一种基于人工智能的焦炉一键炼焦系统的制作方法
本发明涉及智能炼焦控制,特别涉及一种基于人工智能的焦炉一键炼焦系统。
背景技术:
1、焦炭生产工艺复杂,现场环境恶劣,而且,焦炉设备配套有多台车辆承担不同任务,机构繁多,动作繁琐,传统的方式通常需要大量的人工操作和干预,不仅劳动强度大,而且对操作人员的技术和经验要求极高,稍有不慎就可能引发安全事故。
技术实现思路
1、基于此,本技术实施例提供了一种基于人工智能的焦炉一键炼焦系统,实现焦炉作业的自动化和智能化,降低劳动强度,提高作业安全性。
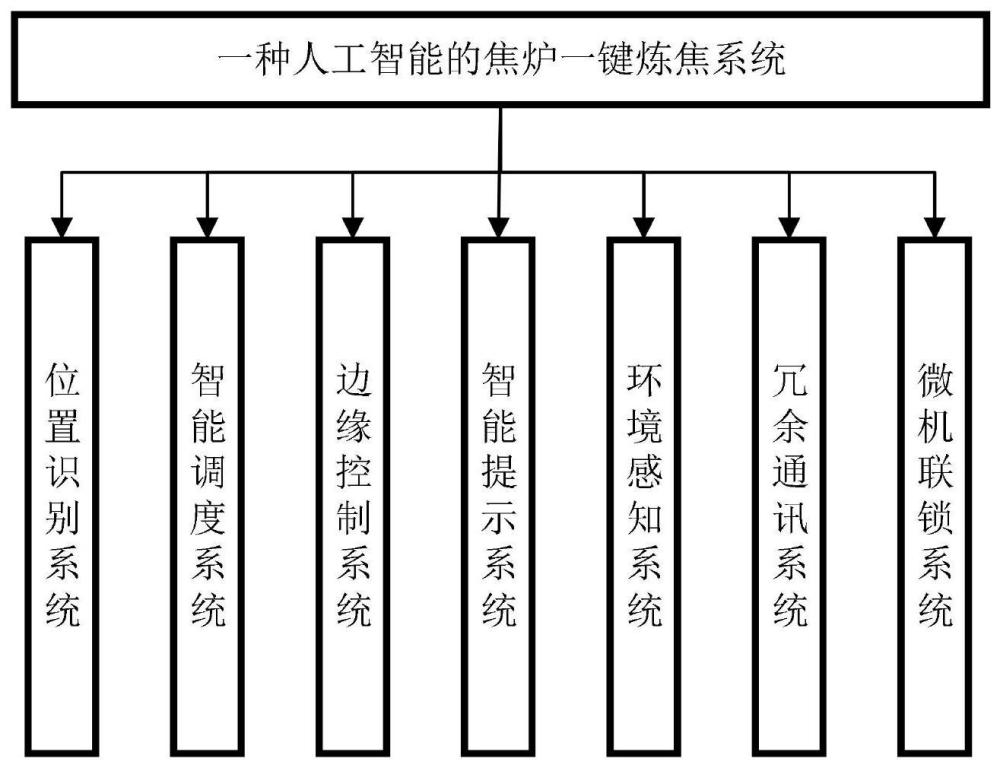
2、本技术提供了一种基于人工智能的焦炉一键炼焦系统,该系统包括位置识别模块、冗余通讯模块、边缘控制模块、微机联锁模块、智能调度模块、智能提示模块、环境感知模块,其中:
3、位置识别模块,包括车辆及其配置的地面基础设备和车辆检测设备,车辆通过检测设备检测地面基础设备,获取自身的位置信息,并将所述位置信息发送给边缘控制模块;
4、冗余通讯模块,包括信号端通讯装置和监控端通讯装置,用于实现车载站和地面站点对点传输;其中,信号端通讯装置用于数据交互,监控端通讯装置用于实时监控通讯状态;
5、边缘控制模块,用于接收位置识别模块的位置信息,并根据预设程序规则控制炼焦设备进行作业,并将进行作业的控制数据发送给智能提示模块;
6、微机联锁模块,用于诊断安全故障信息,并将故障信息发送给边缘控制模块,同时接收并处理环境感知模块的报警命令,并根据所述报警命令对炼焦设备进行安全控制;
7、智能调度模块,用于生成生产排班计划,并将其推送给其他模块;具体通过安装排产自助终端,通过多个通讯接口与多台车辆进行数据交互,实现对车辆作业的统一调度和管理;
8、智能提示模块,用于接收边缘控制模块的控制数据,展示当前炼焦作业状态并进行语音播报;其中,在室内和室外分别安装智能显示和语音提示终端,接收并显示语音命令进行实时展示和语音播报;
9、环境感知模块,安装于车辆走行方向上的走行轮上方,具体包括相机和雷达,通过识别周边环境状况并判断是否出现危险情况,当检测到危险时,发送报警命令给边缘控制模块。
10、可选地,所述位置识别模块包括:
11、设置第一检测装置、第二检测装置以及第三检测装置;其中,所述第一检测装置和所述第二检测装置用于对地面基础设备进行检测,所述第三检测装置用于根据第一检测装置或第二检测装置发送的数据进行数值判定和反馈补偿;
12、确定第一检测装置、第二检测装置以及第三检测装置的启动关系;
13、根据所述启动关系执行对应的检测任务,在执行成功后将检测信号和成功信号发送给边缘控制模块。
14、可选地,根据所述启动关系执行对应的检测任务,具体包括:
15、当第一检测装置、第二检测装置以及第三检测装置同时起作用时,确定第一检测装置和第二检测装置的优先级;
16、当优先级指令设定第一检测装置大于第二检测装置时,第一检测装置对地面基础设备进行检测,第二检测装置停止作业,第一检测装置将检测到的数值信息传递给第三检测装置,第三检测装置进行数值判定和反馈补偿,当判定成功时反馈给起作用的检测装置成功信号,同时起作用的检测装置将检测信号和成功信号发送给边缘控制模块;
17、当优先级指令设定第二检测装置大于第一检测装置时,第二检测装置对地面基础设备进行检测,第一检测装置停止作业,第二检测装置将检测到的数值信息传递给第三检测装置,第三检测装置进行数值判定和反馈补偿,当判定成功时反馈给起作用的检测装置成功信号,同时起作用的检测装置将检测信号和成功信号发送给边缘控制模块。
18、可选地,根据所述启动关系执行对应的检测任务,具体包括:
19、当第一检测装置和第三检测装置起作用,第二检测装置不起作用时;第一检测装置将检测到的数值信息传递给第三检测装置,第三检测装置进行数值判定和反馈补偿,当判定成功时反馈给起作用的检测装置成功信号,同时起作用的检测装置将检测信号和成功信号发送给边缘控制系统;
20、当第二检测装置和第三检测装置起作用,第一检测装置不起作用时,第二检测装置将检测到的数值信息传递给第三检测装置,第三检测装置进行数值判定和反馈补偿,当判定成功时反馈给起作用的检测装置成功信号,同时起作用的检测装置将检测信号和成功信号发送给边缘控制系统。
21、可选地,根据所述启动关系执行对应的检测任务,具体包括:
22、当第三检测装置起作用,第一检测装置和第二检测装置不起作用时,检测信息无法发送给边缘控制系统;
23、当第一检测装置和第二检测装置起作用,第三检测装置不起作用时,检测信息无法发送给边缘控制系统;
24、当第一检测装置起作用,第二检测装置和第三检测装置不起作用时,检测信息无法发送给边缘控制系统;
25、当第二检测装置起作用,第一检测装置和第三检测装置不起作用时,检测信息无法发送给边缘控制系统;
26、当第一检测装置和第二检测装置以及第三检测装置均不起作用时,检测信息无法发送给边缘控制系统。
27、可选地,边缘控制模块,用于接收位置识别模块的位置信息,并根据预设程序规则控制炼焦设备进行作业,具体包括:
28、当第一检测装置和第二检测装置以及第三检测装置同时起作用时,边缘控制模块接收起作用的检测装置检测信号,根据智能调度系统传递过来的生产排版计划,起作用的第一检测装置或者第二检测装置跟排版计划中的既定目标进行比对,当检测信号和既定目标差值为正时,控制车辆往正方向行驶,当检测信号既定目标插值为负时,控制车辆往反方向行驶;
29、同时设定第一触发距离为a,设定第二触发距离为b,设定目标为c,设定当前检测信号为d,设定速度上限为e,设定速度下线为f,设定车辆速度为g,当差值绝对值小于设置a大于设置b时,g=(|d-c|\|b-a|*|e-f|)+f;
30、当目标差值小于一定范围g=f,车辆速度为0,此时触发第三检测装置进行确认,当第三检测装置判定成功,不再控制车辆调速,当第三检测装置判定不成功,将再次触发车辆调速。
31、可选地,边缘控制模块,用于接收位置识别模块的位置信息,并根据预设程序规则控制炼焦设备进行作业,具体包括:
32、当第一检测装置和第三检测装置起作用,第二检测装置不起作用时,边缘控制模块接收第一检测装置检测信号,根据智能调度系统传递过来的生产排版计划,起作用的第一检测装置跟排版计划中的既定目标进行比对,当检测信号和既定目标差值为正时,控制车辆往正方向行驶,当检测信号既定目标插值为负时,控制车辆往反方向行驶;
33、同时设定第一触发距离为a,设定第二触发距离为b,设定目标为c,设定当前检测信号为d,设定速度上限为e,设定速度下线为f,设定车辆速度为g,当差值绝对值小于设置a大于设置b时,g=(|d-c|\|b-a|*|e-f|)+f;
34、当目标差值小于一定范围g=f,车辆速度为0,此时触发第三检测装置进行确认,当第三检测装置判定成功,不再控制车辆调速,当第三检测装置判定不成功,将再次触发车辆调速。
35、可选地,边缘控制模块,用于接收位置识别模块的位置信息,并根据预设程序规则控制炼焦设备进行作业,具体包括:
36、当第二检测装置和第三检测装置起作用,第一检测装置不起作用时,边缘控制模块接收第二检测装置检测信号,根据智能调度系统传递过来的生产排版计划,起作用的第二检测装置跟排版计划中的既定目标进行比对,当检测信号和既定目标差值为正时,控制车辆往正方向行驶,当检测信号既定目标插值为负时,控制车辆往反方向行驶;
37、同时设定第一触发距离为a,设定第二触发距离为b,设定目标为c,设定当前检测信号为d,设定速度上限为e,设定速度下线为f,设定车辆速度为g,当差值绝对值小于设置a大于设置b时,g=(|d-c|\|b-a|*|e-f|)+f;
38、当目标差值小于一定范围g=f,车辆速度为0,此时触发第三检测装置进行确认,当第三检测装置判定成功,不再控制车辆调速,当第三检测装置判定不成功,将再次触发车辆调速。
39、可选地,当第三检测装置起作用,第一检测装置和第二检测装置不起作用时,边缘控制模块识别故障,不控制车辆自动调速,并报错;
40、当第一检测装置和第二检测装置起作用,第三检测装置不起作用时,边缘控制模块识别故障,不控制车辆自动调速,并报错;
41、当第一检测装置起作用,第二检测装置和第三检测装置不起作用时,边缘控制模块识别故障,不控制车辆自动调速,并报错;
42、当第二检测装置起作用,第一检测装置和第三检测装置不起作用时,边缘控制模块识别故障,不控制车辆自动调速,并报错;
43、当第一检测装置和第二检测装置以及第三检测装置均不起作用时,边缘控制模块识别故障,不控制车辆自动调速,并报错。
44、可选地,所述边缘控制模块还用于接收微机联锁模块的安全联系信息,根据安全故障信息控制车辆执行或不执行作业;其中,通过微机联锁进行限位和感知元件检测,将检测到的信息结合信号反馈信息进行故障信息诊断,诊断出来的安全信息成信号执行命令联锁控制发出0或者1命令给边缘控制系统,使控制不可执行、等待执行或者禁止执行。
45、本技术实施例提供的技术方案带来的有益效果至少包括:
46、(1)本系统操控简单,维护便捷,较大程度上降低人员劳动强度,减少事故发生。
47、(2)本系统整合机车控制方式,优化作业方式,采取时序控制法,提高机车作业效率。
48、(3)本系统采用3d激光雷达和工业相机视觉识别技术,全方位无死角识别机车周围环境,保障机车安全驾驶。
49、(4)本系统采用闭环反馈控制模式,对控制的准确性有极大保障。
- 还没有人留言评论。精彩留言会获得点赞!