所述底座包括方通框架和覆盖件,所述覆盖件设置于所述方通框架的表面。
33、这里,底座由方通框架整体焊接形成,覆盖件设置于方通框架的表面,即通过设置覆盖件覆盖在方通框架的表面,如此,在使得底座具有足够的强度的同时,有利于将来料输送线、托盘输送线和缓存工位等工位连接在底座上。
34、一些实施方式中,所述底座还包括设置于所述覆盖件上的加强板,至少设置所述来料输送线、所述机械手和所述托盘输送线的区域设置有所述加强板。
35、这里,通过在至少设置来料输送线、机械手和托盘输送线的区域设置有加强板,用于加强在设置料输送线、机械手和托盘输送线的区域的结构强度,从而提高底座的结构强度,进而提高传输系统的可靠性。
36、一些实施方式中,所述传输系统还包括安全护栏,所述安全护栏固定于所述底座上,并围设出安装空间,所述来料输送线、所述机械手和所述托盘输送线均设置于所述安装空间内。
37、这里,通过设置安全护栏,并通过将来料输送线、机械手和托盘输送线均设置于安全护栏围设形成的安装空间内,用于提高生产过程中的安全性。
- 还没有人留言评论。精彩留言会获得点赞!