具有包括非金属前缘保护涡卷的复合翼型件的涡轮发动机的制作方法
具有包括非金属前缘保护涡卷的复合翼型件的涡轮发动机
1.联邦资助的研究
2.本发明是在美国政府的支持下完成的。政府对本发明享有一定的权利。
技术领域
3.本主题大体上涉及涡轮发动机,并且更具体地涉及具有复合翼型件的涡轮发动机。
背景技术:
4.一些燃气涡轮发动机包括复合翼型件。例如,航空燃气涡轮发动机可包括复合风扇叶片以及其压缩机区段和/或涡轮区段中的复合翼型件。一些用于燃气涡轮发动机的复合翼型件可能需要前缘保护,例如用于防止侵蚀、异物碎片(fod)和/或鸟撞击威胁。本公开的发明人已经发明了配备有前缘保护装置的各种复合翼型件以及形成这种复合翼型件的方法。
技术实现要素:
5.本发明的方面和优点将在以下描述中部分阐述,或者可以从描述中显而易见,或者可以通过本发明的实践来学习。
6.在一方面,提供了一种用于涡轮发动机的翼型件。翼型件包括复合核心,该复合核心具有在核心前缘和核心后缘之间延伸的压力侧壁和吸力侧壁。进一步,翼型件包括前缘保护涡卷。前缘保护涡卷包括后涡卷,后涡卷缠绕核心前缘并且连接到复合核心的压力侧壁和吸力侧壁,后涡卷具有前缘并具有压力侧壁和吸力侧壁。进一步,前缘保护涡卷包括前涡卷,前涡卷缠绕核心前缘和后涡卷的前缘,并且连接到后涡卷的压力侧壁和吸力侧壁,该前涡卷具有与后涡卷的前缘间隔开的前缘。前缘保护涡卷进一步包括填料,填料定位在后涡卷的前缘和前涡卷的前缘之间。
7.在另一方面,提供了一种用于涡轮发动机的翼型件。翼型件包括复合核心,该复合核心具有在核心前缘和核心后缘之间延伸的压力侧壁和吸力侧壁。此外,翼型件包括前缘保护涡卷。前缘保护涡卷包括后涡卷,后涡卷缠绕核心前缘,并且连接到复合核心的压力侧壁和吸力侧壁,后涡卷具有压力侧壁和吸力侧壁。此外,前缘保护涡卷包括头部层压件,头部层压件与后涡卷的前缘形成对接。此外,前缘保护涡卷包括前涡卷,前涡卷具有压力侧壁和吸力侧壁,前涡卷的压力侧壁至少部分地连接到后涡卷的压力侧壁并且至少部分地连接到头部层压件,前涡卷的吸力侧壁至少部分地连接到后涡卷的吸力侧壁并且至少部分地连接到头部层压件。
8.在另一个示例性方面,提供了一种用于涡轮发动机的翼型件。翼型件包括复合核心,该复合核心具有在核心前缘和核心后缘之间延伸的压力侧壁和吸力侧壁。进一步,翼型件包括前缘保护涡卷,前缘保护涡卷缠绕核心前缘并且连接到复合核心的压力侧壁和吸力侧壁,前缘保护涡卷由3d编织材料形成。
9.在另一方面,提供了一种形成翼型件的方法。方法包括铺设复合核心,该复合核心具有在核心前缘处连接的第一侧壁和第二侧壁。方法进一步包括将后涡卷缠绕复合核心的核心前缘,后涡卷具有在前缘处连接的第一侧壁和第二侧壁。该方法进一步包括将前涡卷缠绕复合核心的核心前缘和后涡卷的前缘。
10.在又一方面,提供了一种形成翼型件的方法。方法包括铺设复合核心,该复合核心具有在核心前缘处连接的第一侧壁和第二侧壁。方法进一步包括将后涡卷缠绕复合核心的核心前缘,后涡卷具有在前缘处连接的第一侧壁和第二侧壁。该方法进一步包括沿后涡卷的第一侧壁铺设前涡卷的第一侧壁。该方法还包括将头部层压件至少部分地铺设在前涡卷的第一侧壁上,头部层压件与后护罩的前缘形成对接。此外,该方法包括至少部分地在头部层压件上并且至少部分地在后涡卷的第二侧壁上铺设前涡卷的第二侧壁。方法还包括加工翼型件的前缘半径。
11.在另一方面,提供了一种形成翼型件的方法。该方法包括铺设复合核心,该复合核心具有在核心前缘处连接的第一侧壁和第二侧壁。该方法还包括将3d编织前缘涡卷缠绕核心前缘。
12.参考以下描述和所附权利要求,本发明的这些和其他特征、方面以及优点将变得更好地理解并入本说明书并构成本说明书一部分的附图图示了本发明的各个方面,并且与说明书一起用于解释本发明的原理。
附图说明
13.在说明书中阐述了针对本领域普通技术人员的本发明的完整且可行的公开,包括其最佳模式,其参考了附图,其中:
14.图1是根据本主题的各种实施例的示例性航空燃气涡轮发动机的示意性横截面图;
15.图2提供了根据本主题的示例实施例的风扇叶片的透视图;
16.图3提供了图2的风扇叶片的翼型件的横截面图;
17.图4和图5提供了图2的风扇叶片的翼型件的特写横截面图;
18.图6提供了图2的风扇叶片100的翼型件的特写透视横截面图;
19.图7提供了加工之前具有前涡卷的翼型件的横截面图;
20.图8提供了图7的翼型件的前涡卷的特写横截面图;
21.图9提供了在按规格加工前涡卷后的图7的翼型件的特写横截面图;
22.图10提供了加工前具有前涡卷的翼型件的横截面图;以及
23.图11提供了在按规格加工后的图10的翼型件的前涡卷的特写横截面图。
具体实施方式
24.现在将详细参考本发明的当前实施例,其一个或多个示例在附图中示出。详细描述使用数字和字母名称来参考附图中的特征。在附图和说明书中的类似或类似标号被用于指本发明的类似或类似部分。如本文所使用的,术语“第一”、“第二”和“第三”可互换地使用,以将一个部件与另一个部件区分开来,并且不旨在表示单个部件的位置或重要性。术语“上游”和“下游”是指相对于流体路径中的流体流动的相对方向。例如,“上游”是指流体从
其流动的方向,“下游”是指流体向其流动的方向。
25.本公开的方面涉及一种具有非金属前缘保护涡卷的复合翼型件。通常,金属涡卷已用于复合翼型件上,用于前缘保护。本公开的发明人已经认识到金属缠绕的翼型件存在某些挑战。例如,这种金属缠绕的翼型件在翼型件所在的涡轮机操作期间会与其复合核心脱离。结果,翼型件的复合核心可能暴露于元件并且可能损坏翼型件下游的其他部件,以及其他缺点。因此,为了应对这些挑战,发明人已经发明了配备有非金属前缘保护涡卷的各种复合翼型件以及形成这种翼型件的方法。配备有非前缘保护涡卷的复合翼型件可以结合到任何合适的涡轮机中,诸如航空燃气涡轮发动机。
26.一方面,提供了一种用于涡轮发动机的翼型件。在一些实施例中,翼型件至少部分地位于燃气涡轮发动机的核心发动机的核心空气流动路径内。例如,翼型件可位于心发动机的压缩机区段或核涡轮区段。在其它实施例中,翼型件可以位于其它合适的位置。例如,翼型件可以是位于核心发动机的风扇区段上游的风扇叶片。
27.翼型件具有复合核心。复合核心可由任何合适的复合材料形成,诸如陶瓷基复合(cmc)材料或聚合物基复合(pmc)材料。复合核心具有压力侧壁和吸力侧壁,压力侧壁和吸力侧壁各自在核心前缘和核心后缘之间延伸并在核心前缘和核心后缘处连接。以此方式,复合核心限定翼型件形状。翼型进一步包括非金属前缘保护涡卷。前缘保护涡卷具有两个涡卷,包括后涡卷和前涡卷。后涡卷缠绕复合核心的核心前缘。在这点上,后涡卷被定位为邻近于复合核心。具体地,后涡卷具有压力侧壁和吸力侧壁。后涡卷的压力侧壁连接到复合核心的压力侧壁,并且后涡卷的吸力侧壁连接到复合核心的吸力侧壁。后涡卷具有大体上与复合核心的核心前缘对齐的前缘。
28.前涡卷缠绕复合核心的核心前缘和后涡卷的前缘。前涡卷被连接到后涡卷的压力侧壁和吸力侧壁。前涡卷具有前缘,前缘与后涡卷的前缘间隔开。前涡卷的前缘在后涡卷的前缘前方或者在后涡卷的前缘的上游。前涡卷比后涡卷更薄或不厚于后涡卷。相对薄的前涡卷能够用于形成翼型件的尖锐前缘半径,而相对厚的后涡卷更能够在前缘处提供结构完整性。填料定位在后涡卷的前缘和前涡卷的前缘之间。前缘保护涡卷还可包括连接到前涡卷的前缘的保护头部。例如,保护头部可以保护翼型件的前缘免受侵蚀。此外,翼型件可以涂有保护涂层,以保护翼型件免受侵蚀等。
29.前缘保护涡卷的各种部件可由非金属材料形成。例如,后涡卷和前涡卷中的一个或两个可以由非金属材料形成。非金属材料可以是纤维复合材料。通过举例的方式,纤维复合材料可以至少由s-玻璃、碳、热塑性纤维、e-玻璃以及凯夫拉材料(kevlar material)中的至少一种形成。在一些实施例中,前涡卷和后涡卷中的至少一个由纤维材料形成,该纤维材料具有不间断缠绕核心前缘的纤维。这可以提高翼型件的耐用性。通过利用非金属前缘保护涡卷,对其他发动机部件的下游损坏的风险被降低,特别是对于位于后续下游转子级的上游的翼型件来说。
30.在另一方面,提供了一种用于涡轮发动机的翼型件。翼型件包括复合核心,该复合核心具有压力侧壁和吸力侧壁,压力侧壁和吸力侧壁各自在核心前缘和核心后缘之间延伸。翼型件包括前缘保护涡卷。前缘保护涡卷由一种或多种非金属材料形成。前缘保护涡卷包括环绕核心前缘的后涡卷。后涡卷连接到复合核心的压力侧壁和吸力侧壁。尤其是,后涡卷具有压力侧壁和吸力侧壁。后涡卷的压力侧壁连接到复合核心的压力侧壁或以其他方式
定位为邻近于复合核心的压力侧壁,并且后涡卷的吸力侧壁连接到复合核心的吸力侧壁或以其他方式定位为邻近于复合核心的吸力侧壁。后涡卷的前缘大体上与复合核心的核心前缘对齐。
31.前缘保护涡卷进一步包括由一层或多层形成的头部层压件。头部层压件与后涡卷的前缘形成对接。前缘保护涡卷进一步包括具有压力侧壁和吸力侧壁的前涡卷。前涡卷的压力侧壁至少部分连接到后涡卷的压力侧壁并且至少部分连接到与头部层压件。前涡卷的吸力侧壁至少部分连接到后涡卷的吸力侧壁并且至少部分连接到头部层压件。在一些实施例中,头部层压件和前涡卷的多余坯料可以被加工,从而使得翼型件的前缘可以按规格被加工。在这样的实施例中,所得前缘半径可以部分地由头部层压件形成并且部分地由前涡卷形成。在形成翼型件的所得前缘半径时,前涡卷的压力侧壁和吸力侧壁可以是不连续的。
32.前缘保护涡卷还可包括连接到翼型件的所得前缘的保护头部。此外,翼型件可以涂有保护涂层以保护翼型件免受侵蚀等。
33.在又一方面,提供了一种用于涡轮发动机的翼型件。翼型件包括复合核心,该复合核心具有压力侧壁和吸力侧壁,压力侧壁和吸力侧壁各自在核心前缘和核心后缘之间延伸。翼型件包括前缘保护涡卷,其缠绕核心前缘并且连接到复合核心的压力侧壁和吸力侧壁。
34.前缘保护涡卷可由非金属材料形成。值得注意的是,前缘保护涡卷由3d编织材料形成。
35.现在参考附图,图1提供了实施为用于飞行器的燃气涡轮发动机的涡轮机的示意性横截面图。对于图1的实施例,航空燃气涡轮发动机是高旁通涡轮风扇喷气发动机10,在本文称为“涡轮风扇10”。涡轮风扇10限定轴向方向a(平行于纵向中心线12延伸)和垂直于轴向方向a的径向方向r。涡轮风扇10还限定环绕纵向中心线12延伸三百六十度(360
°
)的周向方向c。
36.涡轮风扇10包括风扇区段14和设置在该风扇区段14下游的核心发动机16。核心发动机16包括大致管状的发动机罩18,其限定环形核心入口20。如图1示意性所示,发动机罩18以串联流动关系包绕:压缩机区段,其包括增压或低压(lp)压缩机22,下游跟随高压(hp)压缩机24;燃烧区段26;涡轮区段,其包括hp涡轮28,下游跟随lp涡轮30;以及喷射排气喷嘴区段32。压缩机区段、燃烧区段26、涡轮区段和喷嘴区段32一起限定核心空气流动路径。hp轴或线轴34将hp涡轮28驱动地连接到hp压缩机24,使它们相对于纵向中心线12同心地一起旋转。lp轴或线轴36将lp涡轮30驱动地连接到lp压缩机22,使它们相对于纵向中心线12同心地一起旋转。因此,每个lp轴36和hp轴34是旋转部件,在涡轮风扇10操作期间,围绕轴向方向a旋转。涡轮风扇10可包括多个轴承以支持此类旋转部件。
37.风扇区段14包括风扇38,该风扇具有以间隔开的方式联接到盘42的多个风扇叶片40。风扇叶片40沿径向方向r从盘42向外延伸。风扇叶片40和盘42一起围绕纵向轴线12旋转。盘42由可旋转的旋转器48覆盖,旋转器48具有空气动力学轮廓以促进气流通过多个风扇叶片40。此外,风扇区段14包括环形风扇壳体或外机舱50,其周向围绕风扇38和/或核心发动机16的至少一部分。机舱50相对于核心发动机16由多个周向间隔开的出口导向轮叶52支撑。可选地,机舱50还可以由结构风扇框架的支柱支撑。此外,机舱50的下游区段54在核心发动机16的外部上方延伸以在其间限定旁通气流通道56。
38.在涡轮风扇10操作期间,一定量的空气58通过机舱50和/或风扇区段14的相关入口60进入涡轮风扇10。随着一定量的空气58穿过风扇叶片40时,由箭头62所示的空气58的第一部分被引导或导向旁通气流通道56中,并且由箭头64所示的空气58的第二部分被引导或导向核心空气流动路径的上游区段,或更具体地进入到lp压缩机22的环形核心入口20。空气64的第二部分的压力然后随着其被导向通过高压(hp)压缩机24而增加。然后高压空气64被排放到燃烧区段26中,其中空气64与燃料混合并燃烧以提供燃烧气体66。
39.燃烧气体66被导向到hp涡轮28中并通过hp涡轮28膨胀,其中来自燃烧气体66的一部分热能和/或动能经由hp涡轮定子轮叶68和hp涡轮转子叶片7的连续级被提取,hp涡轮定子轮叶68联接到发动机罩18并且hp涡轮转子叶片70联接到hp轴或线轴34,从而使hp轴或线轴34旋转,从而支持hp压缩机24的操作。然后燃烧气体66向下游流入lp涡轮30并通过lp涡轮30膨胀,其中第二部分热能和动能经由lp涡轮定子轮叶72和lp涡轮转子叶片74的顺序级从燃烧气体66中提取,lp涡轮定子轮叶72联接到发动机罩18并且lp涡轮转子叶片74连接到lp轴或线轴36,从而使lp轴或线轴36旋转,从而支持lp压缩机22的操作和风扇38的旋转。
40.燃烧气体66大致被导向通过核心发动机16的喷射排气喷嘴区段32以提供推进力。同时,随着第一部分的空气62在其从涡轮风扇10的风扇喷嘴排气部分76排出之前被导向通过旁通气流通道56,第一部分的空气62的压力显著增加,这也提供推进推力。hp涡轮28,lp涡轮30,以及喷射排气喷嘴区段32至少部分地限定用于将燃烧气体66导向通过核心发动机16的热气体路径78。
41.应当理解的是,图1所描绘的示例性涡轮风扇10是通过示例的方式,在其它示范性实施例中,涡轮风扇10可以具有任何其他合适的配置。例如,在其他示例性实施例中,风扇38可以以任何其它合适的方式配置(例如,作为可变距风扇),并且进一步可以使用任何其他合适的风扇框架配置来支撑。此外,还应当理解的是,在其它示例性实施例,任何其他适当的hp压缩机24和hp涡轮28配置可被使用。还应当理解的是,在其它示例性实施例中,本公开的各方面可被结合到任何其它合适类型的燃气涡轮发动机。例如,本公开的方面可以被并入,例如,涡轮轴发动机,涡轮螺旋桨发动机,涡轮喷气发动机,工业和海洋燃气涡轮发动机,辅助动力单元等。
42.此外,在一些实施例中,涡轮风扇10具有由复合材料形成的一个或多个翼型件,诸如cmc材料或pmc材料。由cmc材料形成的用于航空燃气涡轮发动机的复合翼型件通常存在于核心发动机16的热区段中,诸如在涡轮区段中。例如,hp涡轮喷嘴的翼型件或hp涡轮定子轮叶68可由cmc材料形成。进一步,hp涡轮转子叶片70的翼型件可由cmc材料形成。lp涡轮30中的翼型件也可由cmc材料形成。由pmc材料形成的用于航空燃气涡轮发动机的复合翼型件通常位于核心发动机16的热区段的上游,诸如在压缩机区段和风扇区段14中。例如,lp和hp压缩机喷嘴的翼型件以及lp压缩机22和hp压缩机24的压缩机叶片可以由pmc材料形成。进一步,风扇38的风扇叶片40可由pmc材料形成。根据本公开的发明方面,本文公开了一种复合翼型,其具有前缘保护涡卷,用于提供前缘保护以防止侵蚀、异物碎片(fod)以及鸟撞击威胁等。前缘保护涡卷可与涡轮发动机的任何合适的复合翼型件一起使用或应用于涡轮发动机的任何合适的复合翼型件,诸如上述翼型件中的任一种。
43.现在参考图2、3、4、5以及6,提供了具有配备有前缘保护涡卷的复合翼型件的发动机部件的各种视图。尤其是,图2提供了具有配备有前缘保护涡卷150的复合翼型件的发动
机部件的透视图。在图2中,发动机部件是航空燃气涡轮发动机的风扇叶片100。图3提供了横截面图2的风扇叶片100的翼型件120的特写横截面图。图4和5提供了图2的风扇叶片100的翼型件120的特写截面图。图6提供了图2的风扇叶片100的翼型件120的特写透视横截面图。尽管在该示例性实施例中将前缘保护涡卷150公开为应用于航空燃气涡轮发动机的风扇叶片的翼型件,但是应当理解的是,前缘保护涡卷150可以应用于其他合适燃气涡轮发动机或涡轮机的复合翼型件。
44.如图2中所描绘的,风扇叶片100包括根部110和翼型件120。根部110包括平台112和燕尾榫114。燕尾榫114连接风扇叶片100与风扇盘,诸如在图1所示的风扇盘42。一般而言,翼型件120从根部110纵向向外延伸,例如沿径向方向r。
45.翼型件120具有复合核心130。复合核心130具有在核心前缘136(在图2中被前缘保护涡卷150挡住;见图5)和核心后缘138之间延伸的压力侧壁132和吸力侧壁134。如图3最佳所示,压力侧壁132具有凹形状,而吸力侧壁134具有凸形状。压力侧壁132和吸力侧壁134在核心前缘136和核心后缘138处接合在一起以限定翼型形状。在操作期间,风扇叶片100在一个方向上旋转,使得所述压力侧壁132跟随吸力侧壁134。因此,如图2所示,风扇叶片100向页面内转动。此外,翼型件120的复合核心130在基部140和尖端142之间延伸,例如沿径向方向r延伸。翼展长度sl被限定在如图2所示的基部140和尖端142之间。翼型件120的基部140连接到根部110。
46.在一些实施例中,复合核心130由复合材料形成。例如,对于该实施例,复合核心130由pmc材料形成。在其他实施例中,复合核心130可由cmc材料形成。cmc复合核心的示例性基质材料可包括碳化硅、硅、二氧化硅、氧化铝或其组合。陶瓷纤维可以嵌入基质中,诸如氧化稳定的增强纤维,包括单丝,如蓝宝石和碳化硅(例如,德事隆(textron)的scs-6),以及粗纱和纱线,包括碳化硅(例如,日本碳素(nippon carbon)的)、ube工业的以及道康宁(dow corning)的)、硅酸铝(例如nextel的440和480)和短切晶须和纤维(例如nextel的440和),以及可选择的陶瓷颗粒(例如si、al、zr、y及其组合的氧化物)以及无机填料(例如叶蜡石、硅灰石、云母、滑石、蓝晶石和蒙脱石)。这种cmc材料在大约1000-1200
°
f的温度范围内可以具有大约1.3
×
10-6
英寸/英寸/
°
f至大约3.5
×
10-6
英寸/英寸/
°
f范围内的热膨胀系数。在其他实施例中,复合核心130可由其他合适的复合材料形成。
47.值得注意的是,翼型件120包括前缘保护涡卷150。前缘保护涡卷150保护复合核心130,尤其是在其核心前缘136处。例如,前缘保护涡卷150可以保护核心前缘136免受侵蚀、fod以及鸟撞击威胁等。对于该实施例,前缘保护涡卷150包括缠绕复合核心130的核心前缘136的后缘160。一般而言,后缘160增强了翼型件120的结构完整性,并且特别适用于防止或最小化翼型件120的结构损坏,例如,由于鸟撞击。在图4中最佳所示,后涡卷160连接到复合核心130的压力侧壁132和吸力侧壁134。更具体地,后涡卷160具有压力侧壁164和吸力侧壁166。后涡卷160还具有前缘162。后涡卷160的压力侧壁164连接到复合核心130的压力侧壁132或以其他方式定位为邻近于复合核心130的压力侧壁132,并且后涡卷160的吸力侧壁166连接到复合核心体130的吸力侧壁134或以其他方式定位为邻近于复合核心体130的吸力侧壁134。后涡卷160在压力侧端部168和吸力侧端部170之间延伸。在这点上,后涡卷160的一端终止于压力侧端部168处并且其另一端终止于吸力侧端部170。
48.前缘保护涡卷150进一步包括前涡卷180,前涡卷180缠绕复合核心130的核心前缘136和后涡卷160的前缘162。即,前涡卷180缠绕后涡卷160的前缘162,后涡卷160转而缠绕复合核心130的核心前缘136。因此,前涡卷180是相对于后涡卷160的外涡卷。
49.前涡卷180具有与后涡卷160的前缘162间隔开的前缘182。前涡卷180的前缘182导向或被定位或位于后涡卷160的前缘162的上游;因此,获得前涡卷160和后涡卷180的前和后表示。如图所示,前涡卷180连接到后涡卷160的压力侧壁164和吸力侧壁166连接。更具体地,前涡卷180具有压力侧壁184和吸力侧壁186。前涡卷180的压力侧壁184连接到后涡卷160的压力侧壁164或以其他方式定位为邻近于后涡卷160的压力侧壁164,并且前涡卷180的吸力侧壁186连接到后涡卷160的吸力侧壁166或以其他方式定位为邻近于后涡卷160的吸力侧壁166。前涡卷180在压力侧端部188和吸力侧端部190之间延伸。在这点上,前涡卷180的一端终止于压力侧端部188处并且其另一端终止于吸力侧端部190。
50.此外,前缘保护涡卷150进一步包括填料200。填料200通常定位在后涡卷160的前缘162和前涡卷180的前缘182之间。填料200填充形成在后涡卷160和前涡卷180之间在翼型件120的前部分的空腔。形成在后涡轮160和前涡轮180之间的空腔能够在翼型件的基部140和尖端142之间延伸。填料200能够填充在整个空腔内,并且因此,能够从基部140延伸到尖端142或延伸后涡卷160和前涡卷180之间的复合核心130的翼展长度sl。在一些实施例中,例如,后涡卷160、前涡卷180以及填料200延伸复合核心130的翼展长度sl。这样,复合核心130的核心前缘136的整个翼展可以由前缘保护涡卷150保护。在其他实施例中,前缘保护涡卷150不需要保护复合核心130的核心前缘136的整个翼展。
51.填料200可由非金属材料形成,诸如树脂、粘合剂、复合丝束或纤维束、2d编织或机编材料、3d编织或机编材料、轧制纤维、单趾材料以及预制件(例如,预制插入件)中的至少一种。在一些实施例中,填料200由用于形成复合核心130的相同树脂形成。这样,填料200可以与复合核心130共同模制并且不需要随后的结合。在填料200和复合核心130被共同模制的实施例中,尖锐的前缘半径可以被净模制。
52.在一些实施例中,可选地,如图6所示前缘保护涡卷150还可以包括保护头部210。保护头部210与前涡卷180的前缘182连接。因此,保护头部210定位在前涡卷180的上游或前部。因此,保护头部210形成翼型件120的前缘。有利地,保护头部210可以防止或减少翼型件120前缘处的腐蚀。
53.保护头部210可以从基部140延伸到尖端142或延伸复合核心130的翼展长度sl。因此,在一些实施例中,后涡卷160、前涡卷180、填料200以及保护头部210每个都延伸复合核心130的翼展长度sl。进一步,保护头部210可由任何合适的非金属材料形成。例如,保护头部210可以由本文提到的任何非金属材料形成并且可以是2d或3d编织。因此,在一些实施例中,后涡卷160、前涡卷180、填料200以及保护头部210均可由非金属材料形成。
54.进一步,在一些实施例中,风扇叶片100的翼型件120可以涂覆有保护涂层220,诸如环境屏障涂层。如图3所示,翼型件120的整个周界可以涂覆有保护涂层220。尤其是,如图2所示,保护涂层220可以被施加到所述前缘保护涡卷150的前涡卷180的外表面,沿复合核心130的压力侧132和吸力侧134,以及环绕复合核心138的后缘138。保护涂层220可以沿翼型件120的整个周界以及沿翼型件120的整个翼展被施加。保护涂层220可以被施加到保护头部210的外表面,或者保护头部210可以在保护涂层220已经被施加之后被添加到翼型件
120。
55.前缘保护涡卷150的部件可由各种非金属材料形成。在一些实施例中,后涡卷160和前涡卷180由非金属材料形成。例如,形成后涡卷160和前涡卷180的非金属材料可以是纤维复合材料。例如,在一些实施例中,纤维复合材料由s-玻璃、碳、e-玻璃以及凯夫拉材料中的至少一种形成。
56.在一些实施例中,后涡卷160和前涡卷180中的至少一个由具有不间断缠绕核心前缘136的纤维的纤维材料形成。给定涡卷的纤维“不间断”地缠绕核心前缘136,使得它们从压力侧壁连续延伸,环绕前缘,并到给定涡卷的吸力侧壁。在一些实施例中,前涡卷180和后涡卷160中的至少一个由具有不间断缠绕复合核心130的核心前缘136的纤维的3d编织物形成。在其他实施例中,前涡卷180和后涡卷160中的至少一个由具有不间断缠绕复合核心130的核心前缘136的纤维的2d编织物形成。
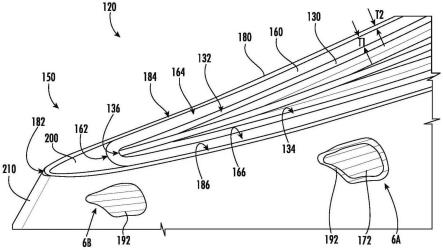
57.作为一个示例,如图6所示,后涡卷160由具有纤维172的非金属纤维材料形成,该纤维172(在后涡卷160的剖面6a中仅示出四个纤维)不间断缠绕复合核心130的核心前缘136。纤维172可以形成3d或2d编织物的一部分。例如,纤维172沿压力侧壁164的至少一部分延伸,缠绕前缘162(并因此缠绕核心前缘136),并继续沿后涡卷160的吸力侧壁166延伸。在一些实施例中,一个或更多纤维172可以从压力侧端部168连续或不间断地延伸到后涡卷160的吸力侧端部170。后涡卷160的不间断纤维172为翼型件120提供坚固性。
58.作为另一示例,如图6所示,前涡卷180由具有纤维192的非金属纤维材料形成,该纤维192(在后涡卷180的剖面6b中仅示出五个纤维)不间断缠绕复合核心130的核心前缘136和后涡卷160的前缘162。纤维192可以形成3d或2d编织物的一部分。例如,纤维192沿压力侧壁184的至少一部分延伸,缠绕前缘182(并因此缠绕核心前缘136和前缘162),并继续沿前涡卷180的吸力侧壁166延伸。在一些实施例中,一个或更多纤维192可以从压力侧端部168连续或不间断地延伸到前涡卷180的吸力侧端部190。前涡卷180的不间断纤维192为翼型件120提供坚固性。在一些实施例中,前涡卷180的纤维192和后涡卷160的纤维172可以环绕复合核心130的核心前缘136不间断地延伸。
59.如图6所示,对于本实施例,前涡卷180比后涡卷160更薄。后涡卷160具有第一厚度t1,前涡卷180具有比后涡卷160的第一厚度t1更薄的第二厚度t2。换言之,后涡卷160比前涡卷180更厚。后涡卷160的厚度可为复合核心130提供结构完整性,尤其是在核心前缘136处。更薄的前涡卷180可以容易地缠绕成形以形成翼型件120的小或尖锐的前缘半径。因此,前缘保护涡卷150的两涡卷结构可以增强翼型件120的结构完整性同时仍然能够满足翼型件120的尖锐前缘设计意图。在一些实施例中,前涡卷180的第二厚度t2小于后涡卷160的第一厚度t1的一半。在一些其他实施例中,前涡卷180的第二厚度t2小于后涡卷160的第一厚度t1的三分之一。作为一个示例,前涡卷180可以是0~0.003密耳厚并且后涡卷可以是0~0.009密耳厚。
60.此外,后涡卷160可具有不同的厚度。例如,如上所述,后涡卷160在压力侧端部168和吸力侧端部170之间延伸。压力侧端部168可以连接到复合核心130的压力侧壁132并且吸力侧端部170可以连接到复合核心130的吸力侧壁134。在一些实施例中,后涡卷160在其前缘162处可以比在其压力侧端部168和吸力侧端部170中的一个或两者处更厚。在其他实施例中,后涡卷160在其前缘162处可以比在其压力侧端部168和吸力侧端部170中的一个或两
者处更薄。
61.前涡卷180也可以具有不同的厚度。如上所述,前涡卷180在压力侧端部188和吸力侧端部190之间延伸。压力侧端部188可以连接到后涡卷160的压力侧壁164并且吸力侧端部190可以连接到后涡卷160的吸力侧壁166。在一些实施例中,前涡卷180可以在其前缘182处比在其压力侧端部188和吸力侧端部190中的一个或两者处更厚。在其它实施例中,前涡卷180在其前缘182处可以比在其压力侧端部188和吸力侧端部190中的一个或两者处更薄。
62.此外,在一些实施例中,如图3最佳示出,复合核心130限定压力侧曲面距离(camber distance)d1(由勾勒出压力侧壁132的曲面的点划线表示)和吸力侧曲面距离d2(由勾勒出吸力侧壁134的曲面的虚线表示)。压力侧曲面距离d1沿复合核心130的压力侧壁132在核心前缘136和核心后缘138之间展开。吸力侧曲面距离d2沿复合核心130的吸力侧壁134在核心前缘136和核心后缘138之间展开。
63.在一些实施例中,后涡卷160缠绕复合核心130的核心前缘136,使得后涡卷160从核心前缘136延伸压力侧曲面距离d1的至少百分之十(10%)并且从核心前缘136延伸吸力侧曲面距离d2的至少百分之十(10%)。在其他实施例中,后涡卷160缠绕复合核心130的核心前缘136,使得后涡卷160从核心前缘136延伸压力侧曲面距离d1的至少百分之二十(20%)并且从核心前缘136延伸吸力侧曲面距离d2的百分之二十(20%)。在一些其他实施例中,后涡卷160缠绕复合核心130的核心前缘136,使得后涡卷160从核心前缘136延伸压力侧曲面距离d1的至少百分之五十(50%)并且从核心前缘136延伸吸力侧曲面距离d2的百分之五十(50%)。在其他实施例中,后涡卷160缠绕复合核心130的核心前缘136,使得后涡卷160从核心前缘136延伸整个压力侧曲面距离d1并且从核心前缘136延伸整个吸力侧曲面距离d2。
64.此外,在一些实施例中,前涡卷180缠绕复合核心130的核心前缘136,使得前涡卷180从核心前缘136延伸压力侧曲面距离的至少百分之十(10%)d1和从核心前缘136延伸吸力侧曲面距离d2的至少百分之十(10%)。在一些其他实施例中,前涡卷180缠绕复合核心130的核心前缘136,使得前涡卷180从核心前缘136延伸压力侧曲面距离d1的至少百分之二十(20%)并且从核心前缘136延伸吸力侧曲面距离d2的百分之二十(20%)。在其他实施例中,前涡卷180缠绕复合核心130的核心前缘136,使得前涡卷180从核心前缘136延伸压力侧曲面距离d1的至少百分之五十(50%)并且从核心前缘136延伸吸力侧曲面距离d2的百分之五十(50%)。在其他实施例中,前涡卷180缠绕复合核心130的核心前缘136,使得前涡卷180从核心前缘136延伸整个压力侧曲面距离d1并且从核心前缘136延伸整个吸力侧曲面距离d2。
65.此外,对于该实施例,前涡卷180缠绕复合核心130的核心前缘136,使得与后涡卷160相比,前涡卷180沿压力侧曲面距离d1和吸力侧曲面距离d2中的至少一个进一步朝向核心后缘138延伸。如图3和4所示,前涡卷180缠绕复合核心130的核心前缘136,使得与后涡卷160相比,前涡卷180沿压力侧曲面距离d1进一步朝向核心后缘138延伸,并且使得与后涡卷160相比,前涡卷180沿吸力侧曲面距离d2进一步朝向核心后缘138延伸。在可选实施例中,后涡卷160缠绕复合核心130的核心前缘136,使得与前涡卷180相比,后涡卷160沿着压力侧曲面距离d1和吸力侧曲面距离d2中的至少一个进一步朝向核心后缘138延伸。在一些另外的实施例中,前涡卷180和后涡卷缠绕复合核心130的核心前缘136,使得前涡卷180和后涡
卷160沿压力侧曲面距离d1在相同点处终止。附加地或可选地,在一些实施例中,前涡卷180和后涡卷缠绕复合核心130的核心前缘136,使得前涡卷180和后涡卷160沿吸力侧曲面距离d2在相同点处终止。
66.大体上参考图2到图6,前涡卷150可以使用合适的方法施加到复合核心130以形成翼型件120。作为一个示例,复合核心130可以按照规格以合适的方式铺设。然后后涡卷160可以缠绕复合核心130的核心前缘136。更具体地,后涡卷160的压力侧壁164可以连接到或定位为邻近于复合核心130的压力侧壁132,并且后涡卷160的吸力侧壁166可以连接到复合核心130的吸力侧壁134或定位为邻近于复合核心130的吸力侧壁134。在一些实施例中,后涡卷160由复合材料预浸料或干织物构成,复合核心130可以构造为翼型件预制件。
67.后涡卷160可以具有比复合核心130的任何层的厚度大至少25%的厚度。此外,后涡卷160可以展开至翼型件120的整个翼展长度sl(图2)或者可以沿翼展长度sl的一部分展开。压力侧壁164的压力侧端部168可与复合核心130的压力侧壁132的外层形成对接。类似地,吸力侧壁166的吸力侧端部170可以与形成复合核心130的吸力侧壁134侧外层形成对接,例如如图4所示。
68.由于后涡卷160缠绕复合核心130的核心前缘136,前涡卷180也可以缠绕复合核心130的核心前缘136。例如,前涡卷180的压力侧壁184可以连接到后涡卷160的压力侧壁164或定位为邻近于后涡卷160的压力侧壁164,并且前涡卷180的吸力侧壁186可以连接到后涡卷160的吸力侧壁164或定位为邻近于后涡卷160的吸力侧壁164。前涡卷180比后涡卷160薄。进一步,前涡卷180可以展开至翼型件120的整个翼展长度sl(图2)或者可以沿翼展长度sl的一部分展开。压力侧壁184的压力侧端部188可与形成复合核心130的压力侧壁132的外层形成搭接接合(lap-shear joint)。类似地,吸力侧壁186的吸力侧端部190可与形成复合核心130的吸力侧壁134的外层形成搭接接合,例如如图4所示。
69.当前涡卷180缠绕核心前缘136时,前涡卷180的前缘182与后涡卷160的前缘162间隔开。在这点上,在前涡卷180和后涡卷160之间形成空隙或空腔。填料200可以插入到前涡卷180和后涡卷160之间的空腔中。填料200可以完全填充空腔。在一些示例实施例中,前涡卷180可以放置在成形工具上,使得前涡卷180按规格形成。然后,填料200可被定位在前涡卷180的前缘182处。接下来,在后涡卷160缠绕复合核心130的情况下,复合核心130可被铺设在前涡卷180和填料200的顶部上的成形工具上。填料200可采用其所需形状以填充前涡卷180和后涡卷160之间的空腔。然后可将整个翼型件120从成形工具移除,并且可以进一步确保前涡卷180与复合核心130之间的搭接接合。保护头部210可应用于前涡卷180的前缘182以进一步保护翼型件120的前缘。此外,整个翼型件或其一部分可涂覆有保护涂层220。
70.在一些实施例中,前涡卷180可由复合材料预浸料或干织物构成,并且如上所述,后涡卷160同样可由复合材料预浸料构成。后涡卷160和前涡卷180可如上所述缠绕复合核心130的核心前缘136,使得它们根据规格被净模制。由于前缘涡卷150是净模制的,因此通常不需要按照规格加工前缘半径。翼型件120的前缘由后涡卷160和前涡卷180的厚度以及翼型件120的横截面的几何形状限定。有利地,非金属前缘涡卷150可以为翼型件120的前缘提供保护,诸如防止fod和鸟撞击。
71.现在参考图7、8以及9,提供了各种视图,示出了根据本公开的示例性实施例的具有配备有前缘保护涡卷的复合翼型件的发动机部件如何按照规格形成的进程。尤其是,图7
提供了具有前缘涡卷150的翼型件120的横截面。对于该实施例,翼型件120是航空燃气涡轮发动机的风扇叶片的一部分。图8提供了图7的翼型件120的前缘涡卷150的特写横截面图。图9提供了在按规格加工前涡卷150之后的图7的翼型件120的前涡卷150的特写横截面图。尽管在该示例性实施例中将前缘保护涡卷150公开为应用于航空燃气涡轮发动机的风扇叶片的复合核心翼型件,但应当理解的是,前缘保护涡卷150可施加在燃气涡轮发动机或涡轮机的其他合适的复合翼型件。
72.可以使用合适的方法将前涡卷150施加到复合核心130以形成翼型件120。作为一个示例,复合核心130可以以合适的方式按规格铺设。然后后涡卷160可以缠绕复合核心130的核心前缘136。然后,可以将前涡卷180的压力侧壁184或吸力侧壁186铺设在成形工具上。复合核心130和缠绕的后涡卷160可以铺设在压力侧壁184或在吸力侧壁186上,这取决于哪一个被铺设在成形工具上。
73.接下来,具有一层或多层的头部层压件230至少部分地铺设在压力侧壁184或吸力侧壁186上,这取决于哪一个被铺设在成形工具上。对于该实施例,头部层压件230具有两层,包括第一层232和第二层134。值得注意的是,头部层压件230与后涡卷160的前缘162形成对接。如图8最佳所示,第一层232和第二层134各自与后涡卷160在其前缘162处形成对接。如图7最佳所示,头部层压件232从后涡卷160向外延伸。在一些实施例中,头部层压件230具有至少两层。在其他实施例中,头部层压件230具有至少三层。在其他实施例中,头部层压件230具有至少四层。此外,在一些实施例中,头部层压件230的至少一层232、234与后涡卷160具有相同的厚度。例如,如图8最佳所示,第一层232和第二层234两者具有与后涡卷160相同的厚度。
74.随着头部层压件230铺设在压力侧壁184或吸力侧壁186上,这取决于哪一个被铺设在成形工具上,尚未铺设的前涡卷180的侧壁被至少部分地铺设在头部层压件230上并且至少部分地在后涡卷160上。例如,假设前涡卷180的吸力侧壁134最初铺设在成形工具上,压力侧壁132可以至少部分地铺设在头部层压件230的第一层232上和至少部分地铺设在后涡卷160上,如图8最佳所示。
75.填料200可以在任何合适的阶段被添加,例如,恰好在铺设头部层压件230之前和/或之后。在一些实施例中,填料200定位在以下至少之一之间:i)头部层压件230和前涡卷180的压力侧壁184;和ii)头部层压件230和前涡卷180的吸力侧壁186。在一些实施例中,如图8和9最佳所示,填料200定位在头部层压件230和前涡卷180的压力侧壁184之间以及头部层压件230和前涡卷180的吸力侧壁186之间。这样,头部层压件230、前涡卷180以及后涡卷160之间的空腔或空隙被填充。这可以有利于机械性能。
76.随着复合核心130和前缘保护涡卷150的铺设,多余坯料可以被加工掉并且翼型件120的前缘半径可以按规格成形。例如,如图8最佳所示,前缘保护涡卷150可以沿加工线ml按规格被加工,以形成前缘半径。
77.图9描绘了按规格加工的前缘半径。如图9所示,对于本实施例,所得到的翼型件120具有具有压力侧壁132和吸力侧壁134的复合核心130,压力侧壁132和吸力侧壁134各自在核心前缘136和核心后缘138之间延伸。翼型件120具有前缘保护涡卷150。前缘保护涡卷150具有缠绕核心前缘的后涡卷160。后涡卷160连接到复合核心130的压力侧壁132和吸力侧壁134或以其他方式定位为邻近于复合核心130的压力侧壁132和吸力侧壁134。后涡卷
160具有前缘162并具有压力侧壁164以及吸力侧壁166。前缘保护涡卷150还具有头部层压件230。头部层压件230与后涡卷160的前缘162形成对接。
78.此外,前缘保护涡卷150具有具有压力侧壁182和吸力侧壁184的前涡卷180。前涡卷180的压力侧壁182至少部分地连接到后涡卷160的压力侧壁164并且至少部分地连接到头部层压件230,或更具体地,连接到头部层压件230的第一层232。前涡卷180的吸力侧壁184至少部分地连接到后涡卷160的吸力侧壁166并且至少部分地连接到头部层压件230,或更具体地,连接到头部层压件230的第二层234。如图所示,前缘半径部分地由头部层压件230和前涡卷180形成。就这点而言,在该实施例中,前涡卷180的压力侧壁182和吸力侧壁184不连续。
79.现在参考图10和11,提供了各种视图,示出了根据本公开的示例性实施例的具有配备有非金属前缘保护涡卷的复合翼型件的发动机部件如何按规格形成的进程。尤其是,图10提供了在加工之前具有前涡卷150的翼型件120的横截面图。对于该实施例,翼型件120是航空燃气涡轮发动机的风扇叶片的一部分。图11提供了在按规格被加工之后的图10的翼型件120的前涡卷150的特写横截面图。尽管在该示例性实施例中将前缘保护涡卷150公开为应用于航空燃气涡轮发动机的风扇叶片的复合核心翼型件,但应理解的是,前缘保护涡卷150可应用于燃气涡轮发动机或涡轮机的其他合适的复合翼型件。
80.对于该实施例,前缘涡卷150是单个3d编织涡卷。即,3d编织前缘涡卷150由非金属3d编织材料形成。例如,3d编织涡卷150可以是工程化的多轴编织或编织玻璃纤维结构。在一些实施例中,3d编织涡卷150可由复合复丝纱线构成。使用这种复丝纱线允许树脂传递模塑(rtm)或rtm树脂将3d编织涡卷150机械地粘合/锁定在相对于复合核心130的适当位置。在这方面,3d编织涡卷150不需要依赖或者像传统的金属前缘结构一样依赖化学键合。在一些实施例中,3d编织前缘涡卷150可与复合核心130共同模制。在一些实施例中,3d编织前缘涡卷150可包括以3d图案编织的玻璃纤维。在其他实施例中,3d编织前缘涡卷150可包括以3d图案编织的硅纤维。
81.如图所示,3d编织前缘涡卷150具有压力侧壁254和吸力侧壁256。3d编织前缘保护涡卷150缠绕核心前缘136并连接到复合核心130的压力侧壁132和吸力侧壁134。3d编织前缘涡卷150的压力侧壁254在压力侧端部258处终止并且吸力侧壁256在吸力侧端部260处终止。值得注意的是,压力侧壁254从压力锥形点262向压力侧端部258逐渐变细并且吸力侧壁256从吸力锥形点264向吸力侧端部266逐渐变细。压力侧壁254和吸力侧壁256的逐渐变细在复合核心130的层和3d编织前缘保护涡卷150之间产生平滑过渡。此外,对于该实施例,3d编织前缘保护涡卷150的吸力侧壁256沿其吸力侧曲面延伸,而压力侧壁254沿其压力侧曲面延伸,如图10和11所示。3d编织前缘保护涡卷150可以展开至整个翼型件120的翼展长度sl(图2)或者可以沿翼展长度sl的一部分展开。
82.3d编织前缘涡卷150可以以下示例方式施加到复合核心130以形成翼型件120。3d编织前缘涡卷150可以缠绕复合核心130的核心前缘136。尤其是,3d编织前缘涡卷150的压力侧壁254连接到复合核心130的压力侧壁132或以其他方式定位为邻近于复合核心130的压力侧壁132,并且3d编织前缘涡卷150的吸力侧壁256连接到复合核心130的吸力侧壁134或以其他方式定位在邻近为复合核心130的吸力侧壁134。3d编织前缘涡卷150紧密地缠绕核心体130的核心前缘136,从而不会产生空隙或空腔。值得注意的是,铺设复合核心130,以
考虑3d编织前缘涡卷150缠绕或施加到其上。尤其是,复合核心130的压力侧壁132和吸力侧壁134可以被铺设以考虑3d编织前缘涡卷150的锥形几何形状。复合核心130的互补铺设有利于放置或缠绕3d编织前缘涡卷150到复合核心130上。
83.如图10最佳示出,3d编织前缘涡卷150最初具有多余坯料270,其从压力侧壁254和吸力侧壁256连接处大体上向外延伸。为了更普遍地产生翼型件120的前缘252(图11)和前缘的半径,使用合适的加工技术加工掉多余坯料270。如图11所示,前缘252和翼型件120的半径都按规格被加工。此后,可选地,可以将保护头部(未示出)应用于前缘252以提供额外保护。此外,可选地,可以将一层或多层保护涂层施加到翼型件120。
84.该书面描述使用示例来公开本发明的方面,包括最佳模式,并且还使得本领域技术人员能够实践本发明的方面,包括制造和使用任何装置或系统以及执行任何结合的方法。本发明的可专利的范围由权利要求书限定,并且可以包括本领域技术人员想到的其他示例。如果这些其他示例包括与权利要求书的文字语言没有不同的结构元件,或者如果它们包括与权利要求书的文字语言没有实质性差异的等效结构元件,则这些其他示例旨在在权利要求书的范围内。
85.本发明的其他方面由以下条项的主题提供:
86.1.一种用于涡轮发动机的翼型件,翼型件包括:复合核心,复合核心具有在核心前缘和核心后缘之间延伸的压力侧壁和吸力侧壁;前缘保护涡卷,包括:后涡卷,后涡卷缠绕核心前缘,并且连接到复合核心的压力侧壁和吸力侧壁,后涡卷具有前缘并具有压力侧壁和吸力侧壁;前涡卷,前涡卷缠绕核心前缘和后涡卷的前缘,并且连接到后涡卷的压力侧壁和吸力侧壁,前涡卷具有与后涡卷的前缘间隔开的前缘;以及填料,填料定位在后涡卷的前缘和前涡卷的前缘之间。
87.2.根据任一项前述条项的翼型件,进一步包括:保护头部,保护头部连接到前涡卷的前缘。
88.3.根据任一项前述条项的翼型件,其中,后涡卷和前涡卷由非金属材料形成。
89.4.根据任一项前述条项的翼型件,其中,非金属材料是纤维复合材料。
90.5.根据任一项前述条项的翼型件,其中,纤维复合材料由s-玻璃、碳、e-玻璃以及凯夫拉材料中的至少一种形成。
91.6.根据任一项前述条项的翼型件,其中,后涡卷具有第一厚度并且前涡卷具有小于第一厚度的第二厚度。
92.7.根据任一项前述条项的翼型件,其中,前涡卷的第二厚度小于后涡卷的第一厚度的一半。
93.8.根据任一项前述条项的翼型件,其中,前涡卷的第二厚度小于后涡卷的第一厚度的三分之一。
94.9.根据任一项前述条项的翼型件,其中,复合核心限定压力侧壁曲面距离和吸力侧壁曲面距离,压力侧壁曲面距离沿复合核心的压力侧壁在核心前缘和核心后缘之间展开,并且吸力侧壁曲面距离沿复合核心在核心前缘和核心后缘之间展开;并且其中,后涡卷缠绕复合核心的核心前缘,使得后涡卷从核心前缘延伸压力侧壁曲面距离的至少20%以及从核心前缘延伸吸力侧壁曲面距离的至少20%。
95.10.根据任一项前述条项的翼型件,其中,前涡卷和后涡卷中的至少一个具有不间
断地缠绕核心前缘的纤维。
96.11.根据任一项前述条项的翼型件,其中,填料由树脂、粘合剂、复合丝束、2d编织物、3d编织物、轧制纤维以及预制件中的至少一种形成。
97.12.根据任一项前述条项的翼型件,其中,复合核心在限定翼展长度的基部和尖端之间延伸,并且其中前涡卷、后涡卷以及填料在复合核心的翼展长度上延伸。
98.13.根据任一项前述条项的翼型件,其中,前涡卷在压力侧端部和吸力侧端部之间延伸,压力侧端部连接到后涡卷的压力侧壁,并且吸力侧端部连接到后涡卷的吸力侧壁,并且其中前涡卷在前涡卷的前缘处比在压力侧端部和吸力侧端部中的一个或两者处更薄。
99.14.根据任一项前述条项的翼型件,其中,后涡卷在压力侧端部和吸力侧端部之间延伸,压力侧端部连接到复合核心的压力侧壁,并且吸力侧端部连接到复合核心的吸力侧壁,并且其中后涡卷在后涡卷的前缘处比在压力侧端部和吸力侧端部中的一个或两者处更薄。
100.15.一种用于涡轮发动机的翼型件,翼型件包括:复合核心,复合核心具有压力侧壁和吸力侧壁,压力侧壁和吸力侧壁各自在核心前缘和核心后缘之间延伸;前缘保护涡卷,包括:后涡卷,后涡卷缠绕核心前缘,并且连接到复合核心的压力侧壁和吸力侧壁,后涡卷具有压力侧壁和吸力侧壁;头部层压件,头部层压件与后涡卷的前缘形成对接;以及前涡卷,前涡卷具有压力侧壁和吸力侧壁,前涡卷的压力侧壁至少部分地连接到后涡卷的压力侧壁并且至少部分地连接到头部层压件,前涡卷的吸力侧壁至少部分地连接到后涡卷的吸力侧壁并且至少部分地连接到头部层压件。
101.16.根据任一项前述条项的翼型件,进一步包括:填料,填料定位在以下至少一个之间:头部层压件和前涡卷的压力侧壁;以及头部层压件和前涡卷的吸力侧壁。
102.17.根据任一项前述条项的翼型件,其中,头部层压件具有至少两层,并且其中头部层压件的至少两层中的至少一层和后缘涡卷具有相同的厚度。
103.18.一种用于涡轮发动机的翼型件,翼型件包括:复合核心,复合核心具有在核心前缘和核心后缘之间延伸的压力侧壁和吸力侧壁;和前缘保护涡卷,前缘保护涡卷缠绕核心前缘,并且连接到复合核心的压力侧壁和吸力侧壁,前缘保护涡卷由3d编织材料形成。
104.19.根据任一项前述条项的翼型件,其中,前缘保护涡卷具有前缘、连接到复合核心的压力侧壁的压力侧壁以及连接到复合核心的吸力侧壁的吸力侧壁。
105.20.根据任一项前述条项的翼型件,其中,前缘保护涡卷的压力侧壁从沿前缘保护的压力侧壁定位的压力锥形点向前缘保护涡卷的压力侧端部逐渐变细,并且前缘保护涡卷的吸力侧壁从沿前缘保护的吸力侧壁定位的吸力锥形点向前缘保护涡卷的吸力侧端部逐渐变细。
106.21.一种形成翼型件的方法,包括:铺设复合核心,复合核心具有在核心前缘处连接的第一侧壁和第二侧壁;将后涡卷缠绕复合核心的核心前缘,后涡卷具有在前缘处连接的第一侧壁和第二侧壁;并且将前涡卷缠绕复合核心的核心前缘和后涡卷的前缘。
107.22.根据任一项前述条项的方法,进一步包括:在后涡卷的前缘和前涡卷的前缘之间插入填料。
108.23.根据任一项前述条项的方法,进一步包括:将保护头部连接到前涡卷的前缘。
109.24.根据任一项前述条项的方法,其中,后涡卷由非金属材料形成。
110.25.根据任一项前述条项的方法,其中,前涡卷由非金属材料形成。
111.26.根据任一项前述条项的方法,其中,后涡卷和前涡卷由非金属材料形成。
112.27.根据任一项前述条项的方法,其中,形成前涡卷和/或后涡卷的非金属材料是纤维复合材料。
113.28.根据任一项前述条项的方法,其中,纤维复合材料由s-玻璃、碳、e-玻璃和凯夫拉材料中的至少一种形成。
114.29.根据任一项前述条项的方法,其中,后涡卷具有第一厚度并且前涡卷具有比第一厚度更薄的第二厚度。
115.30.根据任一项前述条项的方法,其中,前涡卷的第二厚度小于后涡卷的第一厚度的一半。
116.31.根据任一项前述条项的方法,其中,前涡卷的第二厚度小于后涡卷的第一厚度的三分之一。
117.32.根据任一项前述条项的方法,其中,复合核心限定压力侧壁曲面距离和吸力侧壁曲面距离,压力侧壁曲面距离沿复合核心的压力侧壁在核心前缘和核心后缘之间展开,吸力侧壁曲面距离沿复合核心的吸力侧壁在核心前缘和核心后缘之间展开,并且其中后涡卷缠绕复合核心的核心前缘,使得后涡卷从核心前缘延伸压力侧壁曲面距离的至少20%以及从核心前缘延伸的吸力侧壁曲面距离的至少20%。
118.33.根据任一项前述条项的方法,其中,前涡卷和后涡卷中的至少一个具有不间断地缠绕核心前缘的纤维。
119.34.根据任一项前述条项的方法,其中,前涡卷和后绕线中的至少一个由具有不间断地缠绕核心前缘的纤维的3d编织物形成。
120.35.根据任一项前述条项的方法,其中,前涡卷和后绕线中的至少一个由具有不间断地缠绕核心前缘的纤维的2d编织物形成。
121.36.根据任一项前述条项的方法,其中,填料由树脂、粘合剂、复合丝束、2d编织物、3d编织物、轧制纤维以及预制件中的至少一种形成。
122.37.根据任一项前述条项的方法,其中,复合核心在限定翼展长度的基部和尖端之间延伸,并且其中前涡卷、后涡卷以及填料在复合核心的翼展长度上延伸。
123.38.根据任一项前述条项的方法,其中,前涡在压力侧端部和吸力侧端部之间延伸,压力侧端部连接到后涡卷的压力侧壁,并且吸力侧端部连接到后涡卷的吸力侧壁,并且其中前涡卷在前涡卷的前缘处比在压力侧端部和吸力侧端部中的一个或两者处更薄。
124.39.根据任一项前述条项的方法,其中,后涡卷在压力侧端部和吸力侧端部之间延伸,压力侧端部连接到复合核心的压力侧壁,并且吸力侧端部连接到复合核心的吸力侧壁,并且其中后涡卷在后涡卷的前缘处比在压力侧端部和吸力侧端部中的一个或两者处更薄。
125.40.一种形成翼型件的方法,包括:铺设复合核心,复合核心具有核心前缘;将后涡卷缠绕复合核心的核心前缘,后涡卷具有在前缘处连接的第一侧壁和第二侧壁;沿后涡卷的第一侧壁铺设前涡卷的第一侧壁;将头部层压件至少部分地铺设在前涡卷的第一侧壁上,头部层压件与后涡卷的前缘形成对接;将前涡卷的第二侧壁至少部分地铺设在头部层压件上并且至少部分地铺设在后涡卷的第二侧壁上;以及加工翼型件的前缘半径。
126.41.根据任一项前述条项的方法,进一步包括:在前涡卷的第一侧壁和头部层压件
之间添加填料。
127.42.根据任一项前述条项的方法,进一步包括:在前涡卷的第二侧壁和头部层压件之间添加填料。
128.43.根据任一项前述条项的方法,其中,后涡卷的第一侧壁比前涡卷的第一侧壁更厚。
129.44.根据任一项前述条项的方法,其中,后涡卷的第二侧壁比前涡卷的第二侧壁更厚。
130.45.根据任一项前述条项的方法,其中,头部层压件由至少两层形成。
131.46.根据任一项前述条项的方法,其中,前缘半径部分地由头部层压件形成并且部分地由前涡卷形成,其中前涡卷的第一侧壁和第二侧壁在翼型件的前缘半径处不连续。
132.47.根据任一项前述条项的方法,其中,翼型件是航空燃气涡轮发动机的部件。
133.48.根据任一项前述条项的方法,其中,翼型件是航空燃气涡轮发动机的压缩机的部件。
134.49.根据任一项前述条项的方法,其中,翼型件是航空燃气涡轮发动机的涡轮的部件。
135.50.根据任一项前述条项的方法,其中,翼型件是涡轮风扇的风扇的部件。
136.51.根据任一项前述条项的方法,其中,后涡卷的第一侧壁和第二侧壁分别是吸力侧壁和压力侧壁。
137.52.根据任一项前述条项的方法,其中,前涡卷的第一侧壁和第二侧壁分别是吸力侧壁和压力侧壁。
138.53.一种形成翼型件的方法,包括:铺设复合核心,复合核心具有在核心前缘处连接的第一侧壁和第二侧壁;以及将3d编织前缘涡卷缠绕核心前缘。
139.54.根据任一项前述条项的方法,进一步包括:加工3d编织前缘涡卷以形成翼型件的前缘半径。
140.55.根据任一项前述条项的方法,其中,3d编织前缘涡卷由非金属3d编织材料形成。
141.56.根据任一项前述条项的方法,其中,将3d编织前缘涡卷缠绕核心前缘,使得3d编织前缘涡卷的第一侧壁定位为邻近于复合核心的第一侧壁并且3d编织前缘涡卷的第二侧壁定位为邻近于复合核心的第二侧壁。
142.57.根据任一项前述条项的方法,其中,3d编织前缘涡卷缠绕复合核心的核心前缘,使得在3d编织前缘涡卷和复合核心之间不存在产生的空隙或空腔。
143.58.根据任一项前述条项的方法,其中,3d编织前缘涡卷的第一侧壁从第一锥形点向第一侧壁的端部逐渐变细。附加地或可选地,3d编织前缘涡卷的第二侧壁从第二锥形点向第二侧壁的端部逐渐变细。
144.59.根据任一项前述条项的方法,其中,3d编织前缘涡卷与复合核心共同模制。
145.60.根据任一项前述条项的方法,其中,3d编织前缘涡卷是工程化的多轴编织结构。
146.61.根据任一项前述条项的方法,其中,3d编织前缘涡卷是编织玻璃纤维结构。
147.62.根据任一项前述条项的方法,其中,3d编织前缘涡卷由复合复丝纱线形成。
148.63.根据任一项前述条项的方法,其中,3d编织前缘涡卷由以3d图案编织的硅纤维形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1