一种黑色金属加工用人体环境友好型切削液及其制备方法与流程
1.本发明属于切削液领域,尤其涉及一种黑色金属加工用人体环境友好型切削液及其制备方法。
背景技术:
2.黑色金属又称钢铁材料,包括含铁90%以上的工业纯铁,含碳2%~4%的铸铁,含碳小于2%的碳钢,以及各种用途的结构钢、不锈钢、耐热钢、高温合金、精密合金等。广义的黑色金属还包括铬、锰及其合金。
3.当下黑色金属加工所使用的切削液中基本都含有对人体和环境存在危害的成分,危害环境的物质如亚硝酸盐、氯化物和硫化物,对人体有害物质如甲醛、二环己胺、亚硝、苯酚及苯酚类杀菌剂和voc挥发性物质。其中,黑色金属切削液会中添加亚硝酸盐以解决防锈问题,添加氯化物、硫化物等以解决润滑问题,如果不添加亚硝酸盐、氯化物、硫化物等添加剂,会导致切削液防锈性能较差,使用过程中容易造成锈蚀,浪费原料,污染环境,且润滑性较差。
技术实现要素:
4.本发明的目的在于:提供一种黑色金属加工用人体环境友好型切削液及其制备方法,切削液不含危害环境物质,不含对人体有害物,且防锈性能、润滑性优异。
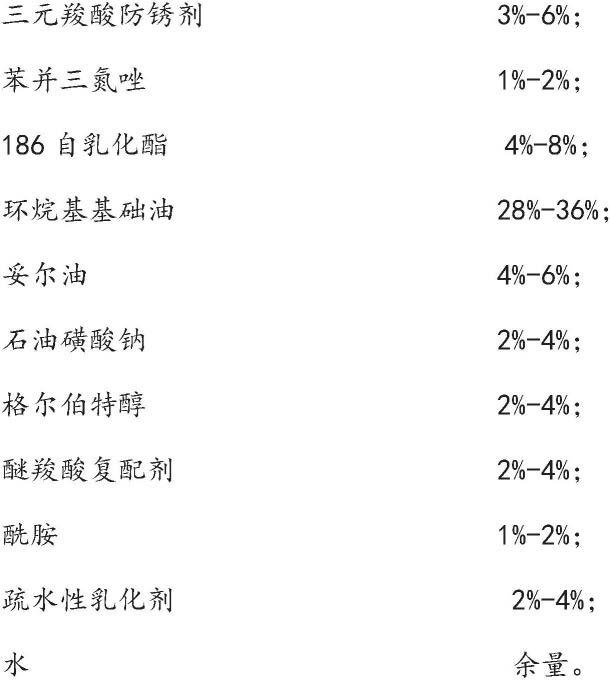
5.为了实现上述目的,一方面,本发明提供了一种黑色金属加工用人体环境友好型切削液,包括以下重量百分比的组分:
6.[0007][0008]
作为上述技术方案的进一步描述:
[0009]
包括以下重量百分比的组分:异丙醇胺2.5%-4%;三乙醇胺4%-6%;三元羧酸防锈剂4.5%-6%;苯并三氮唑1.5%-2%;186自乳化酯6%-8%;环烷基基础油32%-36%;妥尔油5%-6%;石油磺酸钠3%-4%;格尔伯特醇3%-4%;醚羧酸复配剂3%-4%;酰胺1.5%-2%;疏水性乳化剂3%-4%;余量为水。
[0010]
作为上述技术方案的进一步描述:
[0011]
包括以下重量百分比的组分:异丙醇胺2.5%;三乙醇胺4%;三元羧酸防锈剂4.5%;苯并三氮唑1.5%;186自乳化酯6%;环烷基基础油32%;妥尔油5%;石油磺酸钠3%;格尔伯特醇3%;醚羧酸复配剂3%;酰胺1.5%;疏水性乳化剂3%;余量为水。
[0012]
作为上述技术方案的进一步描述:
[0013]
疏水性乳化剂为marlox rt 42。
[0014]
作为上述技术方案的进一步描述:
[0015]
醚羧酸复配剂包括以下重量百分比的组分:醚羧酸35.71%;短链醚羧酸21.43%;长链醚羧酸42.86%。
[0016]
另一方面,本发明还提供了一种黑色金属加工用人体环境友好型切削液的制备方法,包括以下步骤:
[0017]
1)根据上述配比,准备材料;
[0018]
2)将水、异丙醇胺、三元羧酸防锈剂、苯并三氮唑、三乙醇胺加入透明容器中,常温搅拌直至均匀透明,得到均匀透明液体;
[0019]
3)将酰胺、186自乳化酯、妥尔油、环烷基基础油、格尔伯特醇、醚羧酸复配剂、石油
磺酸钠、疏水性乳化剂加入均匀透明液体,在38℃-42℃下搅拌至均匀透明,得到切削液。
[0020]
综上所述,由于采用了上述技术方案,本发明的有益效果是:
[0021]
1、本发明中,制备的切削液中不含亚硝酸盐、氯化物和硫化物之类危害环境物质,也不含甲醛、二环己胺、亚硝、苯酚及苯酚类杀菌剂和voc挥发性物质等对人体有害物质,对人体、环境友好。
[0022]
2、本发明中,制备的切削液防锈性能优异,使用过程中不容易造成锈蚀,延长产品保存周期,防护机台不被腐蚀,节约原料,保护环境。
[0023]
3、本发明中,制备的切削液润滑性优异,极小的消耗量保证现场加工性能,节约成本,提高生产效率。
[0024]
4、本发明中,为了保证切削液的防锈能力,防锈剂使用三乙醇胺、三元羧酸防锈剂、石油磺酸钠,配合异丙醇胺、苯并三氮唑等缓蚀剂,有效提高切削液的防锈性能。
[0025]
5、本发明中,为了保证切削液润滑性,使用186自乳化酯、格尔伯特醇作为润滑剂,配合妥尔油、marlox rt 42和酰胺作为乳化剂,各组分协同作用,有效提高切削液润滑性。
[0026]
5、本发明中,切削液中添加剂的组合及特殊的复配比例,使得制备的切削液环保,且防锈、润滑性能优异。
具体实施方式
[0027]
下面将更详细地描述本公开的示例性实施例。虽然显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
[0028]
实施例一
[0029]
取包括以下重量百分比组分的铝合金热轧制液的制备材料:异丙醇胺2.5%;三乙醇胺4%;三元羧酸防锈剂4.5%;苯并三氮唑1.5%;186自乳化酯6%;环烷基基础油32%;妥尔油5%;石油磺酸钠3%;格尔伯特醇3%;醚羧酸复配剂3%;酰胺1.5%;疏水性乳化剂3%;余量为水。
[0030]
将水、异丙醇胺、三元羧酸防锈剂、苯并三氮唑、三乙醇胺加入250ml烧杯中,常温搅拌直至均匀透明,得到均匀透明液体;将酰胺、186自乳化酯、妥尔油、环烷基基础油、格尔伯特醇、醚羧酸复配剂、石油磺酸钠、marlox rt 42加入均匀透明液体,在40℃下搅拌至均匀透明,得到切削液c。
[0031]
取市面上常见的两款加工黑色金属切削液半合成a型号、全合成b型号与本技术实施例一中制备的切削液c做对比实验。
[0032]
对比试验中所用的纯水、亚硝试纸、甲醛试纸、攻丝扭矩仪、铸铁屑、实验环境等因素都保持一致,唯一变量只是金属加工液型号不同。
[0033]
实验一:分别对三款金属加工液检测是否含氯,然后配置5%纯水稀释液测试甲醛、亚硝含量。
[0034][0035]
对比结果:相同环境,同样测试方法,由三种不同型号的切削液所做的测试有害物质实验看出,切削液c不含亚硝、甲醛等有害物质,半合成a型号金属加工液和全合成b型号金属加工液都含有害物质。实验结果表明,基于本技术技术方案制备的切削液不含有害物质,对环境、人体友好。
[0036]
实验二:分别将三款金属加工液配置10%浓度的自来水稀释液,然后用攻丝扭矩仪测试润滑性
[0037]
金属加工液型号润滑性切削液c54.2ncm半合成a型号70.3ncm全合成b型号77.5ncm
[0038]
对比结果:相同环境,同样测试方法,由三种不同型号的切削液所做的润滑性实验看出,切削液c润滑性最优,半合成a型号金属加工液次之,全合成b型号金属加工液润滑性最差。实验结果表明,基于本技术技术方案制备的切削液润滑性好,能满足苛刻的加工工艺,且较低浓度就能达到很好的加工效果。
[0039]
实验三:分别将三款金属加工液配置5%浓度、3%浓度的自来水稀释液,然后用铸铁屑法测试三款切削液防锈性能。
[0040]
金属加工液型号5%自来水稀释液3%自来水稀释液切削液c0级0级半合成a型号1级3级全合成b型号1级2级
[0041]
对比结果:相同环境,同样测试方法,由三种不同型号的切削液所做的润滑性实验看出,切削液c防锈性能最优,半合成a型号金属加工液防锈性能次之,全合成b型号金属加工液防锈性最差。实验结果表明,基于本技术技术方案制备的切削液防锈性能好,能有效防止产品生锈,机台腐蚀,延长产品储存周期。
[0042]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1