一种双凸度挺柱及其磨削工艺的制作方法
1.本发明涉及发动机气门挺柱技术领域,尤其涉及一种双凸度挺柱及其磨削工艺。
背景技术:
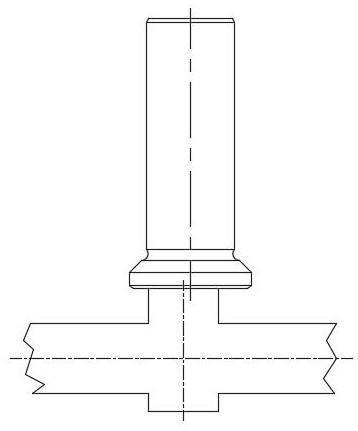
2.发动机运转中,凸轮以某一方向连续转动,这时挺柱除了上下往复运动外,还由于挺柱相对于凸轮的偏置而使挺柱产生自转。如图1和图2所示,现有挺柱与凸轮轴接触的工作表面一般有两种形式,一种是微带凸度的球面挺柱,一种是平面挺柱。球面挺柱在工作中与凸轮接触面积小,接触应力比较大;平面挺柱较球面挺柱接触面积更大,接触应力比较小,但往往会因为加工精度误差易造成凸轮刃边刮伤挺柱的问题。
技术实现要素:
3.为解决上述技术问题,本发明设计了一种双凸度挺柱及其磨削工艺。
4.本发明采用如下技术方案:一种双凸度挺柱,包括柱体,柱体底部设置底部工作面,底部工作面上形成向外凸起的球面,底部工作面中心在向外凸起的球面基础上设置有内凹的球面,使底部工作面中心截面形成双凸度形状。
5.作为优选,所述底部工作面双凸度形状的凸度值h为0.006mm。
6.作为优选,所述双凸度挺柱为整体式挺柱,底部工作面与柱体为一体结构。
7.作为优选,所述双凸度挺柱为分体式焊接挺柱,柱体底部设置柱体焊接凹槽,柱体焊接凹槽内通过铜焊片焊接有硬质合金片,底部工作面设置于硬质合金片底面。
8.整体式挺柱的双凸度磨削工艺,其工艺步骤为:a1、下料:在下料阶段使用x210crw12或gcr15或冷激柱铁材料作为挺柱的制坯原料,再通过热锻或冷墩或冷激铸造的成型方式将挺柱的毛坯形状加工出来;a2、热处理前粗车削加工和钻孔加工:在挺柱毛坯基础上通过车削方式加工挺柱外圆面、挺柱内圆面、挺柱上端面和挺柱底部工作面以及挺柱球窝工作面,对要求有油孔的挺柱在粗车完成后进行钻孔加工挺柱油孔;a3、热处理工艺:对整体式挺柱进行高温淬火和低温回火热处理,根据不同材料采用不同淬火温度以及回火温度,保证热处理后挺柱硬度大于48hrc;a4、热处理后的精车削加工:热处理后通过精车车削加工挺柱球窝工作面;a5、挺柱底部工作面磨削加工:挺柱球窝工作面加工完成后根据挺柱形状选择无心磨或切入磨方式磨削挺柱外圆工作面,再通过夹持滚轮a、夹持滚轮b夹持挺柱外圆工作面磨削挺柱底部工作面,根据粗糙度要求以及挺柱材料选择合适粒度及材质的砂轮,通过调整磨削设备主轴角度使磨削砂轮与挺柱底部工作面形成倾角a,将砂轮调整到砂轮磨料穿过挺柱底部工作面中心,旋转方向调为与挺柱旋转方向相反,磨削时通过调整倾角a使挺柱底部工作面凸度值控制在0.006mm,挺柱在磨削中旋转时由于挺柱底部工作面中心的线速度会比中间往外区域的线速度小很多,且由于挺柱底部工作面的凸度值控制的较小,磨
削后使底部工作面中心截面形成双凸度形状;a6、挺柱底部工作面氮化处理或镀层处理:在挺柱底部工作面磨削后进行氮化处理或镀层处理;a7、挺柱外圆工作面精磨削加工:在挺柱外圆工作面氮化或镀层处理后对其进行精磨削加工,根据使用要求控制挺柱外圆工作面直径大小,粗糙度以及圆柱度。
9.作为优选,所述步骤a4中,若对挺柱球窝工作面有很高的粗糙度和轮廓度要求,则可以通过冷挤压方式对挺柱球窝工作面进行挤压整形。
10.作为优选,所述步骤a6中,根据不同材料选择不同处理工艺,对于x210crw12材料挺柱选择采用氮化工艺,对于gcr15材料挺柱选择采用镀层工艺,对于冷激铸铁挺柱采用氮化或镀层工艺,根据使用要求控制挺柱底部工作面氮化后的表面硬度、白亮层深度、扩散层深度、脆性等级以及疏松层等级或者镀层后的表面硬度,镀层厚度以及结合力等级。
11.分体式焊接挺柱的双凸度磨削工艺,其工艺步骤为:s1、下料:在下料阶段选用45钢、40cr、swrch45k、c45ec材料作为柱体的制坯原料,选用hl105或t2牌号铜料带作为铜片的制坯原料,选用co和wc材料作为硬质合金片的制坯原料;使用冷墩成型工艺将柱体球窝工作面以及毛坯形状墩出得到柱体冷墩毛坯;通过冲压成型方式将铜料带加工成铜焊片;通过烧结、压制、磨削将co和wc原料加工成硬质合金片;s2、焊接前子零件的车削加工:在柱体冷墩毛坯基础上进行车削加工,加工出与球窝相接的柱体内腔以及柱体上端面,再以球窝工作面定位柱体底部车削加工出柱体焊接凹槽、柱体法兰外圆面和外圆面与法兰面相接避让槽,对于有油孔的挺柱可用车削加工出环油槽,攻钻加工出纵向油孔和横向油孔;s3、焊接前子零件装配:将铜焊片放置在柱体底部的柱体焊接凹槽内,然后再将硬质合金片放入到柱体焊接凹槽内的铜焊片上;s4、焊接:将装配好的挺柱放入焊接炉中进行焊接,根据铜焊片材料确定焊接温度,焊接温度需比铜焊片熔点高20-100℃,焊接过程中,铜焊片受热熔化,填充柱体焊接凹槽与硬质合金片间的间隙,冷却重新凝固的铜形成焊缝将柱体与硬质合金片焊接在一起;s5、热处理:采用感应淬火的热处理方式提高挺柱表面硬度,感应淬火使球窝工作面和柱体外圆工作面表面硬度不低于550hv10,硬化层深度不低于0.5mm,在感应淬火后用箱式回火炉对挺柱进行低温回火,回火温度120-200℃ ,回火时间控制在40分钟到1.5小时;s6、焊接后工作面磨削加工:球窝工作面加工完成后根据挺柱形状选择无心磨或切入磨方式磨削柱体外圆工作面,再通过夹持滚轮a、夹持滚轮b夹持柱体外圆工作面磨削挺柱底部硬质合金片底面,根据粗糙度要求以及挺柱材料选择合适粒度及材质的砂轮,通过调整磨削设备主轴角度使磨削砂轮与硬质合金片底面形成倾角a,将砂轮调整到砂轮磨料穿过硬质合金片底面中心,旋转方向调为与挺柱旋转方向相反,磨削时通过调整倾角a使硬质合金片底面凸度值控制在0.006mm,磨削后使底部工作面中心截面形成双凸度形状;s7、柱体外圆工作面精磨削加工:对柱体外圆工作面进行精磨削加工,根据使用要求控制外圆工作面直径大小,粗糙度以及圆柱度。对有打标需求的挺柱可在外圆工作面精磨削后进行打标操作。
3,对要求有油孔的挺柱在粗车完成后进行钻孔加工挺柱油孔1-6;a3、热处理工艺:对整体式挺柱进行高温淬火和低温回火热处理,根据不同材料采用不同淬火温度以及回火温度,保证热处理后挺柱硬度大于48hrc;a4、热处理后的精车削加工:热处理后通过精车车削加工挺柱球窝工作面1-3;如图5和图6所示,a5、挺柱底部工作面磨削加工:挺柱球窝工作面1-3加工完成后根据挺柱形状选择无心磨或切入磨方式磨削挺柱外圆工作面1-1,再通过夹持滚轮a7、夹持滚轮b8夹持挺柱外圆工作面1-1磨削挺柱底部工作面1-5,根据粗糙度要求以及挺柱材料选择合适粒度及材质的砂轮5,通过调整磨削设备主轴6角度使磨削砂轮与挺柱底部工作面1-5形成倾角a,将砂轮5调整到砂轮磨料5-1穿过挺柱底部工作面中心1-5-1,旋转方向调为与挺柱1旋转方向相反,磨削时通过调整倾角a使挺柱底部工作面1-5凸度值h控制在0.006mm,挺柱在磨削中旋转时由于挺柱底部工作面中心1-5-1的线速度会比中间往外区域的线速度小很多,且由于挺柱底部工作面1-5的凸度值控制的较小,磨削后使底部工作面中心截面形成双凸度形状;a6、挺柱底部工作面1-5氮化处理或镀层处理:在挺柱底部工作面1-5磨削后进行氮化处理或镀层处理;a7、挺柱外圆工作面1-1精磨削加工:在挺柱外圆工作面1-1氮化或镀层处理后对其进行精磨削加工,根据使用要求控制挺柱外圆工作面1-1直径大小,粗糙度以及圆柱度。
19.步骤a4中,若对挺柱球窝工作面1-3有很高的粗糙度和轮廓度要求,则可以通过冷挤压方式对挺柱球窝工作面1-3进行挤压整形。
20.步骤a6中,根据不同材料选择不同处理工艺,对于x210crw12材料挺柱1选择采用氮化工艺,对于gcr15材料挺柱1选择采用镀层工艺,对于冷激铸铁挺柱1采用氮化或镀层工艺,根据使用要求控制挺柱底部工作面1-5氮化后的表面硬度、白亮层深度、扩散层深度、脆性等级以及疏松层等级或者镀层后的表面硬度,镀层厚度以及结合力等级。
21.如图7-图10所示,分体式焊接挺柱的双凸度磨削工艺,其工艺步骤为:s1、下料:在下料阶段选用45钢、40cr、swrch45k、c45ec材料作为柱体2的制坯原料,选用hl105或t2牌号铜料带作为铜片3的制坯原料,选用co和wc材料作为硬质合金片4的制坯原料;使用冷墩成型工艺将柱体球窝工作面2-1以及毛坯形状墩出得到柱体冷墩毛坯;通过冲压成型方式将铜料带加工成铜焊片3;通过烧结、压制、磨削将co和wc原料加工成硬质合金片;s2、焊接前子零件的车削加工:在柱体2冷墩毛坯基础上进行车削加工,加工出与球窝相接的柱体内腔2-2以及柱体上端面2-3,再以球窝工作面2-1定位柱体底部车削加工出柱体焊接凹槽2-4、柱体法兰外圆面2-5和外圆面与法兰面相接避让槽2-6,对于有油孔的挺柱可用车削加工出环油槽2-9,攻钻加工出纵向油孔2-7和横向油孔2-8;s3、焊接前子零件装配:将铜焊片3放置在柱体2底部的柱体焊接凹槽2-4内,然后再将硬质合金片4放入到柱体焊接凹槽 2-4 内的铜焊片上;s4、焊接:将装配好的挺柱放入焊接炉中进行焊接,根据铜焊片材料确定焊接温度,焊接温度需比铜焊片熔点高20-100℃,焊接过程中,铜焊片3受热熔化,填充柱体焊接凹槽2-4与硬质合金片4间的间隙l,冷却重新凝固的铜形成焊缝3-1将柱体2与硬质合金片4焊接在一起;
s5、热处理:采用感应淬火的热处理方式提高挺柱表面硬度,感应淬火使球窝工作面2-1和柱体外圆工作面2-10表面硬度不低于550hv10,硬化层深度不低于0.5mm,在感应淬火后用箱式回火炉对挺柱进行低温回火,回火温度120-200℃,回火时间控制在40分钟到1.5小时;s6、焊接后工作面磨削加工:球窝工作面2-1加工完成后根据挺柱形状选择无心磨或切入磨方式磨削柱体外圆工作面2-10,再通过夹持滚轮a7、夹持滚轮b8夹持柱体外圆工作面2-10磨削挺柱底部硬质合金片4底面,根据粗糙度要求以及挺柱材料选择合适粒度及材质的砂轮5,通过调整磨削设备主轴6角度使磨削砂轮与硬质合金片4底面形成倾角a,将砂轮5调整到砂轮磨料5-1穿过硬质合金片4底面中心,旋转方向调为与挺柱1旋转方向相反,磨削时通过调整倾角a使硬质合金片4底面凸度值控制在0.006mm,磨削后使底部工作面中心截面形成双凸度形状;s7、柱体外圆工作面精磨削加工:对柱体外圆工作面进行精磨削加工,根据使用要求控制外圆工作面直径大小,粗糙度以及圆柱度。对有打标需求的挺柱可在外圆工作面精磨削后进行打标操作。
22.步骤s4中焊接炉采用真空炉或网带炉。
23.现高速柴油机凸轮与挺柱匹配都带着偏心结构,本发明设计为挺柱与凸轮接触的底部工作面中心截面形成双凸度形状,此种结构由于挺柱工作面是双凸形,能有效缩小球面半径,增加接触面积减少凸轮与挺柱接触应力,也能避免凸轮刃边刮伤挺柱底部工作面的问题,此种方案由于挺柱底部工作面中心内凹也能更好的实现摩擦润滑,提高挺柱与凸轮轴的匹配特性从而提高发动机寿命。
24.以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1