一种混流式水轮发电机组轴系调整方法及系统与流程
1.本发明涉及水电机组设施设备技术领域,具体涉及一种混流式水轮发电机组轴系调整方法及系统。
背景技术:
2.混流式水电机组传统的轴系调整方法均采用等相位定点盘车,盘车过程中人工去读取和记录测量表计的数据,人工对盘车测量数据进行计算和分析。从盘车数据处理方法来看,传统等相位盘车方法主要采用数据拟合分析算法,通过盘车数据计算出主轴轴系的当前状态。操作人员通过分析主轴轴系状态的计算结果,凭人为经验初步确定一个轴系调整方案,并将此调整方案代入计算公式,试算出按此调整方案调整后主轴轴系状态的结果。若结果可接受,既按此调整方案进行轴系调整。若结果不可接受,再更换调整方案进行试算,直至结果可接受为止。一般来说,混流式水电机组传统的等相位定点盘车轴系调整方法,不仅盘车周期长、人工测量和计算工作量大,且定点盘车测点数少导致计算精度不高。除此之外,最大的弊病在于,轴系调整方案的给出完全依赖人的经验,经过多次试算才能确定一个可接受的但并非最佳的调整方案。
3.鉴于此,有必要开发一套适用于连续盘车方式的混流式水电机组轴系智能调整系统,能够实现自动采集数据,自动计算分析,自动给出轴系调整方案。为此需要设计一套适用于连续盘车方式的轴系调整计算方法。
技术实现要素:
4.本发明的目的是为了解决现有的对混流式立式水轮发电机组连续盘车中轴线调整时,存在的自动化程度低、人工测量/计算误差大的技术问题,并为了提高机组轴线调整的工作效率和调整精度、缩短检修工期,节省人力物力,而提供的一种水轮发电机组轴系调整方法与系统。
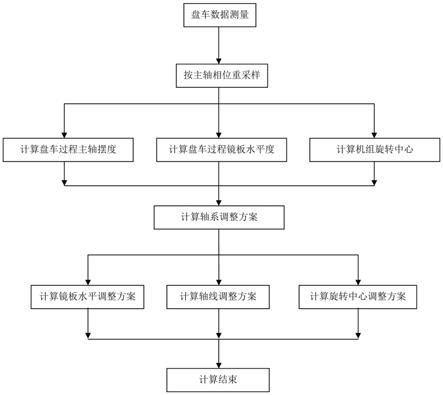
5.一种混流式水轮发电机组轴系调整方法,它包括以下步骤:
6.步骤1:进行盘车相关数据的测量;
7.步骤2:按主轴相位重采样;
8.步骤3:获取盘车过程主轴的摆度;
9.步骤4:获取盘车过程镜板水平度;
10.步骤5:获取机组旋转中心数据;
11.步骤6:获取轴系调整方案;
12.在步骤5中,混流式机组主要测量定转子上下层空气间隙、转轮上下止漏环间隙。
13.在步骤1中,在盘车开始前,使所有摆度传感器测量值校零,在盘车过程中,获取x向摆度测量值ax
α1
~ax
αn
、y向摆度测量值ay
α1
~ay
αn
、镜板水平度测量值、转动部件与固定部件间隙测量值g
α1
~g
αn
;
14.在步骤2中,将盘车旋转一周所有传感器采集的数据按主轴旋转角度进行重采样,
等分点数为偶数n,重采样后第一个点为起始点,则某一个点i(i∈[0,n])所对应的角度值为:
[0015][0016]
在步骤3中,盘车的方式包括定点盘车方式以及连续盘车方式;
[0017]
针对定点盘车方式,采用以下步骤:
[0018]
将某断面x方位测点及y方位测点重采样后所有摆度值进行矢量分解成x向分量及y向分量。则该断面x方位测点矢量分量x
x
、x
y
及y方位测点矢量分量y
x
、y
y
为:
[0019][0020][0021][0022][0023]
计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y分别为:
[0024]
x=(x
x
+y
x
)/2
[0025]
y=(x
y
+y
y
)/2
[0026]
计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标分别为:
[0027]
x
上导
、y
上导
、x
下导
、y
下导
、x
法兰
、y
法兰
、x
水导
、y
水导
[0028]
各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,各断面轴线的中心偏差需扣除下导处的位移;
[0029]
x
′
上导
=x
上导
-x
下导
,y
′
上导
=y
上导
-y
下导
[0030]
x
′
法兰
=x
法兰
-x
下导
,y
′
法兰
=y
法兰
-y
下导
[0031]
x
′
水导
=x
水导
-x
下导
,y
′
水导
=y
水导
-y
下导
[0032]
各断面摆度及方位为:
[0033]
摆度:
[0034]
摆度方位角:
[0035]
在步骤3中,针对连续盘车方式,采用以下步骤:
[0036]
方法1:根据连续盘车过程中对侧相减进行计算得出全摆度值,由于连续盘车旋转相位连续,因此能够捕捉到旋转部件在旋转过程中真实发生的最大全摆度,计算机组αi角和αi+180
°
所对应的主轴x方向窜动位移值x
αi
及y方向窜动值y
αi
为:
[0037]
x
αi
=ax
(αi+180
°
)
‑
ax
αi
;αi∈[0,180
°
]
[0038]
y
αi
=ay
(αi+180
°
)
‑
ay
αi
;αi∈[0,180
°
]
[0039]
该角度αi对应的全摆度r
αi
为:
[0040]
[0041]
各断面所有角度全摆度计算完成后,上导及水导净摆度计算时需将扣除对应角度限制水平位移处(下导)的摆度值,在上导及水导摆度中找出最大全摆度幅值及净摆度幅值,即为盘车最大双幅值,对应的角度即为最大双幅值角度。为检测上端轴与转子法兰的同心度,还需计算上导全摆度扣除转子下法兰全摆度的相对净摆度值。
[0042]
方法2:算法同前述的定点盘车方式,计算等份角度按照0.5
°
一个点进行计算;
[0043]
在步骤4中,在计算盘车过程镜板水平度时,将镜板水平传感器采集的倾角数据进行x向及y向矢量分解。如镜板角度αi下,采集的倾角数据β
αi
分解为x方向向量β
αix
及y方向向量β
αiy
为:
[0044]
β
αix
=β
αi
cosαi;αi∈[0,360)
[0045]
β
αiy
=β
αi
sinαi;αi∈[0,360)
[0046]
机组旋转一周水平传感器所测量平面的倾角x方向向量β
x
及y向量β
x
计算方法为:
[0047][0048][0049]
则倾角β及方位角θ计算方法如下:
[0050][0051][0052]
则镜板水平度方位角为θ,水平度h(mm/m)为:
[0053]
h=tgβ
×
1000;(mm/m)。
[0054]
在步骤5中,盘车过程进行机组转动部分与固定部分各部位间隙值测量,计算机组旋转中心,混流式机组主要测量定转子上下层空气间隙、转轮上下止漏环间隙,
[0055]
盘车时需要测量0
°
及180
°
两个方位固定部件与旋转部件间隙值,进行矢量分解成x向及y向。
[0056]0°
时刻,旋转部件几何中心相对于固定部件偏心值x0及y0为:
[0057][0058][0059]
180
°
时刻,旋转部件几何中心相对于固定部件偏心值x
180
及y
180
为:
[0060][0061][0062]
则固定部件相对于旋转中心坐标和偏心距x1及y1为:
[0063]
x1=
‑
(x0+x
180
)/2
[0064]
y1=
‑
(y0+y
180
)/2
[0065]
偏心距:
[0066]
偏心方位:
[0067]0°
方位旋转部件几何中心相对于旋转中心坐标x2及y2为:
[0068]
x2=(x0‑
x
180
)/2
[0069]
y2=(y0‑
y
180
)/2
[0070]
偏心值:
[0071]
偏心方位:
[0072]
旋转部件的摆度坐标x3及y3为:
[0073]
x3=
‑
2*x2[0074]
y3=
‑
2*y2[0075]
摆度值:
[0076]
摆度方位:
[0077]
在步骤6中,在获取混流式机组轴系调整方案时,采用以下步骤:
[0078]
1)获取镜板水平调整方案;
[0079]
2)获取轴线调整方案;
[0080]
3)获取旋转中心调整方案;
[0081]
在步骤1)中,在获取镜板水平调整方案时;
[0082]
设镜板部分支撑螺栓共有n根,支撑螺栓安装位置到镜板中心距离为r,镜板的水平度为l,方位角为θ;
[0083]
则在α角度下支柱螺栓的调整量a,计算公式为:
[0084]
a
α
=
‑
r
×
l
×
cos(β
‑
α);
[0085]
在步骤2)中,在获取轴线调整方案时;
[0086]
各断面摆度扣除推力的位移值,计算出上导测量面几何中心坐标x
上导
、y
上导
、转子下法兰测量面几何中心坐标x
下法兰
、y
下法兰
、水导测量面几何中心坐标x
水导
、y
水导
、上导相对于转子下法兰的中心坐标x
上导
‑
下法兰
、y
上导
‑
下法兰
;
[0087]
当上导测量面几何中心坐标过大时,需要综合分析上导相对于转子下法兰的中心坐标。
[0088]
1)若x
上导
‑
下法兰
、y
上导
‑
下法兰
过大,则表示上端轴与转子上法兰偏心较大,需要调整。调整值及调整方向如下公式:
[0089]
调整值:
[0090]
调整方位:
[0091]
2)若x
上导
‑
下法兰
、y
上导
‑
下法兰
较小,则表示推力头与转子的相对位置需要调整,此时需结
合水导几何中心数据综合来调整,将机组旋转中心调整至水导几何中心与上导几何中心的中间位置。
[0092]
在步骤3)中,在获取旋转中心调整方案时;
[0093]
旋转中心的调整是对各断面固定部件与转动部件的间隙值进行计算分析,得到该断面固定部件几何中心相对于转动部件旋转中心的坐标,以此作为主轴水平方向平推的依据,通过水平推轴使各断面的间隙调整至最优范围,在计算推轴方案前,根据机组实际情况设置各端面间隙值的调整范围和优先级,间隙值的优先级分为两级,关键级间隙值是指在其他间隙值仅满足达标的基础上必须调整至最优的间隙值。普通级间隙值是指仅满足达标即可的间隙值。
[0094]
在获取最优调整方案时,在大轴360
°
每个方位进行试推演算,选取合适的角度计算步长、试推量、试推步长;首先在众多试推方案里挑选出各部位间隙值均达标的推轴方案,然后在这些方案中找到关键级间隙值为最优的那组方案作为最终调整方案。
[0095]
一种定点盘车摆度计算方法,它包括以下步骤:
[0096]
1.将某断面x方位测点及y方位测点重采样后所有摆度值进行矢量分解成x向分量及y向分量;
[0097]
2.计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y;
[0098]
3.计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标;
[0099]
4.各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,获得各断面摆度及方位。
[0100]
在步骤1中,该断面x方位测点矢量分量x
x
、x
y
及y方位测点矢量分量y
x
、y
y
为:
[0101][0102][0103][0104][0105]
在步骤2中,计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y分别为:
[0106]
x=(x
x
+y
x
)/2
[0107]
y=(x
y
+y
y
)/2;
[0108]
在步骤3中,计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标分别为:
[0109]
x
上导
、y
上导
、x
下导
、y
下导
、x
法兰
、y
法兰
、x
水导
、y
水导
[0110]
在步骤4中,各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,各断面轴线的中心偏差需扣除下导处的位移;
[0111]
x
′
上导
=x
上导
-x
下导
,y
′
上导
=y
上导
-y
下导
[0112]
x
′
法兰
=x
法兰
-x
下导
,y
′
法兰
=y
法兰
-y
下导
[0113]
x
′
水导
=x
水导
-x
下导
,y
′
水导
=y
水导
-y
下导
[0114]
各断面摆度及方位为:
[0115]
摆度:
[0116]
摆度方位角:
[0117]
一种连续盘车摆度计算方法,它包括以下步骤:
[0118]
步骤1:根据连续盘车过程中对侧相减进行计算得出全摆度值;
[0119]
步骤2:在各断面所有角度全摆度计算完成后,获得上导及水导净摆度值;
[0120]
步骤3:在上导及水导摆度中找出最大全摆度幅值及净摆度幅值,即为盘车最大双幅值,对应的角度即为最大双幅值角度。
[0121]
在步骤1中,在获取全摆度值时,采用以下步骤:
[0122]
计算机组αi角和αi+180
°
所对应的主轴x方向窜动位移值x
αi
及y方向窜动值y
αi
为:
[0123]
x
αi
=ax
(αi+180
°
)
‑
ax
αi
;αi∈[0,180
°
]
[0124]
y
αi
=ay
(αi+180
°
)
‑
ay
αi
;αi∈[0,180
°
]
[0125]
该角度αi对应的全摆度r
αi
为:
[0126][0127]
一种混流式机组轴系调整方法,包括以下步骤:
[0128]
1.获取镜板水平调整方案;
[0129]
2.获取轴线调整方案;
[0130]
3.获取旋转中心调整方案;
[0131]
在步骤1中,在获取镜板水平调整方案时;
[0132]
设镜板部分支撑螺栓共有n根,支撑螺栓安装位置到镜板中心距离为r,镜板的水平度为l,方位角为θ;
[0133]
则在α角度下支柱螺栓的调整量a
α
计算公式为:
[0134]
a
α
=
‑
r
×
l
×
cos(β
‑
α);
[0135]
在步骤2中,在获取轴线调整方案时;
[0136]
各断面摆度扣除推力的位移值,计算出上导测量面几何中心坐标x
上导
、y
上导
、转子下法兰测量面几何中心坐标x
下法兰
、y
下法兰
、水导测量面几何中心坐标x
水导
、y
水导
、上导相对于转子下法兰的中心坐标x
上导
‑
下法兰
、y
上导
‑
下法兰
;
[0137]
当上导测量面几何中心坐标过大时,需要综合分析上导相对于转子下法兰的中心坐标。
[0138]
1)若x
上导
‑
下法兰
、y
上导
‑
下法兰
过大,则表示上端轴与转子上法兰偏心较大,需要调整。调整值及调整方向如下公式:
[0139]
调整值:
[0140]
调整方位:
[0141]
2)若x
上导
‑
下法兰
、y
上导
‑
下法兰
较小,则表示推力头与转子的相对位置需要调整,此时需结合水导几何中心数据综合来调整,将机组旋转中心调整至水导几何中心与上导几何中心的
中间位置。
[0142]
在步骤3中,在获取旋转中心调整方案时;
[0143]
旋转中心的调整是对各断面固定部件与转动部件的间隙值进行计算分析,得到该断面固定部件几何中心相对于转动部件旋转中心的坐标,以此作为主轴水平方向平推的依据,通过水平推轴使各断面的间隙调整至最优范围,在计算推轴方案前,根据机组实际情况设置各端面间隙值的调整范围和优先级,间隙值的优先级分为两级,关键级间隙值是指在其他间隙值仅满足达标的基础上必须调整至最优的间隙值。普通级间隙值是指仅满足达标即可的间隙值;
[0144]
在获取最优调整方案时,在大轴360
°
每个方位进行试推演算,选取合适的角度计算步长、试推量、试推步长;首先在众多试推方案里挑选出各部位间隙值均达标的推轴方案,然后在这些方案中找到关键级间隙值为最优的那组方案作为最终调整方案。
[0145]
一种用于混流式机组轴系状态特征参数获取的系统,它包括相位采集装置、镜板水平测量装置、摆度传感器;
[0146]
相位采集装置设置于主轴处,用于盘车时对主轴相位进行采集;
[0147]
镜板水平测量装置设置于旋转部件水平面上,用于盘车时对机组镜板水平度进行自动连续测量;
[0148]
摆度传感器采用电涡流传感器;
[0149]
摆度传感器用于测量与主轴之间的间隙值;传感器原位标定装置用于对电涡流传感器的灵敏度系数进行现场原位在线标定;
[0150]
上述相位采集装置包括支柱、以及与支柱底端连接的底座,转臂套设在支柱上,转臂包括套设于支柱上的上侧转臂、下侧转臂,上侧转臂与下侧转臂之间设有限位块,限位块套设在支柱上,限位块通过顶丝与支柱连接,连接板的一端与转臂通过紧固螺钉连接,并可通过连接板设置的直滑槽来调节相对位置;连接板的另一端与固定板通过紧固螺钉连接;旋转编码器通过固定板上的紧固螺钉固定。
[0151]
在紧固螺钉背部设置有挂钩,与限位块通过弹簧连接,用来给转臂的旋转施加预紧力。
[0152]
在固定板与连接板连接的这一端设置有弧形滑槽,可以使固定板在上下、前后及圆周方向进行微调。
[0153]
上述旋转编码器的采集信号通过信号电缆送至无线采集单元,再通过无线/有线传输至数据处理单元。
[0154]
上述旋转编码器设置于主轴处,用于盘车时对主轴相位进行连续采集。
[0155]
上述底座为磁力座,可与金属面吸合。
[0156]
在旋转编码器的滚轮表面设有硬质聚氨酯橡胶层。
[0157]
上述镜板水平测量装置包括水平测量传感器、与水平测量传感器连接的采集模块;
[0158]
在盘车过程中,对镜板水平度进行计算时,采用以下方法:
[0159]
在镜板任意方位,将水平测量传感器采集的倾角数据进行x向及y向矢量分解。如镜板角度αi下,采集的倾角数据β
αi
分解为x方向向量β
αix
及y方向向量β
αiy
为:
[0160]
β
αix
=β
αi
cosαi;αi∈[0,360)
[0161]
β
αiy
=β
αi
sinαi;αi∈[0,360)
[0162]
机组旋转一周水平传感器所测量平面的倾角x方向向量β
x
及y向量β
x
计算方法为:
[0163][0164][0165]
则倾角β及方位角θ计算方法如下:
[0166][0167][0168]
则镜板水平度方位角为θ,水平度h(mm/m)为:
[0169]
h=tgβ
×
1000;(mm/m)。
[0170]
上述电涡流传感器的灵敏度系数由传感器原位标定装置进行标定,
[0171]
传感器原位标定装置包括底座,在底座上设有高精度平移平台,竖向设置的立柱在底端与高精度平移平台的上端面连接,在立柱的上端且垂直于立柱设有电涡流传感器。
[0172]
上述立柱平行于主轴,电涡流传感器为条形结构,电涡流传感器的检测端接近主轴。
[0173]
在立柱上端贯穿设置有圆孔,电涡流传感器横向与圆孔配合连接并通过固定螺母固定设置于立柱的上端。
[0174]
上述高精度平移平台可带动立柱在x向/y向移动。
[0175]
上述高精度平移平台包括x向调节模块、y向调节模块以及调节旋钮,x向调节模块可通过x向粗调旋钮和x向微调旋钮产生x向精确位移,y向调节模块可通过y向粗调旋钮和y向粗调旋钮产生y向精确位移。
[0176]
上述电涡流传感器的信号端通过电缆与采集单元连接,采集单元通过有线/无线与数据处理单元连接。
[0177]
上述底座为磁力座。
[0178]
与现有技术相比,本发明具有如下技术效果:
[0179]
1)本发明填补了混流式立式水轮发电机组连续盘车轴线调整技术的空白,首次采用电测法自动采集数据、无线通讯、自动计算分析、自动给出轴线调整方案,解决了传统方法自动化程度低、人工测量/计算误差大的问题,可显著提高机组轴线调整的工作效率和调整精度,缩短检修工期,节省人力物力;
[0180]
2)本发明采用接触式旋转编码器,实现任意盘车方式下主轴相位的高精度连续测量,解决了目前键相测量、光电测量、齿盘测量等传统技术无法进行主轴相位连续测量的难题;
[0181]
3)相比于传统的对于镜板水平的测量方式通常使用合像水平仪测量,测量点少且需要人工读数,存在精度低、读数误差及停止点不准确等情况,本发明中采用的镜板水平度测量技术能实现镜板水平度的连续无线采集。
[0182]
4)本发明中采用的传感器原位标定技术能很好的对电涡流传感器的灵敏度系数
进行现场标定,有效消除主轴材料和曲率对测量结果的影响;
[0183]
5)本发明提供了一套轴线调整智能算法,可针对不同类型机组型式匹配对应的算法模型,自动完成计算分析并给出轴线最佳调整方案以及调整后的预计效果。
附图说明
[0184]
下面结合附图和实施例对本发明作进一步说明:
[0185]
图1为本发明的方法流程图;
[0186]
图2为本发明中系统的使用流程图;
[0187]
图3为本发明中系统的整体结构示意图;
[0188]
图4为图3中相位采集装置的结构示意图;
[0189]
图5为相位采集装置的前视图;
[0190]
图6为相位采集装置的后视图;
[0191]
图7为图3中传感器原位标定装置的结构示意图。
具体实施方式
[0192]
如图1所示,一种混流式水轮发电机组轴系调整方法,它包括以下步骤:
[0193]
步骤1:进行盘车相关数据的测量;
[0194]
步骤2:按主轴相位重采样;
[0195]
步骤3:获取盘车过程主轴的摆度;
[0196]
步骤4:获取盘车过程镜板水平度;
[0197]
步骤5:获取机组旋转中心数据;
[0198]
步骤6:获取轴系调整方案;
[0199]
在步骤5中,混流式机组主要测量定转子上下层空气间隙、转轮上下止漏环间隙。
[0200]
在步骤1中,在盘车开始前,使所有摆度传感器测量值校零,在盘车过程中,获取x向摆度测量值ax
α1
~ax
αn
、y向摆度测量值ay
α1
~ay
αn
、镜板水平度测量值、转动部件与固定部件间隙测量值g
α1
~g
αn
;
[0201]
在步骤2中,将盘车旋转一周所有传感器采集的数据按主轴旋转角度进行重采样,等分点数为偶数n,重采样后第一个点为起始点,则某一个点i(i∈[0,n])所对应的角度值为:
[0202][0203]
在步骤3中,盘车的方式包括定点盘车方式以及连续盘车方式;
[0204]
针对定点盘车方式,采用以下步骤:
[0205]
将某断面x方位测点及y方位测点重采样后所有摆度值进行矢量分解成x向分量及y向分量。则该断面x方位测点矢量分量x
x
、x
y
及y方位测点矢量分量y
x
、y
y
为:
[0206][0207]
[0208][0209][0210]
计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y分别为:
[0211]
x=(x
x
+y
x
)/2
[0212]
y=(x
y
+y
y
)/2
[0213]
计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标分别为:
[0214]
x
上导
、y
上导
、x
下导
、y
下导
、x
法兰
、y
法兰
、x
水导
、y
水导
[0215]
各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,各断面轴线的中心偏差需扣除下导处的位移;
[0216]
x
′
上导
=x
上导
-x
下导
,y
′
上导
=y
上导
-y
下导
[0217]
x
′
法兰
=x
法兰
-x
下导
,y
′
法兰
=y
法兰
-y
下导
[0218]
x
′
水导
=x
水导
-x
下导
,y
′
水导
=y
水导
-y
下导
[0219]
各断面摆度及方位为:
[0220]
摆度:
[0221]
摆度方位角:
[0222]
在步骤3中,针对连续盘车方式,采用以下步骤:
[0223]
方法1:根据连续盘车过程中对侧相减进行计算得出全摆度值,由于连续盘车旋转相位连续,因此能够捕捉到旋转部件在旋转过程中真实发生的最大全摆度,计算机组αi角和αi+180
°
所对应的主轴x方向窜动位移值x
αi
及y方向窜动值y
αi
为:
[0224]
x
αi
=ax
(αi+180
°
)
‑
ax
αi
;αi∈[0,180
°
]
[0225]
y
αi
=ay
(αi+180
°
)
‑
ay
αi
;αi∈[0,180
°
]
[0226]
该角度αi对应的全摆度r
αi
为:
[0227][0228]
各断面所有角度全摆度计算完成后,上导及水导净摆度计算时需将扣除对应角度限制水平位移处(下导)的摆度值,在上导及水导摆度中找出最大全摆度幅值及净摆度幅值,即为盘车最大双幅值,对应的角度即为最大双幅值角度。为检测上端轴与转子法兰的同心度,还需计算上导全摆度扣除转子下法兰全摆度的相对净摆度值。
[0229]
方法2:算法同前述的定点盘车方式,计算等份角度按照0.5
°
一个点进行计算。
[0230]
在步骤4中,在计算盘车过程镜板水平度时,将镜板水平传感器采集的倾角数据进行x向及y向矢量分解。如镜板角度αi下,采集的倾角数据β
αi
分解为x方向向量β
αix
及y方向向量β
αiy
为:
[0231]
β
αix
=β
αi
cosαi;αi∈[0,360)
[0232]
β
αiy
=β
αi
sinαi;αi∈[0,360)
[0233]
机组旋转一周水平传感器所测量平面的倾角x方向向量β
x
及y向量β
x
计算方法为:
[0234][0235][0236]
则倾角β及方位角θ计算方法如下:
[0237][0238][0239]
则镜板水平度方位角为θ,水平度h(mm/m)为:
[0240]
h=tgβ
×
1000;(mm/m)。
[0241]
在步骤5中,盘车过程进行机组转动部分与固定部分各部位间隙值测量,计算机组旋转中心,混流式机组主要测量定转子上下层空气间隙、转轮上下止漏环间隙,
[0242]
盘车时需要测量0
°
及180
°
两个方位固定部件与旋转部件间隙值,进行矢量分解成x向及y向。
[0243]0°
时刻,旋转部件几何中心相对于固定部件偏心值x0及y0为:
[0244][0245][0246]
180
°
时刻,旋转部件几何中心相对于固定部件偏心值x
180
及y
180
为:
[0247][0248][0249]
则固定部件相对于旋转中心坐标和偏心距x1及y1为:
[0250]
x1=
‑
(x0+x
180
)/2
[0251]
y1=
‑
(y0+y
180
)/2
[0252]
偏心距:
[0253]
偏心方位:
[0254]0°
方位旋转部件几何中心相对于旋转中心坐标x2及y2为:
[0255]
x2=(x0‑
x
180
)/2
[0256]
y2=(y0‑
y
180
)/2
[0257]
偏心值:
[0258]
偏心方位:
[0259]
旋转部件的摆度坐标x3及y3为:
[0260]
x3=
‑
2*x2[0261]
y3=
‑
2*y2[0262]
摆度值:
[0263]
摆度方位:
[0264]
在步骤6中,在获取混流式机组轴系调整方案时,采用以下步骤:
[0265]
1)获取镜板水平调整方案;
[0266]
2)获取轴线调整方案;
[0267]
3)获取旋转中心调整方案;
[0268]
在步骤1)中,在获取镜板水平调整方案时;
[0269]
设镜板部分支撑螺栓共有n根,支撑螺栓安装位置到镜板中心距离为r,镜板的水平度为l,方位角为θ;
[0270]
则在α角度下支柱螺栓的调整量a
α
计算公式为:
[0271]
a
α
=
‑
r
×
l
×
cos(β
‑
α);
[0272]
在步骤2)中,在获取轴线调整方案时;
[0273]
各断面摆度扣除推力的位移值,计算出上导测量面几何中心坐标x
上导
、y
上导
、转子下法兰测量面几何中心坐标x
下法兰
、y
下法兰
、水导测量面几何中心坐标x
水导
、y
水导
、上导相对于转子下法兰的中心坐标x
上导
‑
下法兰
、y
上导
‑
下法兰
;
[0274]
当上导测量面几何中心坐标过大时,需要综合分析上导相对于转子下法兰的中心坐标。
[0275]
1)若x
上导
‑
下法兰
、y
上导
‑
下法兰
过大,则表示上端轴与转子上法兰偏心较大,需要调整。调整值及调整方向如下公式:
[0276]
调整值:
[0277]
调整方位:
[0278]
2)若x
上导
‑
下法兰
、y
上导
‑
下法兰
较小,则表示推力头与转子的相对位置需要调整,此时需结合水导几何中心数据综合来调整,将机组旋转中心调整至水导几何中心与上导几何中心的中间位置。
[0279]
在步骤3)中,在获取旋转中心调整方案时;
[0280]
旋转中心的调整是对各断面固定部件与转动部件的间隙值进行计算分析,得到该断面固定部件几何中心相对于转动部件旋转中心的坐标,以此作为主轴水平方向平推的依据,通过水平推轴使各断面的间隙调整至最优范围,在计算推轴方案前,根据机组实际情况设置各端面间隙值的调整范围和优先级,间隙值的优先级分为两级,关键级间隙值是指在其他间隙值仅满足达标的基础上必须调整至最优的间隙值。普通级间隙值是指仅满足达标即可的间隙值。
[0281]
系统中推轴演算的方法依靠计算机的高速计算能力,可选的方案为:在主轴360
°
每个方位进行试推,角度步长为1
°
。试推量从0mm到10mm,试推步长为0.001mm。系统首先在众多试推方案里挑选出各部位间隙值均达标的推轴方案,然后在这些方案中找到优先级间隙值为最优的那组方案作为推荐方案。
[0282]
一种定点盘车摆度计算方法,它包括以下步骤:
[0283]
1.将某断面x方位测点及y方位测点重采样后所有摆度值进行矢量分解成x向分量及y向分量;
[0284]
2.计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y;
[0285]
3.计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标;
[0286]
4.各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,获得各断面摆度及方位。
[0287]
在步骤1中,该断面x方位测点矢量分量x
x
、x
y
及y方位测点矢量分量y
x
、y
y
为:
[0288][0289][0290][0291][0292]
在步骤2中,计算该断面旋转部件几何中心相对于旋转中心的偏移坐标x及y分别为:
[0293]
x=(x
x
+y
x
)/2
[0294]
y=(x
y
+y
y
)/2;
[0295]
在步骤3中,计算出各断面旋转部件几何中心相对于旋转中心的偏移坐标分别为:
[0296]
x
上导
、y
上导
、x
下导
、y
下导
、x
法兰
、y
法兰
、x
水导
、y
水导
[0297]
在步骤4中,各断面轴线中心偏差计算完成后,摆度计算时需扣除限制水平位移处的摆度值,各断面轴线的中心偏差需扣除下导处的位移;
[0298]
x
′
上导
=x
上导
-x
下导
,y
′
上导
=y
上导
-y
下导
[0299]
x
′
法兰
=x
法兰
-x
下导
,y
′
法兰
=y
法兰
-y
下导
[0300]
x
′
水导
=x
水导
-x
下导
,y
′
水导
=y
水导
-y
下导
[0301]
各断面摆度及方位为:
[0302]
摆度:
[0303]
摆度方位角:
[0304]
一种连续盘车摆度计算方法,它包括以下步骤:
[0305]
步骤1:根据连续盘车过程中对侧相减进行计算得出全摆度值;
[0306]
步骤2:在各断面所有角度全摆度计算完成后,获得上导及水导净摆度值;
[0307]
步骤3:在上导及水导摆度中找出最大全摆度幅值及净摆度幅值,即为盘车最大双幅值,对应的角度即为最大双幅值角度。
[0308]
在步骤1中,在获取全摆度值时,采用以下步骤:
[0309]
计算机组αi角和αi+180
°
所对应的主轴x方向窜动位移值x
αi
及y方向窜动值y
αi
为:
[0310]
x
αi
=ax
(αi+180
°
)
‑
ax
αi
;αi∈[0,180
°
]
[0311]
y
αi
=ay
(αi+180
°
)
‑
ay
αi
;αi∈[0,180
°
]
[0312]
该角度αi对应的全摆度r
αi
为:
[0313][0314]
一种混流式机组轴系调整方法,包括以下步骤:
[0315]
1.获取镜板水平调整方案;
[0316]
2.获取轴线调整方案;
[0317]
3.获取旋转中心调整方案;
[0318]
在步骤1中,在获取镜板水平调整方案时;
[0319]
设镜板部分支撑螺栓共有n根,支撑螺栓安装位置到镜板中心距离为r,镜板的水平度为l,方位角为θ;
[0320]
则在α角度下支柱螺栓的调整量a
α
计算公式为:
[0321]
a
α
=
‑
r
×
l
×
cos(β
‑
α);
[0322]
在步骤2中,在获取轴线调整方案时;
[0323]
各断面摆度扣除推力的位移值,计算出上导测量面几何中心坐标x
上导
、y
上导
、转子下法兰测量面几何中心坐标x
下法兰
、y
下法兰
、水导测量面几何中心坐标x
水导
、y
水导
、上导相对于转子下法兰的中心坐标x
上导
‑
下法兰
、y
上导
‑
下法兰
;
[0324]
当上导测量面几何中心坐标过大时,需要综合分析上导相对于转子下法兰的中心坐标。
[0325]
1)若x
上导
‑
下法兰
、y
上导
‑
下法兰
过大,则表示上端轴与转子上法兰偏心较大,需要调整。调整值及调整方向如下公式:
[0326]
调整值:
[0327]
调整方位:
[0328]
2)若x
上导
‑
下法兰
、y
上导
‑
下法兰
较小,则表示推力头与转子的相对位置需要调整,此时需结合水导几何中心数据综合来调整,将机组旋转中心调整至水导几何中心与上导几何中心的中间位置。
[0329]
在步骤3中,在获取旋转中心调整方案时;
[0330]
旋转中心的调整是对各断面固定部件与转动部件的间隙值进行计算分析,得到该断面固定部件几何中心相对于转动部件旋转中心的坐标,以此作为主轴水平方向平推的依据,通过水平推轴使各断面的间隙调整至最优范围,在计算推轴方案前,根据机组实际情况设置各端面间隙值的调整范围和优先级,间隙值的优先级分为两级,关键级间隙值是指在其他间隙值仅满足达标的基础上必须调整至最优的间隙值。普通级间隙值是指仅满足达标即可的间隙值。
[0331]
在获取最优调整方案时,在大轴360
°
每个方位进行试推演算,选取合适的角度计算步长、试推量、试推步长;首先在众多试推方案里挑选出各部位间隙值均达标的推轴方
案,然后在这些方案中找到关键级间隙值为最优的那组方案作为最终调整方案。
[0332]
可以选择的,角度步长为1
°
。试推量从0mm到10mm,试推步长为0.001mm。
[0333]
如图2和图3所示,一种用于混流式机组轴系状态特征参数获取的系统,
[0334]
它包括相位采集装置1、镜板水平测量装置2、摆度传感器4;
[0335]
相位采集装置1设置于主轴5处,用于盘车时对主轴相位进行采集;
[0336]
镜板水平测量装置2设置于旋转部件水平面上,用于盘车时对机组镜板水平度进行自动连续测量;
[0337]
摆度传感器4采用电涡流传感器;
[0338]
摆度传感器4用于测量与主轴5之间的间隙值;传感器原位标定装置3用于对电涡流传感器的灵敏度系数进行现场原位在线标定;
[0339]
关于电涡流传感器:
[0340]
1)探头采用磁力支架安装在被测主轴附近;
[0341]
2)探头安装必须正对主轴中心;
[0342]
3)探头须对准有效测量面;有效测量面是指:测量表面不存在刻痕、洞眼、凸台等,表面光洁,无镀层;
[0343]
4)探头与主轴间间隙必须调整合适;
[0344]
5)确保接线正确;直接接入无线采集单元。
[0345]
镜板水平测量装置2包括镜板水平传感器,关于镜板水平传感器:
[0346]
1)水平测量传感器及传感器无线采集和供电装置水平放置在推力头上;
[0347]
2)传感器及无线采集和供电装置确保在机组旋转过程中无阻碍;
[0348]
3)传感器采用无线传输通过中继器传输至信号处理机。
[0349]
如图4、图5、图6所示,为了使得在盘车过程中,更加省时、省力、且精准的获取盘车相位,现提供一种相位采集装置;它包括支柱1
‑
2、以及与支柱1
‑
2底端连接的底座1
‑
1,转臂1
‑
3套设在支柱1
‑
2上,转臂1
‑
3包括套设于支柱1
‑
2上的上侧转臂、下侧转臂,上侧转臂与下侧转臂之间设有限位块1
‑
7,限位块1
‑
7套设在支柱1
‑
2上,限位块1
‑
7通过顶丝1
‑
8与支柱1
‑
2连接,连接板1
‑
4的一端与转臂1
‑
3通过紧固螺钉1
‑
9连接,并可通过连接板1
‑
4设置的直滑槽来调节相对位置;连接板1
‑
4的另一端与固定板1
‑
5通过紧固螺钉1
‑
10连接;旋转编码器1
‑
12通过固定板1
‑
5上的紧固螺钉1
‑
11固定。相位采集装置用于安装、固定主轴相位传感器;
[0350]
关于主轴相位传感器:
[0351]
1)探头采用磁力支架安装在被测主轴附近;
[0352]
2)传感器硬聚氨酯橡胶滚轮需要相切于主轴;
[0353]
3)直接接入采集器,确保接线正确。
[0354]
进一步的,在紧固螺钉1
‑
9背部设置有挂钩,与限位块1
‑
7通过弹簧1
‑
6连接,用来给转臂1
‑
3的旋转施加预紧力,旋转编码器1
‑
12依靠弹簧1
‑
6产生的预紧力紧紧抵靠在机组主轴5的圆柱测量面上,大大增加了编码器滚轮与主轴5之间的阻尼,有效防止打滑。
[0355]
为了便于支架的微调,在固定板1
‑
5与连接板1
‑
4连接的这一端设置有弧形滑槽,可以使固定板1
‑
5在上下、前后及圆周方向进行微调。
[0356]
在数据的传输方式中,旋转编码器1
‑
12的采集信号通过信号电缆送至无线采集单
元,再通过无线/有线传输至数据处理单元。
[0357]
旋转编码器1
‑
12设置于主轴5处,用于盘车时对主轴6相位进行连续采集。
[0358]
其中,接触式旋转编码器传感器与机组主轴直接接触。当主轴旋转时,主轴与旋转式速度传感器接触,摩擦力带动传感器的滚轮转动。装在滚轮上的转动脉冲传感器,发送出一连串的脉冲。每个脉冲代表着一定的距离值,从而就能测出线速度v。假定d为滚轮直径,单位为mm,滚轮每转输出πd个脉冲,那么1个脉冲代表着1mm的距离值。设在时间t内脉冲计数为n,则线速度v为:在本系统中,测量主轴表面的旋转线速度并非目的,测量相位才是真正的目的。而相应来说,累计的脉冲计数就对应了机组的转动的相位。
[0359]
为了便于底座的安装,底座1
‑
1为磁力座,可与金属面吸合。
[0360]
在旋转编码器1
‑
12的滚轮表面设有硬质聚氨酯橡胶层。
[0361]
本发明在使用时,采用以下步骤:
[0362]
1)旋转编码器1
‑
12采用接触式原理,旋转编码器1
‑
12的滚轮与机组主轴5直接接触;
[0363]
2)当主轴5旋转时,主轴5带动旋转编码器1
‑
12的滚轮转动;
[0364]
3)装在滚轮上的转动脉冲传感器,发送出一连串的脉冲,每个脉冲代表着一定的距离值;
[0365]
4)旋转编码器1
‑
12的脉冲信号通过信号电缆送至无线采集单元5,转换成0和1的数字量,并通过wifi无线传输至数据处理单元6。数据处理单元6根据0和1计数,从而就能换算出主轴7的旋转相位和线速度。
[0366]
其中,当旋转编码器1
‑
12的滚轮旋转时,滚轮上的转动脉冲传感器发送出一连串的脉冲。每个脉冲代表着滚轮产生1mm的位移值。设主轴直径为d(单位:mm),时间t内脉冲计数为n,则该时刻所对应的主轴7的旋转角度α计算公式为:
[0367][0368]
滚轮旋转线速度v1为:
[0369]
主轴旋转线速度v2为:
[0370]
为达到准确测量的目的,当采用定点盘车方式时,盘车圈数1~2圈。将盘车起始点的主轴相位设置成0
°
,盘车过程中旋转编码器自动采集数据进行相位计算即可。
[0371]
当采用连续盘车方式时,盘车圈数不受限,此时需要配合键相信号来消除相位测量的累计误差。当主轴7每盘车一周出现键相信号时,将旋转编码器1
‑
12采集的累计脉冲置为零,消除上个周期相位测量的误差,后续脉冲重新累加,即可获得任意时刻机组主轴7的准确相位。
[0372]
进一步的,可在主轴上贴一个键相块,同步采集键相信号和接触式旋转速度传感器的脉冲数据,同时对相位传感器输出的脉冲进行累计获得实时的相对角度,如果在键相信号中采集到键相信号,那么置脉冲累计为零,后续的脉冲累计将这个基础之上进行积分累加,根据累加脉冲数,以及主轴的直径和传感器的脉冲当量,即可获得任意时刻机组主轴
的准确相位(相对于初始相位)。
[0373]
镜板水平测量装置2包括水平测量传感器、与水平测量传感器连接的采集模块;
[0374]
在盘车过程中,对镜板水平度进行计算时,采用以下方法:
[0375]
在镜板任意方位,将水平测量传感器2
‑
1采集的倾角数据进行x向及y向矢量分解。如镜板角度αi下,采集的倾角数据β
αi
分解为x方向向量β
αix
及y方向向量β
αiy
为:
[0376]
β
αix
=β
αi
cosαi;αi∈[0,360)
[0377]
β
αiy
=β
αi
sinαi;αi∈[0,360)
[0378]
机组旋转一周水平传感器所测量平面的倾角x方向向量β
x
及y向量β
x
计算方法为:
[0379][0380][0381]
则倾角β及方位角θ计算方法如下:
[0382][0383][0384]
则镜板水平度方位角为θ,水平度h(mm/m)为:
[0385]
h=tgβ
×
1000;(mm/m)。
[0386]
镜板水平测量装置2采用无线方式接入下导轴承(或推力轴承)布设的无线采集单元。各层无线采集单元将采集的传感器信号转换为数字信号,通过无线通讯方式,经信号中继器放大后无线传送到数据处理单元。数据处理单元通过以太网获取采集数据,经过数据处理和软件算法,得到反映机组轴系状态的特征参数,并经过轴系调整计算模型生成轴系调整方案;
[0387]
水平测量传感器与采集模块通过rs232有线方式连接,还包括蓄电池模块,蓄电池模块同时为水平测量传感器与采集模块供电。采集模块通过wifi通讯方式与无线采集单元进行数据通讯。无线采集单元通过wifi通讯方式与数据处理单元进行数据通讯,
[0388]
由于对于电涡流传感器来讲,其线圈的几何形状、几何尺寸、电流频率是确定的,那么电涡流传感器的灵敏度不仅与被测金属表面到探头之间的距离有关,而且与被测金属体磁导率、电导率都有关系,因此用同一个电涡流传感器测量不同磁导率、电导率的金属体的位移其灵敏度也是不一样的;如图7所示,为了标定电涡流传感器测量不同材质主轴时的灵敏度,本发明提供一种传感器原位标定装置;
[0389]
水电机组摆度传感器原位标定装置,包括底座3
‑
1,在底座3
‑
1上设有高精度平移平台3
‑
2,竖向设置的立柱3
‑
4在底端与高精度平移平台3
‑
2的上端面连接,在立柱3
‑
4的上端且垂直于立柱3
‑
4设有电涡流传感器3
‑
6。
[0390]
关于电涡流传感器3
‑
6:
[0391]
1)电涡流传感器在安装过程中首先采用原位标定传感器进行标定;
[0392]
2)采用
‑
2v电压为起点
‑
18v电压为终点进行线性关系标定;
[0393]
3)将标定数据输入信号处理机进行传感器率定。
[0394]
底座3
‑
1优选为磁力座;
[0395]
立柱3
‑
4平行于主轴5,电涡流传感器3
‑
6为条形结构,电涡流传感器的检测端接近主轴5。
[0396]
其中,传感器固定立柱用于被标定的电涡流传感器,对着机组主轴测量传感器与主轴之间的间隙位移;
[0397]
在立柱3
‑
4上端贯穿设置有圆孔,电涡流传感器横向与圆孔配合连接并通过固定螺母3
‑
5固定设置于立柱3
‑
4的上端。
[0398]
关于高精度平移平台,高精度平移平台3
‑
2可带动立柱3
‑
4在x向/y向移动。
[0399]
高精度平移平台3
‑
2包括x向调节模块、y向调节模块以及调节旋钮3
‑
3,x向调节模块可通过x向粗调旋钮和x向微调旋钮产生x向精确位移,y向调节模块可通过y向粗调旋钮和y向粗调旋钮产生y向精确位移。
[0400]
高精度水平平移平台水平位置调整装置,在水平两个方向上可实现小范围的手动调整装置,而且该装置上自带有高精度的测量标尺,可以读取调整的范围、距离等参数,精度可达到0.1um。高精度水平平移平台水平通过底座固定在支架或其他可静止部件上。
[0401]
立柱固定在水平平移平台上。通过调整平台上的调节旋钮,进行调节力柱的位置,从而调节传感器和主轴之间的间隙。而调整间隙的大小,可以通过装置上自带有高精度的测量标尺进行读取。
[0402]
为了便于本领技术人员能够更好更准确的理解,并便于实施,关于高精度平移平台,所提供的参数如下:
[0403]
1)型号表示:xyw60h
‑
13u;
[0404]
2)台面尺寸60
×
60mm,行程13mm的二维超精密平移台
[0405]
3)滑动结构采用交叉滚柱导轨结构,承载能力更大,移动的稳定性和平稳性更好。
[0406]
4)精密两级分调,微分头调节,可以读数,最小分辨率:0.1um。
[0407]
5)台底部有安装孔,可方便地安装到其他平台上,或另配安装底板,向下安装。
[0408]
6)合金铝,表面黑色氧化,如有特殊需要也可做不锈钢材质的平移台。
[0409]
进一步的,电涡流传感器3
‑
6的信号端通过电缆3
‑
7与采集单元连接,采集单元通过有线/无线与数据处理单元连接。
[0410]
被标定电涡流传感的输出信号被接入到采集装置进行连续采集,采集后可通过无线网络传送到数据处理单元。
[0411]
为了便于本领技术人员能够更好更准确的理解,并便于实施,关于采集装置、数据处理单元所提供的参数如下:
[0412]
可选用型号为dms
‑
16cld的无线采集单元,其结构紧凑,体积小巧,由电源模块、采集处理模块、无线收发模块组成,节点每个通道内置有独立的高精度放大调理电路,兼容各种类型的传感器,比如位移,加速度,压力,温度等。节点同时支持2线、3线和4线制输入方式。采集的数据既可以实时无线传输至计算机,也可以存储在节点内置的2g数据存储器,保证了采集数据的准确性。通讯方式采用wifi协议,其优点是通讯带宽高,空中传输速率可以达到11mb/s,完全能满足多通道高速连续采集的数据通讯要求。在信号中继的条件下,有效传输记录可以达到500m以上。
[0413]
其中,数据处理单元可采用数据处理计算机,比如笔记本电脑;
[0414]
还包括蓄电池,蓄电池可向电涡流传感器和无线采集单元本身提供电源,蓄电池可内置于无线采集单元中。
[0415]
采用本发明对电涡流传感器的灵敏度系数进行标定时,采用以下步骤:
[0416]
1)将本标定装置固定在被测电涡流传感器旁边;然后把电涡流传感器(无需拆除测量信号电缆、电源线等)固定在标定装置上,调整后探头位置,将被标定的电涡流感器的输出信号接入本层采集装置,并提供传感器电源;
[0417]
2)在上述准备工作完成后,通过人工通过调整旋钮调整传感器和主轴之间的距离,由信号处理计算机自动并记录被标定传感器输出的电压/电流信号,另外人工读取标定装置上的高精度标尺数据,计算电涡流和主轴之间的时间间隙,并将该数据同步输入到计算机;
[0418]
3)当通过上述方法测量获得多个位移点的信号和数据之后,由信号处理计算机采用最小二乘法计算获得被标定传感器的待校验灵敏度系数;
[0419]
4)采用新的待校验灵敏度系数,人工通过调整旋钮调整主轴表面和传感器之间的距离,同时记录电涡流传感器测量的位移输出和人工测量的实际位移,并逐点对比二者之间的误差,形成误差分析报告,如果二者之间的误差在允许的范围之内,则在线标定完成。待校验灵敏度系数就是本系统测量用的电涡流传感器灵敏度系数。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1