一种液体火箭发动机一体化同轴喷嘴及其设计制造方法与流程
1.本发明涉及一种液体火箭发动机一体化同轴喷嘴及其设计制造方法,属于液体火箭发动机燃烧装置结构设计与金属增材制造技术领域。
背景技术:
2.液体火箭发动机喷嘴是头部喷注器中的主要功能构件,其作用是将燃料和氧化剂混合喷入发动机身部进行燃烧。现有制造工艺为先机加燃料喷嘴和氧化剂两个喷嘴,再将两个零件通过高能束焊接成同轴喷嘴。这种分体制造方式不仅焊接变形大,会在一定程度上影响喷嘴的同轴度。
3.采用现有制造工艺无法实现燃料和氧化剂喷嘴中稳流导板结构的制造,增加稳流导板可使喷嘴中喷出的液体更加均匀,避免紊流造成的燃烧不均匀,提高燃烧稳定性。同时喷嘴在发动机喷注器中数量较多,单台份一般都需要数十或上百个以上喷嘴,现有分段机加焊接的制造方案单台份所需喷嘴制造周期长。
技术实现要素:
4.本发明解决的技术问题是:克服现有技术的不足,提出一种液体火箭发动机一体化同轴喷嘴及其制造方法,提高喷嘴产品成形过程的稳定性以及制造效率。
5.本发明解决技术的方案是:
6.一种液体火箭发动机一体化同轴喷嘴,包括面板焊接定位平台、燃料喷嘴稳流导板、燃料喷嘴、氧化剂喷嘴、燃料入口、氧化剂喷嘴稳流导板、中底焊接定位平台、燃料喷嘴外壁和氧化剂喷嘴外壁;
7.氧化剂喷嘴在工作时喷出氧化剂并作用在氧化剂喷嘴外壁上,氧化剂喷嘴外壁内侧为氧化剂喷嘴稳流导板,燃料喷嘴在工作时喷出燃料并作用在燃料喷嘴外壁与氧化剂喷嘴外壁之间,燃料喷嘴外壁与氧化剂喷嘴外壁之间为燃料喷嘴稳流导板,燃料入口位于燃料喷嘴外壁与燃料喷嘴相连处,燃料喷嘴外壁上端为面板焊接定位平台,下端为中底焊接定位平台。
8.进一步的,一体化喷嘴采用高温合金、不锈钢或者铜合金材料。
9.进一步的,燃料喷嘴与氧化剂喷嘴为同轴整体结构。
10.进一步的,氧化剂喷嘴稳流导板与燃料喷嘴稳流导板的最小厚度不小于0.5mm。
11.进一步的,氧化剂喷嘴稳流导板与燃料喷嘴稳流导板侧端面与喷嘴轴线的夹角在0~45
°
之间。
12.进一步的,氧化剂喷嘴稳流导板与燃料喷嘴稳流导板下端面与喷嘴轴线的夹角在0~45
°
之间。
13.进一步的,面板焊接定位平台与中底焊接定位平台下端面与水平面的夹角大于等于45
°
。
14.进一步的,燃料喷嘴位于燃料喷嘴外壁与氧化剂喷嘴外壁之间,燃料喷嘴外壁与
氧化剂喷嘴外壁之间间隙大于等于0.5mm。
15.进一步的,燃料入口的直径在0.5~5mm之间。
16.一体化同轴喷嘴结构的设计方法,包括下列步骤:
17.第一步,根据喷注器尺寸要求设计喷嘴的总体外轮廓尺寸,面板焊接定位平台与中底焊接定位平台,面板焊接定位平台与中底焊接定位平台下端面与水平面的夹角大于等于45
°
;
18.第二步、根据喷注器总体技术要求以及燃料/氧化剂比确认氧化剂喷嘴与燃料喷嘴的尺寸以及燃料入口;燃料喷嘴位于燃料喷嘴外壁与氧化剂喷嘴外壁之间,并与二者间隙配合,间隙大于等于0.5mm;燃料入口的直径在0.5~5mm之间;
19.第三步、进行氧化剂喷嘴与燃料喷嘴中稳流导板的设计,燃料喷嘴与氧化剂喷嘴为同轴整体结构,氧化剂喷嘴稳流导板与燃料喷嘴稳流导板的最小厚度不小于0.5mm;氧化剂喷嘴稳流导板与燃料喷嘴稳流导板侧端面与喷嘴轴线的夹角在0~45
°
之间;氧化剂喷嘴稳流导板与燃料喷嘴稳流导板下端面与喷嘴轴线的夹角在0~45
°
之间;
20.第四步,设计好的喷嘴进行流体动力学与喷嘴结构动力学分析;
21.第五步,将分析结果与喷注器总体技术要求进行对比,如果满足要求,可确定结构;如不满足要求,则对第二步和第三步中的特征尺寸进行调整,直至满足喷注器总体技术要求,完成带稳流导板的一体化同轴喷嘴的设计。
22.一种一体化同轴喷嘴结构的制造方法,包括下列步骤:
23.第一步,对一体化同轴喷嘴实体模型进行三角形面片处理,偏差控制弦高不大于0.05;
24.第二步,对一体化同轴喷嘴三角形面片模型进行分层切片,切片层厚度在20-40微米,然后在每一层切片内设置逐行、随机岛形激光扫描路径,设置成形工艺参数,形成激光选区熔化增材制造设备程序文件;
25.第三步,将成形基板安装到激光选区熔化增材制造设备中,成形基板为45#钢,基板厚度不小于20mm;
26.第四步,根据一体化喷嘴选用材料不同,选择对应材料的合金粉末,粉末粒径在15~53微米,呈正态分布;
27.第五步,将程序文件导入激光选区熔化成形设备;
28.第六步,在激光选区熔化成形设备中充入纯度为99.99%的氩气,将设备成形腔内的氧含量降到0.1%以下,启动设备;
29.第七步,将合金粉末均匀地铺在成形基板上,铺粉层的厚度与零件的切片厚度一致;
30.第八步,采用激光按所述激光扫描路径在粉床上扫描,熔化粉末;
31.第九步,基板下降一个分层,重复第七步和第八步,直至完成一体化同轴喷嘴的制造。
32.本发明与现有技术相比的有益效果是:
33.(1)本发明提出了技术方案实现喷嘴的整体制造,避免了分段制造+焊接带来的同轴度偏差,提高了制造精度;
34.(2)本发明通过在喷嘴中增加稳流导板,可以避免喷嘴内氧化剂与燃料发生紊流
造成的燃烧不均匀,提高燃烧稳定性;
35.(3)本发明采用激光选区熔化增材制造技术实现了喷嘴结构的整体制造,较少了制造工序,缩短了制造周期,并且一次成形可实现数十个喷嘴的同时制造,满足了单台份喷注器中数十或上百个喷嘴的高效率制造。
附图说明
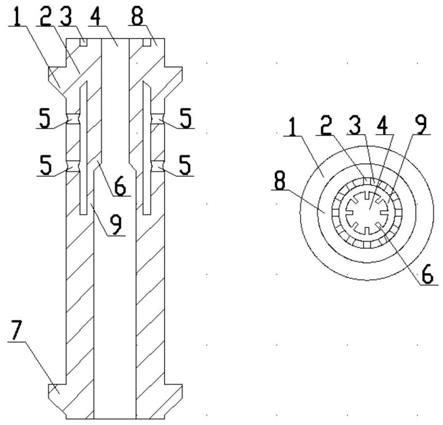
36.图1为采用基于激光选区熔化增材制造工艺的整体设计的同轴喷嘴。
具体实施方式
37.下面结合实施例对本发明作进一步阐述。
38.本发明针对液体火箭发动机燃烧装置喷注器中喷嘴高精度、高效率制造的需求,根据功能需求与激光选区熔化增材制造技术特点提出带稳流导板的同轴喷嘴的结构设计与制造方案,实现了一体化同轴喷嘴的整体制造。这种结构设计方案中稳流导板可以避免喷嘴内氧化剂与燃料发生紊流造成的燃烧不均匀,提高燃烧稳定性。采用激光选区熔化增材制造技术可避免机加与焊接工序带来的同轴度偏差,提高制造精度,同时大幅提高制造效率。满足液体火箭发动机喷嘴高精度、高效制造的需求。
39.如图1所示为一种液体火箭发动机一体化同轴喷嘴,包括面板焊接定位平台1、燃料喷嘴稳流导板2、燃料喷嘴3、氧化剂喷嘴4、燃料入口5、氧化剂喷嘴稳流导板6、中底焊接定位平台7、燃料喷嘴外壁8和氧化剂喷嘴外壁9;
40.氧化剂喷嘴4在工作时喷出氧化剂并作用在氧化剂喷嘴外壁9上,氧化剂喷嘴外壁9内侧为氧化剂喷嘴稳流导板6,燃料喷嘴3在工作时喷出燃料并作用在燃料喷嘴外壁8与氧化剂喷嘴外壁9之间,燃料喷嘴外壁8与氧化剂喷嘴外壁9之间为燃料喷嘴稳流导板2,燃料入口5位于燃料喷嘴外壁8与燃料喷嘴3相连处,燃料喷嘴外壁8上端为面板焊接定位平台1,下端为中底焊接定位平台7。
41.一体化喷嘴采用高温合金、不锈钢或者铜合金材料。燃料喷嘴2与氧化剂喷嘴3为同轴整体结构。氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2的最小厚度不小于0.5mm。氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2侧端面与喷嘴轴线的夹角在0~45
°
之间。氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2下端面与喷嘴轴线的夹角在0~45
°
之间。面板焊接定位平台1与中底焊接定位平台7下端面与水平面的夹角大于等于45
°
。燃料喷嘴3位于燃料喷嘴外壁8与氧化剂喷嘴外壁9之间,燃料喷嘴外壁8与氧化剂喷嘴外壁9之间间隙大于等于0.5mm。燃料入口5的直径在0.5~5mm之间。
42.一体化同轴喷嘴结构的设计方法,包括下列步骤:
43.第一步,根据喷注器尺寸要求设计喷嘴的总体外轮廓尺寸,面板焊接定位平台与中底焊接定位平台,面板焊接定位平台与中底焊接定位平台下端面与水平面的夹角大于等于45
°
;
44.第二步、根据喷注器总体技术要求以及燃料/氧化剂比确认氧化剂喷嘴与燃料喷嘴的尺寸以及燃料入口;燃料喷嘴3位于燃料喷嘴外壁8与氧化剂喷嘴外壁9之间,并与二者间隙配合,间隙大于等于0.5mm;燃料入口5的直径在0.5~5mm之间;
45.第三步、进行氧化剂喷嘴与燃料喷嘴中稳流导板的设计,燃料喷嘴2与氧化剂喷嘴
3为同轴整体结构,氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2的最小厚度不小于0.5mm;氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2侧端面与喷嘴轴线的夹角在0~45
°
之间;氧化剂喷嘴稳流导板6与燃料喷嘴稳流导板2下端面与喷嘴轴线的夹角在0~45
°
之间;
46.第四步,设计好的喷嘴进行流体动力学与喷嘴结构动力学分析;
47.第五步,将分析结果与喷注器总体技术要求进行对比,如果满足要求,可确定结构;如不满足要求,则对第二步和第三步中的特征尺寸进行调整,直至满足喷注器总体技术要求,完成带稳流导板的一体化同轴喷嘴的设计。
48.一种一体化同轴喷嘴结构的制造方法,包括下列步骤:
49.第一步,对一体化同轴喷嘴实体模型进行三角形面片处理,偏差控制弦高不大于0.05;
50.第二步,对一体化同轴喷嘴三角形面片模型进行分层切片,切片层厚度在20-40微米,然后在每一层切片内设置逐行、随机岛形激光扫描路径,设置成形工艺参数,形成激光选区熔化增材制造设备程序文件;
51.第三步,将成形基板安装到激光选区熔化增材制造设备中,成形基板为45#钢,基板厚度不小于20mm;
52.第四步,根据一体化喷嘴选用材料不同,选择对应材料的合金粉末,粉末粒径在15~53微米,呈正态分布;
53.第五步,将程序文件导入激光选区熔化成形设备;
54.第六步,在激光选区熔化成形设备中充入纯度为99.99%的氩气,将设备成形腔内的氧含量降到0.1%以下,启动设备;
55.第七步,将合金粉末均匀地铺在成形基板上,铺粉层的厚度与零件的切片厚度一致;
56.第八步,采用激光按所述激光扫描路径在粉床上扫描,熔化粉末;
57.第九步,基板下降一个分层,重复第七步和第八步,直至完成一体化同轴喷嘴的制造。
58.本发明提出了技术方案实现喷嘴的整体制造,避免了分段制造+焊接带来的同轴度偏差,提高了制造精度;
59.本发明通过在喷嘴中增加稳流导板,可以避免喷嘴内氧化剂与燃料发生紊流造成的燃烧不均匀,提高燃烧稳定性;
60.本发明采用激光选区熔化增材制造技术实现了喷嘴结构的整体制造,较少了制造工序,缩短了制造周期,并且一次成形可实现数十个喷嘴的同时制造,满足了单台份喷注器中数十或上百个喷嘴的高效率制造。
61.本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1