用于在电解处理时保持工件的设备的制作方法
1.本发明涉及主要用于在容器中对尤其是金属工件进行阳极化处理并且/或者用于涂料涂覆的设备,其中,工件被悬挂在支撑框架上地被沉入到相应的浴液中。
背景技术:
2.这种设备是公知的。在最简单的情况下,根据de94 11 523u1,将待处理物或待处理的工件卡夹在支撑框架上,例如借助夹臂或卡钳卡夹铝轨。然后将具有夹臂和工件的支撑框架下降到具有电解质的阳极化处理槽中。在该阳极化处理槽中还布置了一个或多个阴极,从而可以经由工件和电解质形成闭合的电流回路。
3.这具有的缺点是,在阳极化处理时,在支撑框架和夹臂或卡钳上例如构成列不再能导电的层,例如氧化层。因此,必须定期对该框架进行酸洗。这不仅在技术上是不利的,而且在清除用于酸洗的化学品方面也带来环境技术上的问题。作为具有由铝制成的夹臂或卡钳的支撑框架的替选地,已经提供了由钛或钛合金制成的这样的支撑框架,这是因为该材料具有高程度的耐化学性。
4.在此的缺点还有较差的电导率(比铝低了15倍),从而迄今,钛阳极仅在较小的铝部件的情况下使用。另外的缺点在于,以不受控制的方式构建起接触桥,这将导致铝制待处理物中烧黑。接触电流易受波动的影响,导致无法精确限定通过阳极化处理产生的层的层厚度。
5.在根据de 101 45 554 c1的设备中使用了非常薄的且扁平的待处理物,为了将大量待处理物同时运输到电化学处理设施中,将这些待处理物悬挂并卡固在堆垛吊架上。卡夹通过具有卡夹装置的夹紧件来实现。由于装配耗费,使得这种悬挂方式非常耗费。
6.根据de 85 02 551 u提出了一种用于对金属部件进行电泳涂漆处理的接触钳。螺旋夹钳、曲杆钳或受螺旋压缩弹簧负载的活节支腿钳是已公知的。但是,它们的能运动的部分很快被涂料堵塞,并且构建起来也很复杂。因此,提出了一种具有两个钳支腿的接触钳,它们通过呈u形的板簧弹性连接。在一个钳支腿上在钳支腿的内侧与板簧之间紧固有导体板条。该导体板条在另一端部上能与联接电缆连接。该接触钳仅具有较小的夹紧区域和较低的挤压力,并且因此仅适用于小型工件。
7.根据申请人的ep 1 889 951 b1提出了一种用于电化学处理薄的待处理物的设备和方法,其不再需要连续清洁支撑框架和卡具,以及能够实现更好地将电流从卡具传输向工件。为此,卡具的卡钳由钛制成,并且表面设计有隆起部。此外,在工件与卡钳之间布置有由铝制成的中间件,这些中间件形成磨损部件并改善电流传输。
8.根据de 12 41 887 b提出了一种用于在商品载体单元与电镀设施的容器边缘之间建立电连接的设备。作为现有技术地,描述了商品载体单元具有呈楔形的轨道,以用于放置到容器的边缘上,该呈楔形的轨道嵌入到容器上的呈v形的接触体中。作为另外的变型方案,描述了接触金属箍之间的闸刀式接触部。但是,这些变型方案却不能够在工件较大的情况下实现足够的通过电流。为了改善电流传输提出的是,在接触轨的侧面上布置有弹簧加
载的楔形件,以便提高表面压力。
9.这种用于产生足够的接触压力的解决方案是相对高花费的并且需要经常进行维护。该变型方案不太适用于在大量工件与商品载体之间建立电连接,这是因为在此接触区域下降到浸浴浴液中。在此,设备的该部分也将暴露于电镀过程中,并且在每次浸浴后都必须进行清洁。
技术实现要素:
10.本发明的任务是,在用于在具有阳极化处理浴或涂料涂覆浴的容器中对金属工件进行电解处理的设备中提出了一种支撑框架,该支撑框架具有用于工件的支撑臂,借助这些支撑臂能够实现与工件的安全的、能快速固定的和能拆卸的连接,并且同时确保了从支撑臂到工件的经限定的且安全的电流传输。
11.该任务利用权利要求1的特征来解决。有利的设计方案是从属权利要求的主题。
12.在用于在具有阳极化处理浴或涂料涂覆浴的至少一个容器中进行电解处理时保持工件的设备中,该设备至少具有一个或多个能升降的框架支柱,该框架支柱具有在高度上成对地布置在框架支柱上的支撑臂,在支撑臂之间分别能夹紧工件,并且其中,经由框架支柱和支撑臂实现对工件的供电,根据本发明设置的是,每个支撑臂对的第一支撑臂都具有弯折的区段或成形件,利用它们通过搭接能固定工件的边缘,并且第二支撑臂钳口状具有内钳口侧边和外钳口侧边并且以朝第一支撑臂的方向指向的方式曲拐地构造,以用于容纳工件的另外的边缘,并且钳口开口设计成使得内钳口侧边在工件夹紧在支撑臂之间的情况下将压力施加到工件上。
13.在该实施方案中,因此附加地通过内钳口侧边实现电流输送,该内钳口侧边优选提供了3至8kg/mm2、优选在5kg/mm2左右的接触压力,从而阻碍了(线或点的)接触面的氧化。在这样的实施方案中已被证实有用的是,为了阳极化处理或涂料涂覆,支撑臂、弯折的区段、成形件和钳口侧边由钛制成。
14.为了阻碍粗糙的钛表面的氧化,一个设计方案设置的是,框架支柱、支撑臂、弯折的区段、成形件和钳口侧边具有pvc涂覆部,其中,至少与工件的接触部位除外。
15.更有利的是,由于240℃的更高的耐热性而实施有pfa涂覆部(全氟烷氧基聚合物),其中,至少与工件的接触部位除外。利用更高的耐温性为例如诸如在230℃下进行的烧黑的方法步骤提供了条件,而无需替换工件载体,这大大提高了设施的生产率。
16.在优选的实施方案中,内钳口侧边探伸超过外钳口侧边,其中,内钳口侧边以钝角α指向钳口开口。
17.为了在夹紧工件时实现支撑臂的最佳弹簧作用,第一支撑臂比第二支撑臂实施得更长,为此,第一支撑臂呈弓形地和/或弯折地实施或具有螺旋形的区段。以该方式,使得尽管支撑臂的弹簧弹性不同,但是仍可以限制框架支柱与工件的空间上的延展度。
18.在该意义下起作用的是,第一支撑臂在框架支柱上的紧固部布置在框架支柱的与要通过支撑臂容纳的工件相背的侧上。优选地,支撑臂具有圆形的横截面,该横截面在与工件的接触部位的区域内具有平坦的面或者转变成矩形的横截面,从而使得接触部位呈线状延伸。当横截面中的所要传输的电流的接触部的数量足够多时,则接触部位也可以呈点状地实施。
19.此外,成形件具有切口,优选具有呈v形或梯形的凹部,以用于容纳工件的边缘。然而也可能的是,成形件匹配于工件上的紧固部位。
20.成对的支撑臂在框架支柱上相背地布置,其中,框架支柱可以通过框彼此间隔开并且并排定位。
附图说明
21.参考附图阐述本发明。其中:
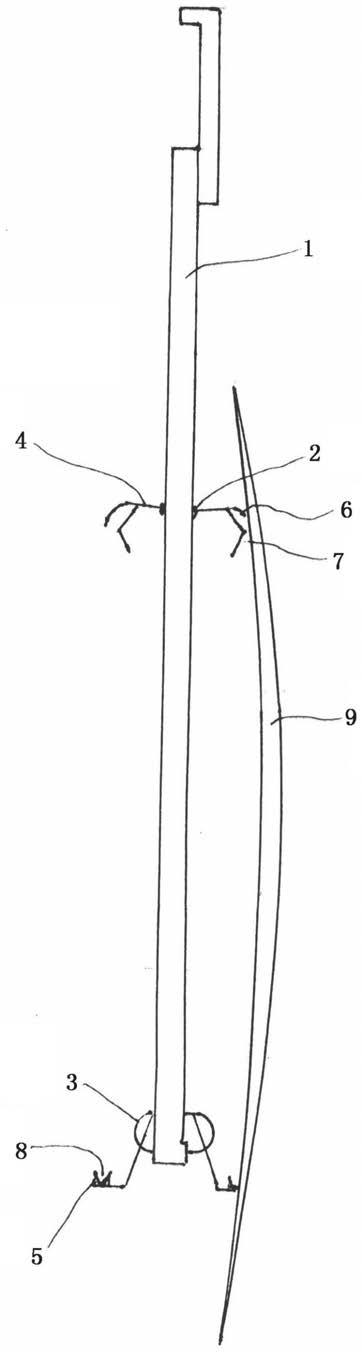
22.图1示出具有工件的框架支柱;
23.图2示出呈钳口状构成的支撑臂的布置方式;
24.图3示出呈钳口状的支撑臂;并且
25.图4示出具有成形件的支撑臂。
具体实施方式
26.图1示出了用于在具有阳极化处理浴和/或涂料涂覆浴的容器中进行电解处理时保持工件保持的设备,该设备具有能升降的框架支柱1。在框架支柱1上相背地在高度上成对地布置有支撑臂3、4,在它们之间分别能夹紧有工件9。在此,工件9以乘用车辆车顶行李架的形式示出。
27.每个支撑臂对的靠下的支撑臂3都呈弓形并且弯折地构成,其在远离框架支柱1的端部上具有成形件5,利用该成形件能固定工件9的边缘。
28.靠上的第二支撑臂4钳口状地具有内钳口侧边7和外钳口侧边6并且以朝第一支撑臂3的方向指向的方式曲拐地构造,以用于容纳工件9的另外的边缘,其中,钳口开口设计成使得内钳口侧边7在工件9夹紧在支撑臂3、4之间的情况下将压力施加到工件9上。
29.支撑臂3、4、弯折的区段、成形件5和钳口侧边6、7由钛制成,以用于阳极化处理或用于涂料涂覆,并具有pfa涂覆部(全氟烷氧基聚合物),以便使粗糙的钛表面平滑,其中,至少与工件9的接触部位除外。使用钛具有的优点是,例如与铝相比支撑臂3、4的弹簧稳定性维持明显更长的持续时间。
30.从图1中可见,靠下的支撑臂3相比于靠上的第二支撑臂4具有更长的长度,为此,该靠下的支撑臂呈弓形且弯折地实施。此外,靠下的支撑臂3在框架支柱1上的紧固部布置在框架支柱1的与要通过支撑臂3容纳的工件9相背的一侧上。
31.以该方式,使得在支撑臂之间在没有更大的空间延展度的情况下实现不同的弹簧刚度,也就是说,靠下的支撑臂3更具弹性或只有它具有弹性,而靠上的支撑臂4基本上是刚性的。以该方式,可以相对精确地将边缘压力设定在3至8kg/mm2之间,优选在5kg/mm2左右,这阻碍了氧化并且因此阻碍了不连续的电流输送。
32.在支撑臂3、4的该实施方案中,附加地通过支撑臂4的钳口状构造实现向工件9的电流输送。
33.如果将工件9挂入到支撑臂4的钳口中并朝框架支柱1的方向运动直到也经由支撑臂3建立了与工件9的连接,则发生了工件9与钳口侧边6、7的压紧,其中,内钳口侧边7由于其长度和钝角α而挤压到工件9上。
34.在此,钳口侧边6、7的几何形状设计成使得作用到工件9上的压力在3至8kg/mm2之
间,优选是5kg/mm2。
35.支撑臂3、4优选具有圆形的横截面,该圆形的横截面在与工件9的接触部位的区域中具有平坦的面,或者转变成矩形的横截面,从而使得接触部位呈线状地延伸,其中,当横截面中的所要传输的电流的接触部的数量足够多时,则点接触部也足矣。
36.图2以放大图示出了具有钳口状的开口的靠上的支撑臂4的作用方式。
37.支撑臂4利用弯折的外钳口侧边6搭接工件9的边缘,在此是内部构型边缘,从而使工件9的边缘位于两个钳口侧边6、7之间。由于内钳口侧边7更长并且以钝角α指向钳口开口,所以工件9朝框架支柱1的方向的运动导致在钳口侧边7与工件9之间构建起压力,而钳口侧边6用作支持或配对支承。
38.与支撑臂3一样,支撑臂4优选布置在框架支柱1的容纳部2中。
39.图3仅示出了具有钳口侧边6、7的支撑臂4。
40.图4示出了靠下的支撑臂3,其由于其呈弓形的和弯折的形状而具有比支撑臂4更长的长度,并且由此具有更大的弹簧弹性。
41.附图标记列表
[0042]1ꢀꢀꢀꢀꢀꢀꢀ
框架支柱
[0043]2ꢀꢀꢀꢀꢀꢀꢀ
在框架支柱上的用于支撑臂的容纳部
[0044]3ꢀꢀꢀꢀꢀꢀꢀ
第一支撑臂
[0045]4ꢀꢀꢀꢀꢀꢀꢀ
第二支撑臂
[0046]5ꢀꢀꢀꢀꢀꢀꢀ
成形件
[0047]6ꢀꢀꢀꢀꢀꢀꢀ
外钳口侧边
[0048]7ꢀꢀꢀꢀꢀꢀꢀ
内钳口侧边
[0049]8ꢀꢀꢀꢀꢀꢀꢀ
成形件汇总的呈v形或梯形的凹部
[0050]9ꢀꢀꢀꢀꢀꢀꢀ
工件
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1