一种微量喷雾供给式切削油及其制备方法与流程
1.本发明涉及润滑油技术领域,具体的说涉及一种微量喷雾供给式切削油及其制备方法。
背景技术:
2.在金属切削加工中,通常使用金属切削加工用油剂,其目的在于延长用于加工的钻头、立铣床、刀具、磨具等工具的寿命,提高被加工物的表面精度,以及由此提高加工效率,从而提高机械加工的生产性。
3.但在金属加工切削过程中,由于运输、使用、泄漏、溅射、自然更换等原因,切削油将不可避免地直接排放到环境中,随着人类环保和节能意识的不断加强,人们越来越意识到金属加工润滑剂对人体和环境造成的危害。所以无污染,环境友好的切削油制造技术就成为了21世纪润滑油行业的研究焦点。
4.为保护环境、降低成本,从九十年代中期以来,干式切削技术迅速发展,干式切削是有意识地不使用切削液,在无冷液条件下进行切削加工的切削加工方法。干式切削对环境无污染、对人体无危害,形成的切屑干净,易回收,省去了切削液及相关费用等优点。但干式切削加工需要具有较好性能的刀具和相应的制冷设施,这就使得总成本提高,所以干式切削在实用化方面存在缺乏润滑性、切削温度高等不容忽视的弊端。而准干式切削技术即可满足加工要求,又可使与切液相关的费用降至最低。而把切削油与压缩空气以雾状的形式喷向切削区的喷雾切削方式是准干式切削方式的代表。
5.因此,研制和开发使用量小、润滑性好、残留率低的微量喷雾供给式切削油具有特别重要的意义。
技术实现要素:
6.有鉴于此,本发明提供了一种挥发性雾化切削油,由异构烷烃为基础油,加入硫化异辛酯、三羟酯及硫化极压剂组成。此切削油具有较好的润滑性,不残留在工件表面,工件易清洗;闪点较高,蒸发损失少,产品颜色呈浅黄色,无异味,加工机床周边烟雾少。
7.为了实现上述目的,本发明采用如下技术方案:
8.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃65%~83.7%,硫化异辛酯3%~8%,三羟酯8%~20%,硫化极压剂5%~15%,抗烟雾剂0.3%~2%。
9.优选的,所述硫化极压剂选自硫化猪油、硫化菜籽油中一种或两种。
10.优选的,所述异构烷烃选用闪点在100~110℃之间的馏分。
11.优选的,所述抗烟雾剂选自乙丙共聚物、氢化苯乙烯共聚物或聚异丁烯。
12.本发明还提供了上述微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器,进行搅拌,然后加入硫化异辛酯、三羟酯、硫化极压剂、抗烟雾剂,在室温下搅拌至油液呈浅黄色,经检验合格后包装。
13.优选的,所述搅拌速度为50~150转/分。
14.优选的,加入所有原料后搅拌20~50分钟。
15.与现有技术相比,本发明的有益效果如下:
16.(1)本发明产品为一次性微量切削油,通过机床雾化装置,把切削油雾化后喷在加工件的表面,起到润滑冷却作用。车间无废液、废油排放,适应环保要求,减少了废液排放,有利于环境保护。
17.(2)本发明通过各个添加剂之间的协同作用,使产品具有优异的润滑性能,可适合于绝大部分材质的金属切削加工,主要用于油雾润滑。气液两相的油雾既能起到润滑作用,又能带走大量的热量,还能减少切削液的使用量。在喷雾供给方式的切削加工中,切削油的用量非常小,相当于传统浇注方式用量的1/10000,保证了在用于难加工材料的切削加工喷雾供油时,用极少量的切削油就能满足工艺要求,并且由于用量极少可以降低机械加工润滑油的使用成本。
18.(3)硫化脂肪是能够生物降解的极压抗磨添加剂,硫化猪油和硫化菜子油均易生物降解,对环境无污染,对人体和生态环境低毒低害,符合相关环境指标要求。
19.(4)本发明制备的切削油残留率低,在0.01%以下,不残留在工件表面,工件易清洗。
20.(5)本发明制备的切削油闪点较高,蒸发损失少,并且因选用异构烷烃使产品颜色呈浅黄色,无异味,加工机床周边的烟雾少,降低作业人员吸入有害物质的风险,给员工营造良好的作业环境。
21.(6)本发明提供的切削油制备方法简单,不需要高温,在常温下混合即可。
具体实施方式
22.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例1
24.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃70%,硫化异辛酯3%,三羟酯20%,硫化猪油5%,氢化苯乙烯共聚物2%。
25.微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器进行搅拌,搅拌速度为80转/分,然后加入硫化异辛酯、三羟酯、硫化猪油、氢化苯乙烯共聚物,在室温下搅拌45分钟至油液呈浅黄色,经检验合格后包装。
26.实施例2
27.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃66%,硫化异辛酯8%,三羟酯10%,硫化猪油15%,乙丙共聚物1%。
28.微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器进行搅拌,搅拌速度为100转/分,然后加入硫化异辛酯、三羟酯、硫化猪油、乙丙共聚物,在室温下搅拌40分钟至油液呈浅黄色,经检验合格后包装。
29.实施例3
30.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃76%,硫化异辛酯5%,三羟酯8%,硫化猪油10%,聚异丁烯1%。
31.微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器进行搅拌,搅拌速度为150转/分,然后加入硫化异辛酯、三羟酯、硫化猪油、聚异丁烯,在室温下搅拌20分钟至油液呈浅黄色,经检验合格后包装。
32.实施例4
33.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃83.7%,硫化异辛酯3%,三羟酯8%,硫化菜籽油5%,乙丙共聚物0.3%。
34.微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器进行搅拌,搅拌速度为120转/分,然后加入硫化异辛酯、三羟酯、硫化菜籽油、乙丙共聚物,在室温下搅拌30分钟至油液呈浅黄色,经检验合格后包装。
35.实施例5
36.一种微量喷雾供给式切削油,包括如下重量百分比的原料:异构烷烃70%,硫化异辛酯6%,三羟酯13%,硫化菜籽油10%,氢化苯乙烯共聚物1%。
37.微量喷雾供给式切削油的制备方法,包括以下步骤:按重量百分比先将异构烷烃加入调制罐中,开动搅拌器进行搅拌,搅拌速度为50转/分,然后加入硫化异辛酯、三羟酯、硫化菜籽油、氢化苯乙烯共聚物,在室温下搅拌50分钟至油液呈浅黄色,经检验合格后包装。
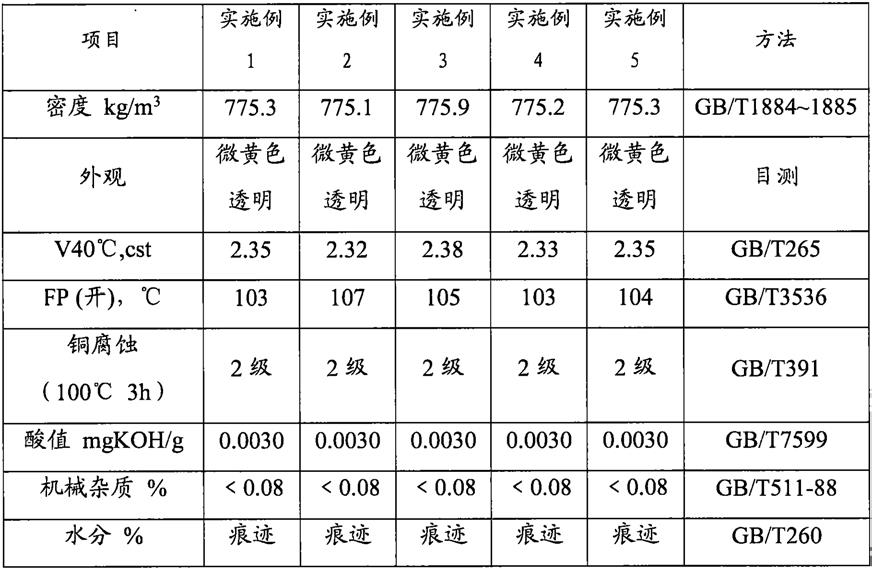
38.分别对各实施例制备的切削油进行性能测试,测试方法为本领域技术人员所公知,实验结果见表1:
39.表1 实施例1~5制备的切削油的性能数据
[0040][0041]
由检测结果可以看出,本发明制备的切削油具有良好的润滑性、抗极压性能,使用量少,残留率低,是性能优异的环境友好金属加工切削油,符合相关环境指标要求,具有广
泛的适用性。
[0042]
以上对本发明所提供的切削油进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1