具有在气缸内壁上的用于刮除油炭的元件的内燃机的制作方法
1.本发明涉及一种具有在气缸内壁上的用于刮除油炭的元件的内燃机。
背景技术:
2.由de 35 43 668 a1已知一种环形的衬垫,所述衬垫从气缸衬套的顶侧伸出。所述衬垫使气缸的或气缸衬套的内直径变窄,并且防止油炭与气缸内壁接触。
3.de 103 21 034 b3示出一种环形的实施方式,所述实施方式作为在槽中的嵌件使直径减小,或者作为在顶侧伸出于气缸衬套并且无间隙地插入在衬套与气缸盖之间的嵌件。这不适合于大批量生产,因为无间隙的插入对制造和装配提出更高的要求。
4.在de 10 2011 012 507 b4中公开了一种实施方案,所述实施方案作为衬垫伸出于气缸衬套,槽嵌入到所述衬垫中。衬垫通过环形元件的旋转对称的和旋转不对称的外轮廓和内轮廓使上止点位置的区域变窄。
技术实现要素:
5.本发明的任务是,避免上述缺点并且给出一种内燃机,所述内燃机消耗油少、几乎不产生油炭,而无须忍受在构件刚性方面的缺点。
6.按照本发明,所述任务通过上述类型的具有在权利要求1和10中所述特征的内燃机、通过一种具有至少一个在气缸内壁上的元件的内燃机和一种方法解决,其通过切削式的加工或压印/压力工艺在活塞的火力岸的对应的上止点区域中加工到气缸内壁中并施加近似火环的功能。本发明的有利的构型包含在其它各权利要求中。
7.滚压花纹或滚花、一部分也可以是滚压网纹,是借助于滚花刀具制成的、环绕的形状偏差,所述形状偏差在内表面或外表面上被压印到金属的旋转体中。滚压花纹可以将工件构造为更防滑的并因此防止滑脱、例如在哑铃手柄上滑脱。在此,滚压花纹可以采用不同的形式并且可以在车床上通过铣削、挤压或通过压印引入。
8.滚花和滚压网纹是属于压力成型的压印类的两种同类的制造工艺。在这两种工艺中,将圆形的工件压靠到圆形的工具上并滚动,使得二者转动。在此,将工具的型廓传递到工件上。工具的隆起部被压入到工件的表面中。根据在此是否产生滚花或滚压网纹(左-右滚花、交叉滚花)而称之为滚花或滚压网纹。
9.例如,通常将测微计的手柄或手柄表面滚花,以便将其构造为比光滑的表面更防滑的。
10.以前,由于用于将装饰元素或文字压印到硬币或奖章的边缘上的滚花而使得对硬币进行锉削或裁切变得困难,因为锉的部位立即可见。
11.另一种应用情况是,生产用于轴-毂连接、例如用于在轴上固定转子组的锯齿型廓,以便传递比在过盈连接或滚花螺纹的情况下高的转矩。
12.在滚花中区分非切削式的滚花挤压与切削式的滚花铣削。根据工艺,将型廓用滚花轮压入或借助于滚花铣刀铣削。在具有被驱动的工具的cnc车床上也可以使用特殊的滚
花铣削工具,以避免转换到其它机器上。由于在铣削时的加工力较小,其主要应用在工件薄的情况下或应用在加工中心上。
13.存在以如下实施方案的滚花,raa:具有轴向平行的沟槽的滚花,rbl:左滚花,rbr:右滚花,rge:尖端凸起的左-右滚花、也称为菱形滚花,rgv:尖端缩进的左-右滚花,rke:尖端凸起的交叉滚花,rkv:尖端缩进的交叉滚花,rtr:(连续的)环形滚花。型廓角度为90
°
,在特殊情况下也可以为105
°
。滚花在内壁的气缸盖侧的端部区域中设置在对应的活塞火力岸的上止点位置的高度上。
14.用于往复式活塞发动机的活塞大多由铸铝合金制成,个别也由铸铁制成。在铸模中浇铸坯件。由于功率提高以及为了通过更高的点火压力减少消耗和减少排放,也锻造用于高功率的涡轮增压柴油机的活塞。随后机械加工侧面、阀凹部、活塞环槽和活塞销孔。
15.技术上,由于不同的燃烧过程,在柴油机活塞与汽油机活塞之间存在区别。
16.柴油机活塞不仅在热学上而且在机械上都承受较高的载荷,并且因此必须在第一活塞环槽中利用铸入的由奥氏体铸铁("高镍合金")制成的环形支撑件强化所述柴油机活塞,以防止槽的偏移和材料由于微小焊接(mikroverschweiβung)而转移到环上。在活塞承受非常高载荷的情况下,黄铜衬套在销孔中被拉伸。具有直接喷入装置的柴油发动机的活塞的另一个特征是活塞顶凹腔,在该活塞顶凹腔中,喷入的燃料与空气旋流并混合。承受高热载荷的活塞(特别是赛车发动机、飞机发动机或涡轮增压柴油机)经常实现为具有用于冷却活塞顶的用于发动机油的喷嘴。在此,活塞可以设有环绕的油通道或者仅通过对顶部喷射来冷却。在低速运转的大型发动机中,也可以通过循环冷却装置冷却活塞。在此,将介质通过可伸缩的管输送给活塞。
17.壁厚在汽油发动机的活塞中比在柴油发动机的活塞中薄,其由于重量较轻而允许较高的发动机转速。可以在第一活塞环槽的区域中部分地使用硬化阳极氧化以减少磨损和微小焊接。
18.活塞顶带有部分地平坦的凹腔,所述凹腔用于容纳伸入到燃烧室中的阀。
19.活塞具有如下功能性的组成部分:活塞顶,其与介质接触。活塞顶也称为火力岸上边缘。然后是火力岸。所述火力岸从活塞顶延伸直至上活塞环槽。所述火力岸保护第一活塞环以防过高的加热。接着是活塞环带。火力岸与其它的槽和活塞环岸共同形成所谓的活塞环带。接下来是活塞裙或活塞杆或活塞壁、以小的间隙配合到气缸孔中的圆柱形的构件,以及活塞销连同其支承件,所述活塞销将活塞与连杆连接。
20.活塞裙用于在气缸套中引导活塞并且在大多数活塞中覆层有润滑涂层。在较旧的结构型式中,活塞裙经常在内部带有铸入的钢带(调节活塞、“调节板”、“自热活塞(autothermik-kolben)”),以便在加热时控制直径增加。为了节约重量,如今在许多高速运转的四冲程发动机中,活塞裙在侧部上(在活塞销孔处)向内部错位(“盒状”活塞)。
21.活塞带有一个或多个用于活塞环的槽,活塞环中最上部的活塞环是压缩环,并且至少一个下部的活塞环用作刮油环。轿车活塞主要具有两个压缩环和一个刮油环。轿车活塞大部分具有两个压缩环和一个刮油环。对于赛车发动机也使用具有仅一个压缩环的所谓的双环活塞。在两冲程发动机中,活塞裙也可设有窗口。附加地,大部分两冲程活塞在活塞环槽中具有止动销,以防止活塞环开口在气缸的控制窗中相对转动和卡住。过去存在具有凸顶活塞的两冲程发动机,所述凸顶活塞应当在横流扫气时改善换气。自约90年代以来,具
有回流扫气的两冲程发动机具有平坦的活塞顶。
22.上述的滚压花纹从活塞的火力岸面刮除产生的油炭和其它燃烧残余物,从而油炭和其它燃烧残余物在活塞朝向下止点(ut)的方向向下运动时不会损伤珩磨,并且减少磨损。在此存在多种限定滚花的最小高度的设计标准,例如活塞斜度、火力岸间隙、火力岸区等。在铝活塞中这个设计高度(凸出高度)通常比在钢活塞中小。由较高的隆起部产生对制造工艺的特殊要求,因为所使用的材料更不适合于凸出(auswurf)。此外,要保持安全间距、例如滚压花纹到第一活塞环的安全间距。滚压花纹是气缸的或气缸衬套的整体的环形元件,所述滚压花纹在对应的活塞的上止点位置的高度上在气缸的或气缸衬套的内壁上朝向在上止点中的活塞或朝向所述活塞的火力岸。通过倾斜的与气缸轴线或气缸衬套的轴线成角度的凸出的沟槽,所述沟槽使在火力岸区与第一活塞环之间的止点位置变窄,间隙由于较小的内直径而在滚压花纹与火力岸面之间强烈减小。
23.在第一步中,由手移动到虎钳上且被夹紧的气缸衬套获得留空部(freistellung)和倒角。如上所述,在压印工艺中通过滚花轮(特殊磨削)产生在顶侧的朝向内壁的且位于对应的活塞火力岸的上止点位置的区域中的滚压花纹。随后,车削最小的内直径。留空部在制造过程中起重要作用。压印到气缸衬套中导致材料移动,在缺少留空部的情况下,气缸的或气缸衬套的密封面在某些情况下可能变得不平坦。
24.滚压花纹通过切削式的加工或压力工艺或者说压印工艺在气缸的或气缸衬套的内壁的、对应的活塞的上止点位置的高度上加工。按照本发明,所述滚压花纹设置为用于持续地并且可靠地减少产生的油炭和其它燃烧残余物。滚压花纹的沟槽是隆起的并因此使所述区域变窄,并且所述滚压花纹在活塞冠与第一活塞环之间的区域中将油炭从活塞外轮廓刮去并且阻止珩磨的磨损或减少。仅可能在非常薄的细小的层中沉积。在制造技术上,滚压花纹可以通过滚花(上文所描述的滚花工艺)用于大批量生产。
25.按照本发明的一种优选的构型,在气缸衬套中的或气缸的滚压花纹的沟槽的一种实施方案设置为与气缸轴线或者气缸衬套的轴线成角度。
26.气缸衬套的或气缸的滚压花纹从活塞的火力岸去除产生的油炭和其它可想到的残余物。气缸衬套的或气缸的滚压花纹不以第一活塞环结束,而是保持最小安全间距,以避免损伤活塞环。气缸衬套的或气缸的隆起的滚压花纹在内侧上以变窄的方式起作用并且减小在火力岸面的区域中的间隙。因此,存在更小的用于产生的油炭的空间,因为在滚压花纹的区域中的内直径由于隆起的沟槽而更小。
附图说明
27.下面借助于一个实施例更详细地阐述本发明。图中:
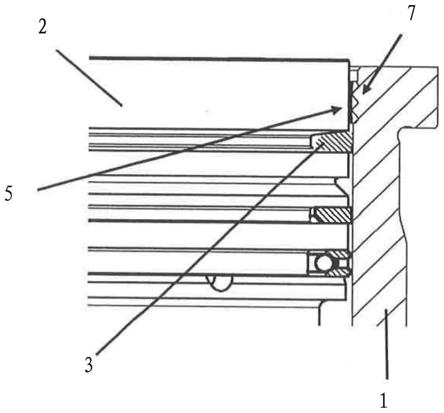
28.图1示出内燃机的局部图,所述局部图示出气缸衬套的滚压花纹以及与此相关的活塞;
29.图2示出滚压花纹的局部图,所述局部图示出沟槽。
具体实施方式
30.图1示出内燃机的局部图,所述内燃机具有气缸衬套1、在对应的活塞2的气缸盖侧的止点位置的区域中压印在所述气缸衬套的内壁上的滚压花纹7。活塞2具有活塞环3、活塞
冠和从活塞冠延伸直至第一活塞环3的火力岸区5。气缸衬套1在对应的活塞的上止点位置的区域中的变窄以滚压花纹7开始,如在图2中可详细看到的那样。通过气缸衬套1在其内壁上所具有的隆起的滚压花纹,气缸的或气缸衬套1的在该区域(上止点)中的内直径小于在其余的延伸部中的内直径。由此,没有或者仅非常少量或者说非常薄的一层油炭可能沉积在火力岸区5中,所述油炭使磨损提高并且在活塞2的向上冲程和向下冲程中可能损伤气缸衬套和珩磨。在此,滚压花纹7的沟槽8设置为倾斜的并且相对于气缸的或气缸衬套1的轴线具有角度。滚压花纹7是气缸的或气缸衬套1的整体组成部分并且可以从气缸的或气缸衬套1的优选材料切削式地加工出来。非切削式的滚花的工艺也适用,以便在气缸中或在气缸衬套中设置滚压花纹7。
31.图2以轴向平行的剖面示出滚压花纹7的放大的视图,能看出作为气缸的或气缸衬套1的整体组成部分的各个沟槽8。
32.附图标记列表
[0033]1ꢀꢀꢀ
气缸衬套
[0034]2ꢀꢀꢀ
活塞
[0035]3ꢀꢀꢀ
活塞环
[0036]5ꢀꢀꢀ
火力岸区
[0037]7ꢀꢀꢀ
滚压花纹
[0038]8ꢀꢀꢀ
沟槽
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1