用于介入式旋磨装置的驱动轴的制造方法及制造装置与流程
1.本发明涉及医疗器械技术领域,具体涉及一种用于介入式旋磨装置的驱动轴的制造方法及制造装置。
背景技术:
2.介入式医疗装置是现有医疗技术中常用的一种医疗仪器,如动脉粥样硬化等疾病,缺血性心脏病逐渐成为致死性较高的疾病之一,其病因主要为动脉粥样硬化:脂肪、纤维、钙质在血管壁上沉着形成斑块,阻碍了血液的正常流通,导致血管阻塞。现有技术中,常常采用介入球囊及支架治疗,将粥样硬化斑块推入血管壁内从而疏通血管、治疗缺血性心脏病以及周边动脉疾病。但对于严重钙化的病灶,以及特殊部位的病灶,如关节处,由于其内部空间太过狭窄,球囊及支架无法在钙化的血管中完全张开,难以达到理想的治疗效果。介于此,现有医疗技术中,提出了一种动脉旋磨术来移除严重钙化的斑块的临床方案,相应地出现了一种介入式旋磨装置,其驱动轴由柔性轴以及其上连接或者设置的旋磨头形成,手术时,将驱动轴伸入血管内,旋磨头通过旋转磨削斑块,以增加血管的有效空间。
3.对于在柔性轴的表面电镀旋磨层形成的旋磨头,现有的制造方法是先将磨粒直接放置于容纳有电镀液的电镀池中,然后将柔性轴放置在电镀液中进行电镀。然而,这种方法,由于柔性轴的表面比较粗糙,磨粒与柔性轴直接贴合,形成的旋磨层的可靠性较低;有的方法中,为了提高磨粒与柔性轴的连接可靠性,会增加旋磨层的厚度,而此时磨粒是分布于整个旋磨层的厚度,但是实际起作用的磨粒仅仅为在表面的磨粒,无疑会浪费磨粒,增加制造成本。且这种方法,由于电镀池相对于柔性轴的直径来说经常很大,为了保证电镀在柔性轴上的磨粒密度和均匀性,常常需要在电镀池中加入大量的磨粒,而实际电镀在柔性轴的磨粒又很少,且电镀完成后电镀液中的磨粒很难甚至基本无法回收,因此造成磨粒的大量浪费,增加制造成本;且磨粒直接电镀在柔性轴上,可靠性较低,降低了手术的安全性。
技术实现要素:
4.基于上述现状,本发明的主要目的在于提供一种用于介入式旋磨装置的驱动轴的制备方法及制备装置,以解决现有的制备方法中造成的磨粒浪费以磨粒与柔性轴连接的可靠性低等问题。
5.为实现上述目的,本发明采用的技术方案如下:
6.本发明的第一方面提供了一种用于介入式旋磨装置的驱动轴的制造方法,包括步骤:
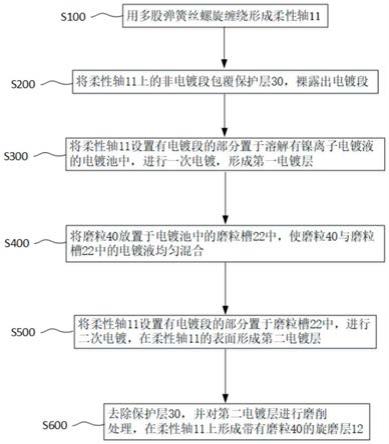
7.s100:采用多股弹簧丝螺旋缠绕形成柔性轴;
8.s200:将所述柔性轴上的非电镀段包覆保护层,裸露出电镀段;
9.s300:将所述柔性轴设置有所述电镀段的部分置于溶解有镍离子电镀液的电镀池中,进行一次电镀,形成第一电镀层;
10.s400:将磨粒放置于所述电镀池中的磨粒槽中,使磨粒与所述磨粒槽中的电镀液
均匀混合;
11.s500:将所述柔性轴设置有所述电镀段的部分置于所述磨粒槽中,进行二次电镀,在所述柔性轴的表面形成第二电镀层;
12.s600:去除所述保护层,并对所述第二电镀层进行磨削处理,在所述柔性轴上形成带有磨粒的旋磨层;
13.其中,所述磨粒槽的槽壁可供所述电镀液穿过并阻隔所述磨粒。
14.优选地,所述步骤s100包括步骤:
15.s110:采用多股弹簧丝螺旋缠绕形成线圈轴;
16.s120:在所述线圈轴的两端分别进行焊接,使两端的各弹簧丝相互连接在一起,形成所述柔性轴。
17.优选地,所述步骤s110包括步骤:
18.s111:使用一部分所述弹簧丝螺旋环绕,形成内层线圈组;
19.s112:使用另一部分所述弹簧丝螺旋环绕所述内层线圈组,形成外层线圈组,且所述外层线圈组的螺旋环绕方向与所述内层线圈组的螺旋环绕方向相反,所述内层线圈组和所述外层线圈组共同形成所述线圈轴。
20.优选地,所述步骤s110中,
21.同一层线圈组中,多股所述弹簧丝的端部均匀布置于同一圆周,然后按照预设螺距螺旋缠绕形成线圈组,其中,螺距等于该层的所述弹簧丝的股数与该层单股所述弹簧丝的直径的乘积。
22.优选地,所述步骤s300包括步骤:
23.s310:将所述柔性轴设置有所述电镀段的部分置于溶解有镍离子电镀液的电镀池中,进行一次电镀,形成第一毛坯镀层;
24.s320:对所述第一毛坯镀层进行抛光处理,形成所述第一电镀层;
25.其中,所述第一毛坯镀层的厚度为110~130um;所述第一电镀层的厚度为95~105um。
26.优选地,所述第二电镀层的厚度为150~220um;所述旋磨层的厚度为120~200um。
27.优选地,所述柔性轴具有多个间隔设置的所述电镀段;所述步骤s200包括:
28.将所述柔性轴上相邻两个所述电镀段之间的非电镀段、以及靠近最外侧的所述电镀段的非电镀段的部分区域包覆所述保护层,裸露出全部所述电镀段;
29.所述步骤s300和所述步骤s500均同时对全部所述电镀段进行电镀处理。
30.优选地,所述磨粒为金刚石磨粒或者cbn磨粒,粒径为10~50um,所述磨粒槽中磨粒的密度为2~3.2g/cm3。
31.本发明的第二方面提供了一种用于介入式旋磨装置的驱动轴的制造装置,可实现上述任一项所述的制造方法,所述驱动轴包括柔性轴和位于所述柔性轴上的旋磨层;所述制造装置包括电镀池、加热部件和磨粒槽,所述电镀池用于盛放电镀液;所述加热部件与所述电镀池的外表面贴合,以对所述电镀液进行加热;所述磨粒槽包括支撑框和过滤部件,所述过滤部件连接于所述支撑框,以形成容纳腔,用于容纳磨粒,其中,所述过滤部件能够供所述电镀液通过,并阻止所述磨粒通过。
32.优选地,所述过滤部件与所述支撑框为可拆卸连接,且所述过滤部件为过滤纸。
33.本发明的制造方法,先在柔性轴的表面电镀一层没有磨粒的镍镀层,即第一电镀层,然后再电镀一层带有磨粒的镍基体,即磨粒层,磨粒层与镍镀层共同形成第二电镀层。这种方法,一方面,在电镀磨粒之前,先电镀的镍镀层没有磨粒,通过镍镀层将柔性轴上不平的区域填充起来,因此第一电镀层与柔性轴的连接可靠性较高,而再在其上电镀有磨粒的磨粒层时,磨粒与镍镀层的连接会很牢固,因此,这种方法不需要增加旋磨层的厚度即能够提高旋磨层与柔性轴的连接可靠性;且磨粒仅仅分布于第二电镀层的表层,相较于磨粒分布于旋磨层的整个厚度,能够大大减少磨粒的使用量,节省制造成本。另一方面,这种方法,在电镀池中设置专门容纳磨粒的磨粒槽,电镀池中容纳有电镀液,磨粒槽中同时溶解有电镀液与磨粒,且电镀液可以在磨粒槽与电镀池中自由移动,而磨粒槽可以设置的较小,因此,分布于磨粒槽内的磨粒使用较少的量即可达到相同的磨粒密度,大大减少了磨粒的用量,能够进一步降低制造成本;且使用后磨粒槽中剩余的磨粒直接通过磨粒槽的过滤即可与电镀液分离,从而易于从较小的磨粒从磨粒槽中取出,能够便于磨粒的回收再利用。
34.本发明的其他有益效果,将在具体实施方式中通过具体技术特征和技术方案的介绍来阐述,本领域技术人员通过这些技术特征和技术方案的介绍,应能理解所述技术特征和技术方案带来的有益技术效果。
附图说明
35.以下将参照附图对本发明的优选实施方式进行描述。图中:
36.图1为本发明提供的制造方法制造的驱动轴的一种优选实施方式的结构示意图;
37.图2为本发明提供的制造方法的一种优选实施方式的流程图;
38.图3为本发明提供的制造装置的一种优选实施方式的结构示意图。
39.图中:
40.10、驱动轴;11、柔性轴;12、旋磨层;
41.20、制造装置;21、电镀池;22、磨粒槽;23、连接件;
42.30、保护层;
43.40、磨粒。
具体实施方式
44.以下基于实施例对本发明进行描述,但是本发明并不仅仅限于这些实施例。在下文对本发明的细节描述中,详尽描述了一些特定的细节部分,为了避免混淆本发明的实质,公知的方法、过程、流程、元件并没有详细叙述。
45.此外,本领域普通技术人员应当理解,在此提供的附图都是为了说明的目的,并且附图不一定是按比例绘制的。
46.除非上下文明确要求,否则整个说明书和权利要求书中的“包括”、“包含”等类似词语应当解释为包含的含义而不是排他或穷举的含义;也就是说,是“包括但不限于”的含义。
47.在本发明的描述中,需要理解的是,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
48.本发明提供了一种用于介入式旋磨装置的驱动轴的制造方法,介入式旋磨装置可以用于治疗心血管等疾病,进行动脉粥样硬化切除,介入式旋磨装置包括有驱动轴10,驱动轴10包括柔性轴11和设置于柔性轴11上的旋磨层12,如图1所示,柔性轴11由多股弹簧丝螺旋缠绕而成。旋磨层12可以设置有一个或者多个,均位于柔性轴11的一个端部区域,该端部区域在手术中会伸入血管内,通过柔性轴11的旋转带动旋磨层12对斑块进行磨削。其中,各旋磨层12环绕包覆柔性轴11的周向。
49.上述驱动轴的制造方法如图2所示,包括步骤:
50.s100:采用多股弹簧丝螺旋缠绕形成柔性轴11;
51.s200:将柔性轴11上的非电镀段包覆保护层30,裸露出电镀段,也就是说,上述柔性轴11包括对应形成旋磨层12的电镀段和不被旋磨层12包覆的非电镀段,用保护层30将非电镀段包裹起来,从而在后续电镀过程中使该区间与电镀液隔离,不会被电镀上镍基体或者磨粒40;
52.s300:将柔性轴11设置有电镀段的部分置于溶解有镍离子电镀液的电镀池中,进行一次电镀,形成第一电镀层,即不需要将整个柔性轴11全部放置于电镀池中,柔性轴11通常比较长,一般可大于1米以上,若将柔性轴11全部都放置于电镀液中,则电镀池的深度和电镀液的深度需要设置的比较大,且旋磨层12仅位于柔性轴11上的一小段,且位于端部区域,因此,仅将柔性轴11上设置有电镀段的部分放置于电镀液中即可,从而节省电镀液;
53.s400:将磨粒40放置于电镀池中的磨粒槽22中,使磨粒40与磨粒槽22中的电镀液均匀混合,也就是说,仅在磨粒槽22中放置磨粒40,可以通过搅拌等方式使磨粒40与磨粒槽22中的电镀液混合均匀,而磨粒槽22外的电镀液中是不混合磨粒40的;
54.s500:将柔性轴11设置有电镀段的部分置于磨粒槽22中,进行二次电镀,在柔性轴11的表面形成第二电镀层,即将步骤s200中放入电镀液中的部分放入磨粒槽22中,以在第一电镀层上电镀磨粒40,其中,第一电镀层表面形成的具有磨粒的镍基体可以记为磨粒层,即第二电镀层包括第一电镀层和磨粒层;
55.s600:去除保护层30,并对第二电镀层进行磨削处理,在所述柔性轴11上形成带有磨粒40的旋磨层,即电镀层与磨粒40牢固结合形成旋磨层12;对第二电镀层进行磨削处理能够去除未与电镀层结合牢固的磨粒40,防止磨粒40在工作过程中脱落,提高旋磨层12的使用安全性。
56.其中,磨粒槽22的槽壁可供电镀液穿过并阻隔磨粒,即磨粒40无法通过槽壁。
57.需要说明的是,上述各步骤并不一定按照上述排序执行,如步骤s400只要在步骤s500之前执行即可,并不限定于步骤s300与s500之间。
58.本发明还提供了一种用于介入式旋磨装置的驱动轴的制造装置20,其可以用于采用上述制造方法制造驱动轴10,如图3所示,制造装置20包括电镀池21、加热部件(图中未示出)和磨粒槽22,电镀池21用于盛放电镀液;加热部件与电镀池21的外表面贴合,以对电镀液进行加热;磨粒槽22包括支撑框和过滤部件,过滤部件连接于支撑框,以形成容纳腔,用于容纳磨粒40,其中,过滤部件能够供电镀液通过,并阻止磨粒40通过,即过滤部件上具有过滤孔,电镀液可以通过过滤孔在电镀池21(磨粒槽22外的区域)与磨粒槽22之间穿行。
59.上述制造方法和制造装置,先在柔性轴11的表面电镀一层没有磨粒40的镍镀层,即第一电镀层,然后再电镀一层带有磨粒40的镍基体,形成磨粒层(包括磨粒40和镍基体),
即第一电镀层与磨粒层共同形成第二电镀层。这种方法,一方面,在电镀磨粒40之前,先电镀一层镍镀层,该层没有磨粒40,通过镍镀层将柔性轴11上不平的区域填充起来,因此第一电镀层与柔性轴11的连接可靠性较高,之后再在其上电镀有磨粒40的磨粒层时,磨粒40与镍镀层的连接会很牢固,因此,这种方法不需要增加旋磨层12的厚度即能够提高旋磨层12与柔性轴11的连接可靠性;且磨粒40仅仅分布于第二电镀层的表层,即磨粒层,相较于磨粒40分布于旋磨层12的整个厚度,能够大大减少磨粒40的使用量,节省制造成本。进一步地,由于不需要增加旋磨层12的厚度,从而能够使形成的旋磨层12的外径小很多,如此,旋磨层12的体积和质量相对较小,在手术时,能够减少与血管的接触力,降低对血管的冲击;且这种小直径的旋磨层12,能够增加介入式旋磨装置应用的血管直径的范围。
60.另一方面,这种方法,在电镀池21中设置专门容纳磨粒40的磨粒槽22,电镀池21中容纳有电镀液,磨粒槽22中同时溶解有电镀液与磨粒40,且电镀液可以在磨粒槽22与电镀池21中自由移动,而磨粒槽22可以设置的较小,其远小于电镀池21,因此,分布于磨粒槽22内的磨粒40使用较少的量即可达到相同的磨粒密度,大大减少了磨粒40的用量,能够进一步降低制造成本;且使用后磨粒槽22中剩余的磨粒40直接通过磨粒槽22的过滤即可与电镀液分离,从而易于从较小的磨粒槽22中取出,能够便于磨粒40的回收再利用。另外,采用这种制造装置,步骤s300和步骤s500可以使用同一电镀池21,只需要在步骤s300时将柔性轴11放置于电镀池21的磨粒槽22之外的区域,在步骤s500时将柔性轴11放置于磨粒槽22内即可,如此,只需要同一个电镀池21即可完成上述电镀工艺,从而降低制造装置20的制造成本。
61.一种优选实施例中,上述步骤s100包括步骤:
62.s110:采用多股弹簧丝螺旋缠绕形成线圈轴;
63.s120:在线圈轴的两端分别进行焊接,使两端的各弹簧丝相互连接在一起,形成柔性轴。
64.也就是说,多股弹簧丝螺旋缠绕后增加焊接步骤,将线圈轴两端的弹簧丝焊接在一起,形成的柔性轴11在其两端各弹簧丝无法分离,紧固在一起,形成一个整体,从而防止驱动轴10在转动过程中,尤其是高速旋转或者反向旋转的过程中,各弹簧丝发生松散,影响扭矩的传递。
65.在有的实施例中,直接使用线圈轴进行电镀,为了防止驱动轴10旋转时各弹簧丝的松散,在线圈轴的端部会套设一个保护套,如此,旋磨层12则无法设置于柔性轴11的端部(端部需要留出与保护套连接),其与柔性轴11的端部至少会留有一个保护套的距离,在手术时,保护套会首先与斑块接触,其接触力较大。而采用本发明的制造方法,由于线圈轴的两端进行了焊接,从而省却了保护套,且采用这种方法制成的柔性轴11,不论旋磨层12设置有几个,均可以使其中一个旋磨层12位于柔性轴11的端部,以在柔性轴11与斑块接触的初期,能够通过旋磨层12的磨削作用减小柔性轴11与斑块的接触力,从而减轻对血管的冲击。
66.其中,柔性轴11可以为单层结构,也可以为多层结构,在柔性轴11为单层结构时,多股弹簧丝缠绕于同一圆柱面(在无内芯时,该圆柱面可能为一个虚拟的圆柱面)上;在柔性轴11为多层结构,如两层结构时,多股弹簧丝分为两组,每组弹簧丝位于同一圆柱面上,且相邻两层紧密贴合,可以为过盈配合。具体地,在为两层结构时,步骤s110包括步骤:
67.s111:使用一部分弹簧丝螺旋环绕,形成内层线圈组;
68.s112:使用另一部分弹簧丝螺旋环绕内层线圈组,形成外层线圈组,且外层线圈组的螺旋环绕方向与内层线圈组的螺旋环绕方向相反,内层线圈组和外层线圈组共同形成线圈轴。
69.也就是说,先使用其中一组弹簧丝绕同一圆柱面形成内层线圈组,然后再以内层线圈组作为内芯,使用另一组弹簧丝绕内层线圈组的外圆柱面螺旋缠绕,形成外层线圈组。如此,通过使用双层结构,驱动轴10既能够正向转动,也能够反向转动,内外层的弹簧丝相互作用,能够很好地防止柔性轴11发生松散;且采用这种双层反向的结构,相对三层环绕的结构,既能够提高柔性轴11的柔软性,又能够保证扭矩的传递,而且整个柔性轴11的直径也不会太大,有利于在血管内的运动。
70.具体地,不论多股线圈组形成几层,各层线圈组均优选采用下述步骤形成,为了表述方便,内层线圈组和外层线圈组均称为线圈组,则上述步骤s110中,同一层线圈组中,多股弹簧丝的端部均匀布置于同一圆周(即位于该层的圆柱面的端面圆周上),然后按照预设螺距螺旋缠绕形成线圈组,其中,螺距等于该层的弹簧丝的股数与该层单股弹簧丝的直径的乘积,即在各层线圈组中,多个弹簧丝的起始端不是并排贴合布置的,而是间隔一定角度均布于同一圆周的,如此能够提高各层线圈组的紧密度,更好地防止驱动轴10转动过程中各弹簧丝发生松散。
71.形成的柔性轴11的外径优选为0.6~0.8mm,如0.6mm、0.65mm、0.7mm、0.75mm、0.8mm,在设置有两层结构的实施例中,外层弹簧丝的直径大于或者等于内层弹簧丝的直径,具体地,优选外层弹簧丝的直径为0.1~0.15mm,如0.1mm、0.11mm、0.12mm、0.13mm、0.14mm、0.15mm等;内层弹簧丝的直径为0.05~0.1mm,0.05mm、0.06mm、0.08mm、0.09mm、1mm等。在设置有单层结构的实施例中,弹簧丝的直径为0.15~0.2mm,如0.15mm、0.16mm、0.17mm、0.18mm、0.19mm、0.2mm等。选用该范围的外层弹簧丝和内层弹簧丝绕制而成上述范围内的柔性轴11,能够更好地满足扭矩传递的刚度,又不至于刚性太强,且该柔性轴11仅占血管空间径向尺寸的不到四分之一,从而为旋磨层12提供足够的运动空间,因此,能够更好地保证旋磨层12在绕柔性轴11的轴线转动的过程中,形成沿着血管周向的公转运动,进而形成周向磨削。
72.各弹簧丝的材质为304不锈钢或者304v不锈钢,这种材质的不锈钢材料具有强度高、韧性好的特点,能够更好地实现扭矩的传递以及更有利于公转的形成。各弹簧丝可以为圆形截面的弹簧丝,也可以为其他截面形状的弹簧丝。
73.各层弹簧丝的股数可以为1~6股,在设置有两层结构时,两层的股数可以相等,也可以不相等,优选地,每层的股数选为3、4或者6股,以更好地实现各层线圈组的密布缠绕,以及相邻两层之间的紧密贴合。
74.其中,旋磨层12可以设置有一个、两个、三个或者更多个,优选地一种实施例中,旋磨层12沿柔性轴11的轴向间隔设置有两个或者三个,这些旋磨层12对于同一斑块进行磨削,从而形成柔性的旋磨结构。不论旋磨层12设置有几个,均同时对所有旋磨层12进行电镀,即本发明的一种优选实施例中,步骤s300和步骤s500均同时对全部电镀段进行电镀处理。采用这种方法,形成的驱动轴具有多个旋磨层12,在驱动轴10前进和后退中,能够使用不同和的旋磨层12进行磨削,因此,能够应用于更复杂的血管结构,例如三岔血管(通常是大直径和小直径血管相互交汇)处的斑块。
75.相应地,步骤s200包括:将柔性轴11上相邻两个电镀段之间的非电镀段、以及靠近最外侧的电镀段的非电镀段的部分区域包覆保护层30,裸露出全部电镀段;也就是说,步骤s200中不需要将非电镀段的区域都包覆起来,都包覆的话会浪费大量的保护层30,而采用本发明的包覆方法,仅将预放置于电镀液中的非电镀段的区域包裹起来即可,从而节省保护层30,同时能够提高制造效率。
76.考虑到在柔性轴11的表面比较粗糙,直接电镀形成镍基体后,整个镍基体的表面必然不会光滑,不利于后续磨粒层的形成,且会增加磨粒40的使用量,为此,本发明的一种优选实施例中,步骤s300包括步骤:
77.s310:将柔性轴11设置有电镀段的部分置于溶解有镍离子电镀液的电镀池21中,进行一次电镀,形成第一毛坯镀层;
78.s320:对第一毛坯镀层进行抛光处理,形成第一电镀层。
79.采用这种方法,通过抛光处理,使形成的第一电镀层的表面比较光滑,近似于圆柱面,从而在后续的磨粒层形成中,各处的磨粒层厚度比较均匀,既可以减少磨粒40的使用量,又有利于磨粒40与第一电镀层的连接可靠性。
80.其中,第一毛坯镀层的厚度为110~130um,如110um、112um、115um、118um、120um、122um、125um、128um、129um、130um等,采用该厚度,既不会形成太厚的镍基体,增加后续抛光的时间,又不会在将表面抛光呈圆柱面后使第一电镀层的厚度太薄。进一步地,第一电镀层的厚度为95~105um,如95um、98um、99um、100um、102um、104um、105um等,如此能够进一步减小整个旋磨层12的厚度,进而使旋磨层12的外径减小,从而使驱动轴10能够适应范围更广的血管。
81.第二电镀层的厚度为150~220um,如150um、152um、155um、158um、160um、165um、168um、172um、180um、185um、190um、195um、200um、202um、205um、208um、210um、213um、216um、220um等,采用该厚度,既不会形成太厚的镍基体(包括第一电镀层中的镍基体和磨粒层的镍基体),增加后续预磨削的时间,又不会使表面预磨削后形成的旋磨层12的厚度太薄降低磨粒40附着的可靠性。预磨削后的旋磨层12的厚度优选为120~200um,如120um、125um、130um、150um、160um、175um、185m、190um、195um、200um等,该旋磨层12的厚度适中,既能够适用直径范围更广的血管,又能够保证旋磨层12与柔性轴11之间的连接可靠性,进而提高手术的安全性。
82.具体地,制造的旋磨层12的外径优选为0.7~0.9mm,如0.7mm、0.75mm、0.8mm、0.85mm、0.9mm等,这种旋磨层12的外径较小,且厚度适中,既能够适用直径范围更广的血管,又能够保证旋磨层12与柔性轴11之间的连接可靠性,进而提高手术的安全性。各旋磨层12的长度为1.2-4mm,如1.2mm、1.5mm、1.8mm、2.0mm、2.3mm、2.5mm、2.8mm、3.0mm、3.2mm、3.5mm、3.9mm、4.0mm等。采用该尺寸的旋磨层12,各旋磨层12的长度合适,在磨削斑块时,在柔性轴11前进还是后退的时候,更易于灵活运动,提高磨削效率,尤其是在特殊结构的血管内运动时该效果表现的更为明显。进一步地,在设置有多个旋磨层12的实施例中,相邻两个旋磨层12之间的距离(指沿柔性轴11轴向的尺寸)为2~5mm,即相邻两个旋磨层12之间的间隙长度为2~5mm,如2mm、3mm、4mm、5mm等,如此设置之后,与上述旋磨层12优选的外径、长度等配合,使旋磨头的运动更为灵活,且磨削的磨屑能够更快的排入流动的血液中。
83.优选地,磨粒40为金刚石磨粒或者cbn磨粒,粒径为10~50um,如10um、12um、16um、
20um、25um、30um、35um、40um、45um、46um、50um等,一方面,采用该范围的参数,能够增加磨粒40与镍基体(包括第一电镀层的镍基体与磨粒层中的镍基体)的结合可靠性,且磨削力适中,不会对血管造成损伤,同时产生的磨屑基本在30um以下,易被血液带走以及人体吸收。另一方面,这种磨粒40的粒径较小,通过简单的搅拌操作即能够使磨粒槽22中的磨粒40紧密且均匀排列,从而使形成的旋磨层12的表面的磨粒更为均匀。
84.进一步地,为了提高磨削效果,磨粒40突出镍基体(包括第一电镀层中的镍基体与磨粒层中的镍基体)表面的高度为10~20um,如10um、12um、15um、16m、18um、19um、20um、等。
85.为了更好地使旋磨层12中的磨粒40均匀分布,磨粒槽22中磨粒40的密度为2~3.2g/cm3,如2g/cm3、2.2g/cm3、2.5g/cm3、2.8g/cm3、3.0g/cm3、3.1g/cm3、3.2g/cm3等,如此,使形成的旋磨层12中,磨粒40的表面密度为350~2000颗/平方毫米,如350颗/平方毫米、3535颗/平方毫米、600颗/平方毫米、800颗/平方毫米、1000颗/平方毫米、1350颗/平方毫米、1800颗/平方毫米、2000颗/平方毫米等,进而更好地提高旋磨效果。
86.上述步骤s100与步骤s200之间,还包括步骤
87.s700:使用碱性清洗剂清洗柔性轴11的表面,以将其表面上的油污等杂质去掉,从而使后续步骤中形成的第一电镀层与柔性轴11的连接可靠性更高。
88.其中,碱性清洗剂具体可以选用氢氧化钠溶液。
89.可以理解地,步骤s300之前还包括:配置电镀液,具体地,电镀液可以选用现有技术中镍镀层的常用电镀液配方,如包括165g/l的niso4、33g/l的nicl2、22g/l的h3bo3等,在电镀时,电镀电流选用0.015a,且电镀液温度保持在50~60℃,如50℃、52℃、55℃、58℃、60℃等。
90.保护层30具体可以选用防水胶带即可,也可以为其他保护材质,只要能够阻止非电镀段与电镀液接触即可。
91.其中,上述制造装置20中,过滤部件与支撑框可以为固定连接,一种实施例中,过滤部件与支撑框为可拆卸连接,二者可以为卡接、粘接等连接方式,或者支撑框上设置有挂钩等结构,过滤部件上设置有挂孔,过滤部件通过挂孔与挂钩的配合连接于支撑框上。采用这种可拆卸的结构,在电镀结束后,可以直接将过滤部件从支撑框上取下来,从而将过滤部件内的电镀液过滤出去,这样,过滤部件内只留下磨粒40,进而更有利于磨粒40的回收。且采用这种结构,在过滤部件被堵塞后,易于更换,从而降低整个制造装置的维修成本。
92.另一种实施例中,支撑框与电镀池21为可拆卸连接,如此,也能够方便磨粒40的回收,但是在过滤部件被堵塞后,只能将整个磨粒槽都进行更换。
93.本发明的一种优选实施例中,支撑框与电镀池固定连接,过滤部件与支撑框可拆卸连接,如此,能够既有利于磨粒40的回收,也能够进一步降低磨粒槽22更换的成本,且磨粒槽22与电镀池21的连接更可靠。
94.进一步地,优选过滤部件为过滤纸,以进一步降低过滤部件更换的成本。当然,过滤部件也可以为其他材质,如碳纤维过滤件。
95.如图3所示,制造装置20还可以包括连接件23,磨粒槽22通过连接件23与电镀池21连接,具体地,连接件23可以为连接杆,以将磨粒槽22支撑于电镀池21中。
96.加热板可以设置于电镀池21的下底面,也可以设置于电镀池的侧壁上。
97.在实际使用时,可以将整个磨粒槽22完全置于电镀液中,也可以仅部分置于电镀
液中,只要使磨粒槽22中的电镀液的深度能够没过全部电镀段即可。
98.可以理解地,制造装置还包括缠绕设备,其用于制造柔性轴11,缠绕设备的具体结构这里就不在赘述了,可以选用本领域常用的缠绕设备。
99.本领域的技术人员能够理解的是,在不冲突的前提下,上述各优选方案可以自由地组合、叠加。
100.应当理解,上述的实施方式仅是示例性的,而非限制性的,在不偏离本发明的基本原理的情况下,本领域的技术人员可以针对上述细节做出的各种明显的或等同的修改或替换,都将包含于本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1