混合管以及混合器组件的制作方法
1.本实用新型涉及一种混合管以及混合器组件,属于发动机尾气后处理技术领域。
背景技术:
2.随着排放法规的不断升级,作为尾气后处理系统核心零部件的混合器组件的设计和制造难度也越来越高。现有技术中的混合管通常采用先卷管,再激光切割的工艺。这种工艺成本较高,且生产效率较低。另外,卷管后需要在混合管的收边处进行焊接,焊接容易导致焊接变形;并且焊接位置处容易造成不平整,影响混合管的抗尿素结晶能力。
技术实现要素:
3.本实用新型的目的在于提供一种成本较低的混合管以及混合器组件。
4.为实现上述目的,本实用新型采用如下技术方案:一种混合管,用以将发动机的排气和尿素液滴进行混合,所述混合管包括管体部以及由所述管体部围成的混合腔体,所述管体部包括与所述混合腔体连通的至少一个气流入口;所述管体部由金属板片卷绕、扣接而成,所述管体部在收边处设有相互锁扣的凸起和凹槽。
5.作为本实用新型进一步改进的技术方案,所述管体部在所述收边处未焊接。
6.作为本实用新型进一步改进的技术方案,所述管体部包括第一接合部以及与所述第一接合部相互锁扣的第二接合部,所述收边处位于所述第一接合部与所述第二接合部的交界处;所述凸起包括设于所述第一接合部的若干第一凸起以及设于所述第二接合部的若干第二凸起,所述凹槽包括与所述若干第一凸起交替布置的若干第一凹槽以及与所述若干第二凸起交替布置的若干第二凹槽;所述第一凸起卡扣于对应的第二凹槽,所述第二凸起卡扣于对应的第一凹槽。
7.作为本实用新型进一步改进的技术方案,所述第一凸起以及所述第二凸起均设有位于其末端的扩大部。
8.作为本实用新型进一步改进的技术方案,所述混合管还包括位于所述气流入口的顶部且沿所述管体部的周向间隔布置的若干清扫孔。
9.本实用新型还揭示了一种混合器组件,其包括外壳体、第一分隔片、第二分隔片以及混合管,所述混合管为前述的混合管,所述外壳体包括内腔体,所述内腔体的轴线与所述混合腔体的轴线垂直,所述第一分隔片位于所述混合管的一侧,所述第二分隔片位于所述混合管的另一侧,所述第一分隔片、所述混合管以及所述第二分隔片将所述内腔体隔成位于所述混合腔体的上游的第一腔体以及位于所述混合腔体的下游的第二腔体,所述第一腔体通过所述气流入口与所述混合腔体连通。
10.作为本实用新型进一步改进的技术方案,所述混合器组件还包括焊接固定在所述混合管的底部的钢丝绒组件。
11.作为本实用新型进一步改进的技术方案,所述气流入口为两个,所述混合器组件还包括焊接固定于所述管体部上且遮蔽所述气流入口的整流板,其中绝大部分的所述发动
机的排气需绕过所述整流板才能进入所述气流入口。
12.作为本实用新型进一步改进的技术方案,所述混合器组件还包括固定于所述外壳体的喷嘴安装座,所述喷嘴安装座用以安装尿素喷嘴,所述尿素喷嘴用以向所述混合腔体中喷射雾化的尿素液滴。
13.相较于现有技术,本实用新型的所述混合管由金属板片卷绕、扣接而成,所述管体部在收边处设有相互锁扣的凸起和凹槽;如此设置,可以采用先冲压再卷绕的工艺,极大地降低了成本。另外,本实用新型的这种混合管能够降低由于焊接所带来的焊接变形,一定程度上提高了产品的一致性。
附图说明
14.图1是本实用新型混合器组件在一种实施方式中的立体示意图。
15.图2是图1的立体分解图。
16.图3是图2中混合管于另一角度的立体示意图。
17.图4是图3的主视图。
18.图5是图3的左视图。
19.图6是图3的俯视图。
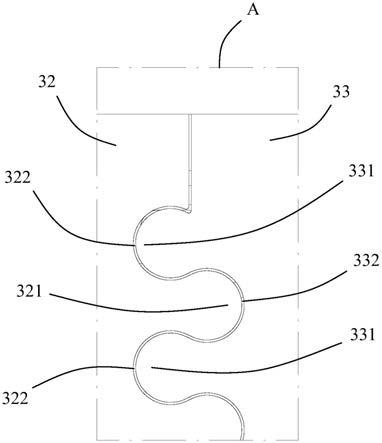
20.图7是图4中画框部分a的局部放大图。
具体实施方式
21.下面将结合附图详细地对本实用新型的具体实施方式进行描述,其中如果存在若干具体实施方式,在不冲突的情况下,这些实施方式中的特征可以相互组合。当描述涉及附图时,除非另有说明,不同附图中相同的数字或者符号表示相同或相似的要素。以下示例性具体实施方式中所描述的内容并不代表本实用新型的所有实施方式,相反,它们仅是与本实用新型的权利要求书中所记载的、与本实用新型相一致的产品的例子。
22.在本实用新型中使用的术语是仅仅出于描述具体实施方式的目的,而非旨在限制本实用新型的保护范围。应当理解,本实用新型的说明书以及权利要求书中所使用的,例如“第一”、“第二”以及类似的词语,并不表示任何顺序、数量或者重要性,而只是用来区分特征的命名。
23.请参照图1至图7所示,本实用新型揭示了一种混合器组件100,其包括外壳体1、第一分隔片21、第二分隔片22、混合管3、焊接固定在所述混合管3的底部的钢丝绒组件4、位于所述钢丝绒组件4的底部的气流分配板5、固定于所述混合管3的整流板6以及固定于所述外壳体1的喷嘴安装座7。
24.所述外壳体1包括内腔体10。所述第一分隔片21位于所述混合管3的一侧且与所述混合管3焊接固定。所述第二分隔片22位于所述混合管3的另一侧且与所述混合管3焊接固定。所述第一分隔片21、所述混合管3以及所述第二分隔片22将所述内腔体10隔成位于所述混合管3的上游的第一腔体101(例如进气腔体)以及位于所述混合管3的下游的第二腔体102(例如出气腔体)。
25.所述混合管3用以将发动机的排气和尿素液滴进行混合。所述混合管3包括管体部31以及由所述管体部31围成的混合腔体30。所述喷嘴安装座7用以安装尿素喷嘴(未图示),
所述尿素喷嘴用以向所述混合腔体30中喷射雾化的尿素液滴。所述管体部31包括与所述混合腔体30连通的至少一个气流入口311。在本实用新型图示的实施方式中,所述气流入口311为两个,以使得进入所述混合管3的发动机的排气能够形成双旋流,从而有利于提高与尿素液滴的混合效果。所述第一腔体101位于所述混合腔体30的上游,所述第二腔体102位于所述混合腔体30的下游,所述第一腔体101通过所述气流入口311与所述混合腔体30连通。在本实用新型图示的实施方式中,所述内腔体10的轴线与所述混合腔体30的轴线垂直。
26.所述整流板6焊接固定于所述管体部31上且遮蔽所述气流入口311,使得绝大部分的所述发动机的排气需绕过所述整流板6才能进入所述气流入口311。所述整流板6能够防止进入所述混合管3的排气将尿素液滴吹偏。所述混合管3还包括位于所述气流入口311的顶部且沿所述管体部31的周向间隔布置的若干清扫孔312。所述清扫孔312一方面能够调节背压,另一方面能够将形成在尿素喷嘴处的液膜或者结晶吹走。
27.在本实用新型图示的实施方式中,所述管体部31由金属板片卷绕、扣接而成。所述管体部31在收边处设有相互锁扣的凸起和凹槽。所述管体部31在所述收边处未焊接。
28.具体地,所述管体部31包括第一接合部32以及与所述第一接合部32相互锁扣的第二接合部33,所述收边处位于所述第一接合部32与所述第二接合部33的交界处。所述凸起包括设于所述第一接合部32的若干第一凸起321以及设于所述第二接合部33的若干第二凸起331;所述凹槽包括与所述若干第一凸起321交替布置的若干第一凹槽322以及与所述若干第二凸起331交替布置的若干第二凹槽332。所述第一凸起321卡扣于对应的第二凹槽332,所述第二凸起331卡扣于对应的第一凹槽322。优选地,所述第一凸起321以及所述第二凸起331均设有位于其末端的扩大部。如此设置,能够防止所述收边后,所述第一接合部32与所述第二接合部33产生分离。
29.本实用新型还揭示了所述混合管3的制造方法,其包括如下步骤:
30.s1:提供金属板片,在所述金属板片上冲压形成所述气流入口311、所述凸起以及所述凹槽;
31.s2:将所述金属板片卷绕以形成圆筒状的所述管体部31;
32.s3:在所述管体部31的收边处,将所述凸起与所述凹槽相互锁扣。
33.相较于现有技术,本实用新型的所述混合管3由金属板片卷绕、扣接而成,所述管体部31在收边处设有相互锁扣的凸起和凹槽;如此设置,可以采用先冲压再卷绕的工艺,极大地降低了成本。另外,本实用新型的这种混合管3能够降低由于焊接所带来的焊接变形,一定程度上提高了产品的一致性。通过使所述管体部31在所述收边处未焊接,使得收边处平整度较好,提高了所述混合管3的抗尿素结晶能力。
34.以上实施例仅用于说明本实用新型而并非限制本实用新型所描述的技术方案,对本说明书的理解应该以所属技术领域的技术人员为基础,尽管本说明书参照上述的实施例对本实用新型已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本实用新型进行修改或者等同替换,而一切不脱离本实用新型的精神和范围的技术方案及其改进,均应涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1