发动机天然气供给双壁波纹管的制作方法
1.本技术属于发动机制造技术领域,尤其涉及发动机天然气供给双壁波纹管。
背景技术:
2.本部分的陈述仅仅是提供了与本技术相关的背景技术信息,不必然构成在先技术。
3.目前,船用双燃料发动机以及燃气发动机燃气供气系统采用波纹管,但是波纹管为薄壁结构设计,与两端法兰焊接过程以及发动机使用过程中,焊缝容易松脱,而两端法兰的密封依靠密封垫片的方式容易密封不良。
技术实现要素:
4.本技术为了解决上述问题,本技术提供发动机天然气供给双壁波纹管。
5.本技术的目的是提供发动机天然气供给双壁波纹管,利用套管的一端与法兰连接,套管的另一端与波纹管连接,这样便可以有效焊接,解决焊缝振动松脱的问题,另外,本技术通过在法兰上开设若干孔,通过强制通风降低有可能泄漏的通风管内天然气的浓度并进行集中燃气监测,提高燃气供给系统的安全性。
6.为实现本技术的目的,本技术的技术方案为:
7.本技术涉及发动机天然气供给双壁波纹管,包括内波纹管以及内波纹管外侧设置有包覆内波纹管的外波纹管,内波纹管和外波纹管的端头处设置有法兰,内波纹管上设置有第一套管,第一套管的另一端固定在法兰上,外波纹管上设置有第二套管,第二套管的另一端固定在法兰上,法兰上开设有多个通风孔。
8.进一步的,本技术的法兰开设有中心孔,中心孔包括至少两个大小不一的圆盘型空腔,靠近内波纹管一侧的圆盘型空腔的直径大于远离内波纹管一侧的圆盘型空腔的直径,内波纹管的内周与第一套管一端的外周固定连接,第一套管另一端的外周与中心孔内周固定连接。
9.进一步的,本技术的法兰靠近外波纹管一端设置有凸缘,第二套管的一端的端面与凸缘固定连接,第二套管的另一端的外周与外波纹管内周固定连接。
10.进一步的,多个通风孔绕法兰中心均匀分布。
11.进一步的,第二套管靠近外波纹管一端外周设置有环形凸起,外波纹管内周与凸起外周固定连接。
12.进一步的,外波纹管、内波纹管的一端的法兰为圆盘型,外波纹管、内波纹管的另一端的法兰为方形法兰。
13.进一步的,第一套管呈圆台形或圆筒形。
14.进一步的,外波纹管和内波纹管之间设置有温度传感器和压力传感器。
15.进一步的,法兰为凸面法兰。
16.进一步的,内波纹管的长度大于外波纹管的长度。
17.与现有技术相比,本技术的有益效果为:
18.1、本技术通过内波纹管和外波纹管组合形成带有通风的空腔结构的双壁波纹管,利用套管与法兰焊接进行避免内波纹管或外波纹管与法兰直接焊接。
19.2、本技术在法兰上开设有通风孔,并在内波纹管和外波纹管之间布置温度传感器和压力传感器,以便判断内波纹管内输送的天然气是否发生泄漏,若发生泄漏,则利用通风孔将空气等气体引入内波纹管和外波纹管之间的空腔中,进而降低泄露的天然气的浓度。、
20.3、本技术的第一套管呈圆台形或圆筒形,方便法兰与内波纹管之间连接,且连接处密封性好,第二套管上设置有环形凸起,使得外波纹管与环形凸起配合,第二套管的另一端与法兰上的凸缘连接在一起,连接方便且连接处密封性好。
附图说明
21.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
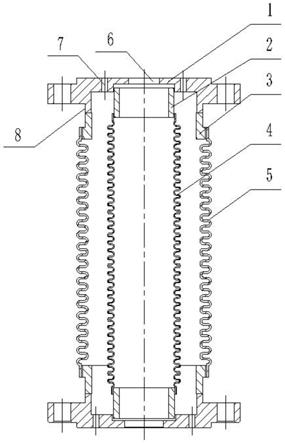
22.图1为本技术的内部结构示意图;
23.图2为本技术的整体结构示意图;
24.图3为本技术的俯视图结构示意图;
25.图4为本技术的仰视图结构示意图。
26.图中:1、法兰,2、第一套管,3、第二套管,4、内波纹管,5、外波纹管,6、中心孔,7、通风孔,8、凸缘。
具体实施方式:
27.下面结合附图与实施例对本技术作进一步说明。
28.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本公开的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
29.在本公开中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本公开各部件或元件结构关系而确定的关系词,并非特指本公开中任一部件或元件,不能理解为对本公开的限制。
30.实施例1
31.本技术涉及发动机天然气供给双壁波纹管,作为双壁波纹管的具体实施方案,本实施例包括了双壁波纹管的具体结构以及相应地使用材料以及对应国标,双壁波纹管包括内波纹管4以及内波纹管4外侧的外波纹管5,外波纹管5将内波纹管4包覆,内波纹管4的长度大于外波纹管5的长度,并且在内波纹管4、外波纹管5之间形成空腔,该空腔作为通风空腔使用,内波纹管4为304不锈钢材质的钢编管,作为一种实施方案,内波纹管4通径为dn25,外波纹管5为3.4不锈钢材质的钢编管,外波纹管5的通径为dn50,钢编管及波纹管制作参照jb/t6169
‑
2006金属波纹管以及gb/t12777
‑
2008金属波纹管膨胀节通用技术条件。
32.本实施例的内波纹管4和外波纹管5的端头处安法兰1,内波纹管4和法兰1之间布
置第一套管2,第一套管2的一端固定在内波纹管4上,第一套管2的另一端固定在法兰1上,第一套管2与法兰1通过焊接连接,外波纹管5上安装有第二套管3,第二套管3的另一端固定在法兰1上,第二套管3与法兰1通过焊接连接,法兰1上开设有多个通风孔7。
33.本实施例的实施标准为:在双壁波纹管在制造完成后需要进行打压试验,内波纹管4内的打压压力为1.5mpa,外波纹管5和内波纹管4之间的打压压力为0.8mpa,在5分钟的时间内双壁波纹管不发生泄漏即可满足双壁波纹管的使用要求。
34.本实施例中,法兰1与第一套管2的法兰1开设有中心孔6,在本实施例中,中心孔6开设在法兰1的中心位置,中心孔6包括至少两个大小不一的圆盘型空腔,靠近内波纹管4一侧的圆盘型空腔的直径大于远离内波纹管4一侧的圆盘型空腔的直径,内波纹管4的内周与第一套管2一端的外周固定连接,第一套管2另一端的外周与中心孔6内周固定连接,并利用焊接使得第一套管2与法兰1连接进而实现固定连接,作为其中一种实施方案,第一套管2呈圆台形或圆筒形,当第一套管2呈圆台形时,第一套管2的小头端与法兰1连接,第一套管2的大头端与内波纹管4连接。
35.本实施例法兰1与外波纹管5的连接为:本实施例的法兰1靠近外波纹管5一端布置有凸缘8,凸缘8在法兰1加工时便与法兰1一体连接,第二套管3的一端的端面与凸缘8固定连接,固定连接方式为焊接连接,第二套管3的另一端的外周与外波纹管5内周固定连接,进一步的,第二套管3靠近外波纹管5一端外周为环形凸起,外波纹管5内周与凸起外周固定连接,环形凸起与第二套管3一体连接,例如第二套管3在制造时便加工形成环形凸起,进而方便外波纹管5与第二套管3连接。
36.本实施例的通风孔7的数量为若干个,例如4个,6个等,多个通风孔7绕法兰1中心均匀分布,外波纹管5和内波纹管4之间设置有温度传感器和压力传感器,当外波纹管5和内波纹管4之间的空腔压力发生变化并达到预定阈值时,判定输送天然气的内波纹管4发生泄漏,将风从通风管引入空腔,进而降低天然气泄漏的浓度,温度传感器也检测空腔内的温度,避免温度过高。
37.本实施例中,外波纹管5、内波纹管4的一端的法兰1为圆盘型,外波纹管5、内波纹管4的另一端的法兰1为方形法兰1,法兰1为凸面法兰1,圆盘型法兰1与天然气共轨管连接,而方形法兰1则与天然气喷射阀连接,因此,本实施例使用两种不同结构形状的法兰1。
38.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
39.上述虽然结合附图对本技术的具体实施方式进行了描述,但并非对本技术保护范围的限制,所属领域技术人员应该明白,在本技术的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本技术的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1