一种叶片叶根结构及风力发电机的制作方法
1.本实用新型涉及风力发电技术领域,特别涉及一种叶片叶根结构及风力发电机。
背景技术:
2.风力发电机可以将风能转化为机械能进而转化为电能。风力发电机通常包括塔架、连接到塔架并且支承轮毂的机舱。在所述轮毂上布置有两个或更多个风机叶片,其中风机叶片在风力作用下带动布置在轮毂中的转子绕轴线旋转,其中发电机的转子相对于定子的旋转将生成电能。
3.所述风机叶片通常通过叶根螺栓固定至轮毂上。目前叶根螺栓多采用预埋螺栓套工艺,所述预埋螺栓套与根部螺栓配合,以实现风机叶片的叶根与轮毂中变桨轴承的连接。所述根部螺栓与预埋螺栓套啮合时,与所述预埋螺栓套、叶根材料共同承担外界极限和疲劳载荷。
4.随着风电行业的发展,风机叶片尺寸及重量越来越大,使得叶根载荷相应提高,这就对风机叶片根部与轮毂的连接强度有了更高的要求。
技术实现要素:
5.为了增加叶片叶根的端面与变桨轴承内圈的有效接触面积,进而提升叶根连接耐力,本实用新型提供一种叶片叶根结构,其内部预设有预埋螺栓套,其中所述预埋螺栓套的端面不超出叶片叶根的端面。
6.进一步地,所述预埋螺栓套的端面与所述叶片叶根的端面之间的高度差在0至5cm范围内。
7.进一步地,所述叶片叶根中包括多个预埋螺栓套,所述多个预埋螺栓套均匀间隔布置于所述叶片叶根处。
8.进一步地,所述多个预埋螺栓套的端面位于同一水平面上。
9.进一步地,所述预埋螺栓套的材质为金属。
10.进一步地,所述金属包括高强度合金。
11.本实用新型还提供一种风力发电机,其叶片叶根包括预埋螺栓套,所述预埋螺栓套的端面不超出叶片叶根的端面,且所述预埋螺栓套用于固定叶根螺栓的第一端,所述叶根螺栓的第二端通过变桨轴承的内圈螺母固定与所述变桨轴承的内圈,以使得所述叶根的端面与所述变桨轴承的内圈贴合。
12.本实用新型提供的一种叶片叶根结构,通过使得预埋螺栓套的端面不超出叶片纤维材料端面达到增大叶片叶根的端面与叶根法兰或变桨轴承内圈有效接触面的效果。当所述预埋螺栓套的端面与所述叶片叶根的端面平齐时,能够增大叶片叶根的端面与叶根法兰或变桨轴承的内圈的接触面积,同时也增加了叶根螺栓锁夹持件的刚度,有效降低叶根螺栓的承载系数,并降低叶根螺栓的弯曲应力系数,从而提高叶根连接的疲劳和极限耐力。而当所述预埋螺栓套的端面不超出所述叶片叶根的端面时,则能够增大叶片叶根的端面与叶
根法兰或变桨轴承的内圈配合面开口的外载,从而提高叶根连接的极限耐力。此外,当预埋螺栓套的端面不超出叶片纤维材料端面时,在风机叶片的制造及安装过程中仅需磨削或铣削叶片材料,易于加工。
附图说明
13.为进一步阐明本实用新型的各实施例的以上和其它优点和特征,将参考附图来呈现本实用新型的各实施例的更具体的描述。可以理解,这些附图只描绘本实用新型的典型实施例,因此将不被认为是对其范围的限制。在附图中,为了清楚明了,相同或相应的部件将用相同或类似的标记表示。
14.图1示出本实用新型一个实施例的一种叶片叶根结构的示意图;
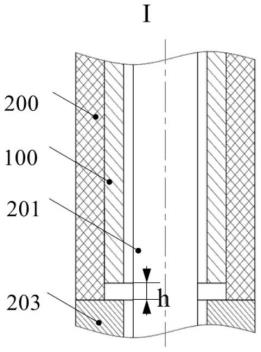
15.图2示出本实用新型一个实施例的预埋螺栓套的端面与叶片叶根的端面之间高度差的示意图;
16.图3示出采用本实用新型一个实施例的一种叶片叶根结构与变桨轴承的内圈的连接示意图;以及
17.图4示出采用本实用新型一个实施例的一种风力发电机。
具体实施方式
18.下面结合具体实施方式参考附图进一步阐述本实用新型。应当指出,各附图中的各组件可能为了图解说明而被夸大地示出,而不一定是比例正确的。在各附图中,给相同或功能相同的组件配备了相同的附图标记。
19.在本实用新型中,除非特别指出,“布置在
…
上”、“布置在
…
上方”以及“布置在
…
之上”并未排除二者之间存在中间物的情况。此外,“布置在
…
上或上方”仅仅表示两个部件之间的相对位置关系,而在一定情况下、如在颠倒产品方向后,也可以转换为“布置在
…
下或下方”,反之亦然。
20.在本实用新型中,各实施例仅仅旨在说明本实用新型的方案,而不应被理解为限制性的。
21.在本实用新型中,除非特别指出,量词“一个”、“一”并未排除多个元素的场景。
22.在此还应当指出,在本实用新型的实施例中,为清楚、简单起见,可能示出了仅仅一部分部件或组件,但是本领域的普通技术人员能够理解,在本实用新型的教导下,可根据具体场景需要添加所需的部件或组件。
23.在此还应当指出,在本实用新型的范围内,“相同”、“相等”、“等于”等措辞并不意味着二者数值绝对相等,而是允许一定的合理误差,也就是说,所述措辞也涵盖了“基本上相同”、“基本上相等”、“基本上等于”。以此类推,在本实用新型中,表方向的术语“垂直于”、“平行于”等等同样涵盖了“基本上垂直于”、“基本上平行于”的含义。
24.风力发电机的叶片叶根的端面的平整度对叶片叶根连接的耐力有重要影响作用,具体而言,所述叶片叶根的端面越平整,其与变桨轴承内圈或叶根法兰的有效接触面积就越大,进而所述叶片叶根的连接耐力也越高。现有的风力发电机中,所述预埋螺栓套普遍突出于叶片叶根的复合材料端面,也就是说在风机叶片的实际安装过程中,是所述预埋螺栓套的端面与所述变桨轴承内圈或叶根法兰接触,一方面而言,由于所述预埋螺栓套的端面
面积较小,当其与叶根法兰端面或变桨轴承内圈接触时,被连接件刚度较小,会使得叶根螺栓的疲劳寿命降低。另一方面,为了保证预埋螺栓套的端面的平面度,通常需要对其端面进行打磨,而在端面打磨时,由于合模缝附近的预埋螺栓套的端面通常会低于其他位置处的预埋螺栓套端面,因此就会存在合模缝附近的预埋螺栓套的端面尚未被打磨到,而其他位置的预埋螺栓套的端面已经被打磨得与叶片叶根的端面平齐,这就使得进一步打磨时,高速金属打磨机会触碰到叶片叶根的复合材料,高速摩擦生热会导致所述复合材料易被烧糊,进而致使风机叶片的力学性能变差。为了避免上述问题,本实用新型提供一种叶片叶根结构,其通过调整叶片叶根中的预埋螺栓套的端面与叶片纤维材料端面的高度差达到增大叶根端面与法兰或变桨轴承内圈有效接触面的目的。
25.下面结合具体实施方式参考附图进一步阐述本实用新型。
26.图1示出本实用新型一个实施例的一种叶片叶根结构的示意图。如图1所示,一种叶片叶根结构,其包括叶片叶根200以及预埋螺栓套100,其中,所述预埋螺栓套100设置于所述叶片叶根200内部预先设置的孔内,叶根螺栓201的第一端通过螺纹连接的方式与所述预埋螺栓套100固定连接,进而使得所述叶片叶根能够连接至变桨轴承上。
27.如图1所示,在本实用新型的实施例中,所述预埋螺栓套100的端面不超出叶片叶根200的端面,也就是说,所述叶片叶根200的端面能够与所述叶根法兰或变桨轴承的内圈端面直接贴合。基于此,为了提高叶片叶根端面的平整度,进而提高其与所述叶根法兰或变桨轴承的内圈的有效接触面积,在本实用新型的一个实施例中,可通过磨削或铣削的方式对叶片叶根的端面进行打磨。在本实用新型中,叶根的端面是指叶根与叶根法兰或变桨轴承接触或距离最近的那一面。
28.图2示出本实用新型一个实施例的预埋螺栓套的端面与叶片叶根的端面之间高度差的示意图。如图2所示,所述预埋螺栓套100的端面与所述叶片叶根200的端面之间存在高度差h,在本实用新型的一个实施例中,所述高度h差不大于5cm。所述h优选为0,即使得所述预埋螺栓套的端面与叶片叶根的端面平齐。此时,能够增大叶片叶根的端面与叶根法兰或变桨轴承的内圈的接触面积,同时也增加了叶根螺栓锁夹持件的刚度,有效降低叶根螺栓的承载系数,并降低叶根螺栓的弯曲应力系数,从而提高叶根连接的疲劳和极限耐力。而当h的取值大于0时,即当述预埋螺栓套100的端面高于所述叶片叶根200的端面时,同样能够增大叶片叶根的端面与叶根法兰或变桨轴承的内圈配合面开口的外载,从而提高叶根连接的极限耐力。
29.在本实用新型的一个实施例中,所述叶片叶根中包括多个预埋螺栓套,所述多个预埋螺栓套均匀间隔布置于所述叶片叶根处,且所述多个预埋螺栓套的端面优选地位于同一水平面上。
30.为了提高风机叶片的整体强度,同时有效降低风电叶片的重量,进而提高风电叶片的运行效率,在本实用新型的一个实施例中,所述预埋螺栓套100的材质优选为高强度材料,例如可以采用金属,其中所述金属优选为高强度合金。
31.在本实用新型的一个实施例中,所述叶片叶根与变桨轴承的内圈之间还可以设置叶根法兰203。
32.在本实用新型的实施例中,所述预埋螺栓套例如可采用圆柱状结构,且其外表面可以设置有沟槽以使得其与风机叶片的内外玻璃纤维层能够互相嵌入,进而增加所述预埋
螺栓套的拔出载荷,提高承载力。此外,还可进一步的对所述预埋螺栓套的第一端,即远离变桨轴承的一端进行开槽处理,和/或将所述预埋螺栓套的第二端设计为具有截平面的喇叭口状结构,以进一步地提高叶根连接的耐力。
33.图3示出采用本实用新型一个实施例的一种叶片叶根结构与变桨轴承的内圈的连接示意图。如图3所述,所述预埋螺栓套100内嵌于所述叶片200的根部,所述叶根螺栓201的第一端通过内壁螺纹固定于所述预埋螺栓套的内部,第二端经由所述预埋螺栓套的支承部伸出叶片外,并进一步地穿过所述变桨轴承202的安装孔,最后通过变桨轴承的内圈螺母221固定至所述变桨轴承的内圈上,并使得所述叶根的端面与所述变桨轴承的内圈贴合。在本实用新型的一个实施例中,还可在所述叶片与变桨轴承之间设置叶根法兰203。
34.图4示出采用本实用新型一个实施例的一种风力发电机。所述风力发电机的叶片叶根包括预埋螺栓套,所述预埋螺栓套的端面不超出叶片叶根的端面,且所述预埋螺栓套用于固定叶根螺栓的第一端,所述叶根螺栓的第二端通过变桨轴承的内圈螺母固定与所述变桨轴承的内圈,以使得所述叶根的端面与所述变桨轴承的内圈贴合。在叶片叶根的制造过程中,将所述预埋螺栓套放入叶根铺层内,并调整所述预埋螺栓套的位置,使得其端面不露出铺层端面,然后灌注树脂一体成型。叶片叶根端面加工时,还可以进一步地通过磨削或铣削的方式,调整叶片叶根材料的长度,使得预埋螺栓套的端面不露出叶片叶根的端面或使得所述预埋螺栓套的端面与叶片叶根的纤维材料端面平齐。所述风机叶片在安装过程中,将叶根螺栓拧入所述预埋螺栓套中,使叶根端面与叶根法兰或变桨轴承内圈紧密结合。
35.尽管上文描述了本实用新型的各实施例,但是,应该理解,它们只是作为示例来呈现的,而不作为限制。对于相关领域的技术人员显而易见的是,可以对其做出各种组合、变型和改变而不背离本实用新型的精神和范围。因此,此处所公开的本实用新型的宽度和范围不应被上述所公开的示例性实施例所限制,而应当仅根据所附权利要求书及其等同替换来定义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1