一种冷却管及EGR冷却器的制作方法
一种冷却管及egr冷却器
技术领域
1.本实用新型涉及发动机总成废气循环配套组件技术领域,特别涉及一种冷却管。本实用新型还涉及一种应用该冷却管的egr冷却器。
背景技术:
2.egr(exhaust gas recirculation的首字母缩写),即废气再循环,指从排气管中引出一部分废气再经进气管道流回发动机气缸的循环方法。一方面,由于废气中含有大量的惰性气体,会稀释新鲜混合气,从而使燃烧速度减慢;另一方面,废气回流使燃烧过程中工质的热容量增加,即比热提高。上述两方面均可降低最高燃烧温度,进而有效地抑制no
x
的生成,减少排气中氮氧化物的含量和减少爆燃倾向,目前我国亦直接引用英语称egr。
3.在进一步地,egr循环系统中,还会设置冷却器,用以对循环气体进行冷却处理,该冷却器通常是利用冷却管作为换热载体,冷却管内部通入废气,外部与冷却液接触,从而利用冷却液与废气之间的热交换,对废气进行降温处理,以满足下游设备的通气需求。在此基础上,为了进一步提高废气冷却效率,通常会在冷却管内置入气侧翅片,以此增大冷却管内的废气与管路结构中的金属部分的接触面积,从而利用金属的导热性能,进一步优化废气与冷却液之间的换热效率,优化废气冷却效果。
4.请参考图1至图3。图1为现有技术中一种典型的冷却管局部剖视图;图2为图1中气侧翅片与冷却管配合结构局部放大图;图3为图2中气侧翅片的结构放大图。
5.现有技术中,出于气流导向和换热性能等需求,气侧翅片上的各气道通常为沿其长度方向延展的波浪形结构,由于实际生产中,气侧翅片一般是将大尺寸冲压件按规格裁切后的成型件,其最外侧的切面处因气道自身波浪形结构影响,会存在如图3中a部分所示的间断出现的非全尺寸的侧壁外缘结构。
6.在设备组装过程中,对气侧翅片112与冷却管的管体11结构进行焊接时,气侧翅片112的两侧边缘部与管体11内的导流腔111内壁的对位焊接需要充足的接触面并充分接触,以作为可靠焊接的结构基础。而由于气侧翅片112中非全尺寸的侧壁外缘结构的存在,导致气侧翅片112与导流腔111之间的焊接面积不足,且焊接过程中需要利用工装对管体11和气侧翅片112实施压紧,以保证二者可靠接触。这些非全尺寸的侧壁外缘结构的存在,也会导致工装压紧效果不好,致使气侧翅片112与导流腔111内壁的间隙过大,从而导致虚焊,后续发动机运行过程中,虚焊处存在开裂失效的隐患,给设备整体结构可靠性和工作稳定性造成不利影响。
7.因此,如何保证气侧翅片与冷却管的管体之间的可靠焊接固定,避免出现虚焊现象,提高egr冷却器的组装结构可靠性,从而使发动机的工作运行更加稳定可靠是本领域技术人员目前需要解决的重要技术问题。
技术实现要素:
8.本实用新型的目的是提供一种冷却管,该冷却管的气侧翅片与管体之间的焊接固
定结构牢固可靠,不易出现虚焊现象,使得egr冷却器的组装结构可靠性得以相应提高,发动机总成的整体运行更加稳定可靠。本实用新型的另一目的是提供一种应用上述冷却管的egr冷却器。
9.为解决上述技术问题,本实用新型提供一种冷却管,包括内部具有导流腔的管体,所述导流腔内嵌装有气侧翅片,所述导流腔的两侧部的内壁的横截面为弧形面,所述气侧翅片的两侧具有与所述导流腔的两侧部的内壁对位贴合并焊接固定的弹性翼片,所述弹性翼片的横截面为弧形面。
10.优选地,所述弹性翼片的横截面的圆心角不大于180
°
。
11.优选地,所述弹性翼片的弧面半径与所述导流腔的两侧部的内壁的弧面半径相等。
12.优选地,两所述弹性翼片的外缘部的间距不小于所述导流腔的两侧部的内壁的间距。
13.优选地,所述弹性翼片的横截面的圆心角不小于90
°
。
14.优选地,所述导流腔的顶部内壁及底部内壁为平行设置的平面结构,所述气侧翅片包括沿其长度方向延伸并沿其宽度方向平行布置的上凸齿和下凸齿,所述上凸齿与所述下凸齿沿所述气侧翅片的宽度方向等距间隔布置;
15.所述上凸齿的顶部具有与所述导流腔的顶部内壁对位贴合并焊接固定的顶部装配面,所述下凸齿的底部具有与所述导流腔的底部内壁对位贴合并焊接固定的底部装配面,所述上凸齿与所述导流腔的底部内壁之间、所述下凸齿与所述导流腔的顶部内壁之间间隙配合形成供气流通过的导气槽。
16.本实用新型还提供一种egr冷却器,包括机壳,所述机壳内设置有若干冷却管,所述机壳的内壁与所述冷却管的管体外壁间形成供冷却液通过的液冷腔,还包括对位布置于各所述冷却管的端部并将各所述冷却管固定组装的冷却主板,所述冷却管为如上述任一项所述的冷却管。
17.优选地,所述冷却主板与所述冷却管之间、所述冷却主板与所述机壳之间螺栓连接或焊接固定。
18.相对上述背景技术,本实用新型所提供的冷却管,其组装连接过程中,将气侧翅片对位压入管体的导流腔内并嵌装到位,在此过程中,弹性翼片受压产生适度的弹性形变,从而使弹性翼片在弹性复位力的作用下与导流腔的两侧部的内壁充分贴合并可靠压紧,之后可利用压紧工装将管体与气侧翅片对位压合,并将带有弹性翼片的气侧翅片焊接固定于导流腔内,弹性翼片与导流腔内壁的贴合适配结构为焊接固定作业提供了充足的装配空间和焊接面积,使得弹性翼片与管体之间可靠焊接固定,以此保证了气侧翅片的两侧边缘部与管体之间的可靠焊接固定,从而显著提高了气侧翅片与管体之间的焊接固定结构强度和可靠性,避免了虚焊现象的发生,并使所述egr冷却器的整体组装结构强度和可靠性得以相应提高,进而使得发动机总成的整体工作运行更加稳定可靠。
19.在本实用新型的另一优选方案中,所述弹性翼片的横截面的圆心角不大于180
°
。此圆心角的角度范围,能够使弹性翼片形成半圆弧结构,使其在装配过程中的弹性形变效果更好,以免弹性翼片的圆弧尺寸过大导致装配过程中发生结构卡滞或干涉,以此使其在装配过程中对位嵌入导流腔时的操作更为便捷,嵌装到位后的弹性翼片与导流腔的两侧部
内壁之间的贴合更加紧密充分,从而进一步优化弹性翼片与管体之间的焊接固定效果,并使egr冷却器的整体结构强度得以进一步提高。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为现有技术中一种典型的冷却管局部剖视图;
22.图2为图1中气侧翅片与冷却管配合结构局部放大图;
23.图3为图2中气侧翅片的结构放大图;
24.图4为本实用新型一种具体实施方式所提供的egr冷却器的剖视轴测图;
25.图5为图4的正视图;
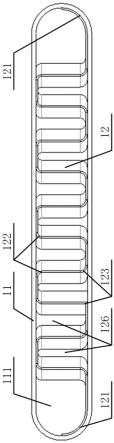
26.图6为图4中冷却管的轴测图;
27.图7为图6的左视图;
28.图8为图7中冷却管的管体结构示意图;
29.图9为图7中气侧翅片的结构示意图;
30.图10为图9的轴测图。
31.其中:
32.10-机壳;101-液冷腔;102-冷却主板;
33.11-管体;111-导流腔;112-气侧翅片;
34.12-气侧翅片;121-弹性翼片;122-上凸齿;123-下凸齿;124-顶部装配面;125-底部装配面;126-导气槽。
具体实施方式
35.本实用新型的核心是提供一种冷却管,该冷却管的气侧翅片与管体之间的焊接固定结构牢固可靠,不易出现虚焊现象,使得egr冷却器的组装结构可靠性得以相应提高,发动机总成的整体运行更加稳定可靠;同时,提供一种应用上述冷却管的egr冷却器。
36.为了使本技术领域的人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
37.请参考图4至图10。
38.在具体实施方式中,本实用新型所提供的冷却管,包括机壳10,机壳10内设置有若干管体11,机壳10的内壁与管体11的外壁间形成供冷却液通过的液冷腔101,还包括对位布置于各管体11的端部并将各管体11固定组装的冷却主板102,管体11的内部具有导流腔111,导流腔111内嵌装有气侧翅片12,导流腔111的两侧部的内壁的横截面为弧形面,气侧翅片12的两侧具有与导流腔111的两侧部的内壁对位贴合并焊接固定的弹性翼片121,弹性翼片121的横截面为弧形面。
39.其组装连接过程中,将气侧翅片12对位压入管体11的导流腔111内并嵌装到位,在此过程中,弹性翼片121受压产生适度的弹性形变,从而使弹性翼片121在弹性复位力的作
用下与导流腔111的两侧部的内壁充分贴合并可靠压紧,之后可利用压紧工装将管体11与气侧翅片12对位压合,并将带有弹性翼片121的气侧翅片12焊接固定于导流腔111内,弹性翼片121与导流腔111内壁的贴合适配结构为焊接固定作业提供了充足的装配空间和焊接面积,使得弹性翼片121与管体11之间可靠焊接固定,以此保证了气侧翅片12的两侧边缘部与管体11之间的可靠焊接固定,从而显著提高了气侧翅片12与管体11之间的焊接固定结构强度和可靠性,避免了虚焊现象的发生,并使所述egr冷却器的整体组装结构强度和可靠性得以相应提高,进而使得发动机总成的整体工作运行更加稳定可靠。
40.应当说明的是,实际应用中,气侧翅片12与其两侧的弹性翼片121一般为独立冲压成型的一体式结构件,以此保证气侧翅片12和弹性翼片121的结构强度及后续的焊接固定可靠性。当然,考虑到实际应用中的生产成本和不同工况下的组件生产需求,也可以采用大尺寸冲压成型后再按规格裁切,以得到气侧翅片12与弹性翼片121的一体式结构件,以此实现组件的批量生产。
41.进一步地,弹性翼片121的横截面的圆心角不大于180
°
。此圆心角的角度范围,能够使弹性翼片121形成半圆弧结构,使其在装配过程中的弹性形变效果更好,以免弹性翼片121的圆弧尺寸过大导致装配过程中发生结构卡滞或干涉,以此使其在装配过程中对位嵌入导流腔111时的操作更为便捷,嵌装到位后的弹性翼片121与导流腔111的两侧部内壁之间的贴合更加紧密充分,从而进一步优化弹性翼片121与管体11之间的焊接固定效果,并使所述冷却管的整体结构强度得以进一步提高。
42.在此基础上,弹性翼片121的弧面半径为r2,导流腔111的两侧部的内壁的弧面半径为r1,则r2=r1。等径结构有助于进一步优化弹性翼片121与导流腔111两侧部的内壁之间的对位适配效果,使二者的贴合更加充分可靠,以此进一步提高后续的焊接固定强度和组件结构可靠性。
43.更具体地,两弹性翼片121的外缘部的间距不小于导流腔111的两侧部的内壁的间距。也就是说,在气侧翅片12未与管体11实施组装之前的自然状态下,包含有两侧的弹性翼片121在内的气侧翅片12的整体宽度为l2,导流腔111的宽度为l1,则l2>l1,如此,可以在将气侧翅片12按压嵌入导流腔111后,使得弹性翼片121的弹性形变会形成向内的收拢,以便使气侧翅片12的整体宽度与导流腔111的宽度适配,便于嵌入。由此,可以使弹性翼片121在其自身的弹性复位力作用下充分压紧贴合于导流腔111的两侧部的内壁上,从而进一步提高气侧翅片12与管体11的装配强度,保证后续的焊接固定效果,避免发生虚焊现象。
44.此外,弹性翼片121的横截面的圆心角不小于90
°
。如此,能够保证弹性翼片121的弧形延展尺寸足够大,以免延展尺寸过小导致其弹性形变效果不佳,阻碍压紧工装的作业,给管体11和气侧翅片12的对位压紧和组装造成不便,进而影响最终的焊接固定效果。
45.另一方面,导流腔111的顶部内壁及底部内壁为平行设置的平面结构,气侧翅片12包括沿其长度方向延伸并沿其宽度方向平行布置的上凸齿122和下凸齿123,上凸齿122与下凸齿123沿气侧翅片12的宽度方向等距间隔布置;上凸齿122的顶部具有与导流腔111的顶部内壁对位贴合并焊接固定的顶部装配面124,下凸齿123的底部具有与导流腔111的底部内壁对位贴合并焊接固定的底部装配面125,上凸齿122与导流腔111的底部内壁之间、下凸齿123与导流腔111的顶部内壁之间间隙配合形成供气流通过的导气槽126。各凸齿与其对应的导流腔111内壁之间对位焊接,配合弹性翼片121与导流腔111两侧内壁之间的对位
焊接固定,能够实现对气侧翅片12主体结构的上、下及两侧的全方位可靠固定,从而充分保证气侧翅片12与管体11之间的装配强度,进一步避免虚焊等现象的发生,优化所述冷却管以及egr冷却器的整体组件结构可靠性,并使发动机总成的运行更加稳定可靠。
46.在具体实施方式中,本实用新型所提供的egr冷却器,包括机壳10,机壳10内设置有若干冷却管,机壳10的内壁与冷却管的管体11的外壁间形成供冷却液通过的液冷腔101,还包括对位布置于各冷却管的端部并将各冷却管固定组装的冷却主板102,该冷却管为如上文实施例中的冷却管。该egr冷却器的组装结构可靠性较高,能够使发动机的整体工作运行更加稳定可靠。
47.具体而言,冷却主板102与管体11之间、冷却主板102与机壳10之间螺栓连接或焊接固定。实际应用中,考虑到组件装配的实际效果,以及处于避免各适配件间发生结构干涉的需求,冷却主板102与管体11、机壳10之间以焊接固定为宜;若实际应用中有后续组件维护和更换的需求,则可以采用螺栓连接作为冷却主板102与管体11、机壳10之间的装配形式,以便依据工况需求对各部件实施便捷的拆卸和组装。
48.综上可知,本实用新型中提供的冷却管,其组装连接过程中,将气侧翅片对位压入管体的导流腔内并嵌装到位,在此过程中,弹性翼片受压产生适度的弹性形变,从而使弹性翼片在弹性复位力的作用下与导流腔的两侧部的内壁充分贴合并可靠压紧,之后可利用压紧工装将管体与气侧翅片对位压合,并将带有弹性翼片的气侧翅片焊接固定于导流腔内,弹性翼片与导流腔内壁的贴合适配结构为焊接固定作业提供了充足的装配空间和焊接面积,使得弹性翼片与管体之间可靠焊接固定,以此保证了气侧翅片的两侧边缘部与管体之间的可靠焊接固定,从而显著提高了气侧翅片与管体之间的焊接固定结构强度和可靠性,避免了虚焊现象的发生,并使所述egr冷却器的整体组装结构强度和可靠性得以相应提高,进而使得发动机总成的整体工作运行更加稳定可靠。
49.此外,本实用新型所提供的应用上述冷却管的egr冷却器,其组装结构可靠性较高,能够使发动机的整体工作运行更加稳定可靠。
50.以上对本实用新型所提供的冷却管以及应用该冷却管的egr冷却器进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1