黑色医疗器械及其制造方法与流程
1.本发明涉及黑色医疗器械以及制造这种医疗器械的方法。
背景技术:
2.外科手术等使用的刀具和缝合针这种不锈钢制医疗器械有时会因为光的反射而难以看清手术部位,因此有时使用表面染成黑色的器械。
3.作为一般的金属染黑方法,已知有使用硫酸-铬酸水溶液的浸渍着色方法,但存在废液处理造成的环境负担问题,还存在着色时间长的缺点,因此不适合作为医疗器械的染黑方法。另外,对于其它染黑方法,为了可用于医疗器械,必需是可确保对生物体安全的方法,因此应当避免添加重金属这样的方法。
4.因此,针对医疗器械的使用例并不多,作为被认可对生物体安全的染黑方法,认为可以使用脉冲电解法(例如参照专利文献1、2)。脉冲电解法是将不锈钢等金属浸渍于硫酸水溶液等电解溶液中,通过施加脉冲电压(pulse potential)在金属表面形成着色的钝化膜的方法。这种着色方法是通过在金属表面形成被膜来促进着色,因此只要不使用有害金属,就不会对生物体造成特别的危险。
5.但是在脉冲电解法中,金属表面的颜色随着脉冲电压施加时间的增加而变化,直到可认定为达到黑色为止,通常需要180分钟左右的时间。因此,仅采用脉冲电解法对医疗器械进行染黑时,难以解决制造时间长的问题。现有技术文献专利文献
6.专利文献1:日本特开平2-107798号公报专利文献2:日本特开2013-241664号公报专利文献3:日本特开2012-50477号公报
技术实现要素:
(发明要解决的课题)
7.鉴于上述实际情况,本发明的目的在于提供一种可缩短脉冲电压的施加时间并且对生物体安全的黑色医疗器械的制造方法,以及采用该方法制造的黑色医疗器。(用于解决课题的技术手段)
8.本发明的黑色医疗器械的制造方法包括:浸渍于电解水溶液中的不锈钢制医疗器械作为一个电极,施加40分钟以上且90分钟以下的矩形波脉冲电压使医疗器械的表面形成着色的钝化膜(脉冲电解法)的工序;以及施加脉冲电压后对医疗器械涂布有机硅的工序。
9.这里,电解水溶液为3mol/l以上且为5mol/l以下的硫酸水溶液,脉冲电压优选正电压为1.2v以上且为1.3v以下,负电压为-0.6以上且为-0.3v以下,频率为1hz以上且为5hz以下。
10.另外,可以在进行对施加脉冲电压后的医疗器械的一部分实施养护的工序后,进
行涂布有机硅的工序。此外,医疗器械为缝合针,该缝合针具有距离端面所期望深度的盲孔,所养护的一部分可以是盲孔的内表面部分和外表面部分。
11.另外,本发明的黑色医疗器械是在不锈钢制医疗器械的表面形成不含有环境管制物质的钝化膜,该钝化膜的表面涂覆有光学调整层。
12.这里,钝化膜中不含有的环境管制物质可以是六价铬、铬酸化合物、氰或铅。另外,医疗器械可以是缝合针,光学调整层可以是有机硅。(发明效果)
13.根据本发明,可起到能够缩短制造时间来生产对生物体安全的黑色医疗器械的效果。另外,可实现通过不含环境管制物质的钝化膜和光学调整层使医疗器械的表面成为黑色,提供对生物体安全的黑色医疗器械。附图简单说明
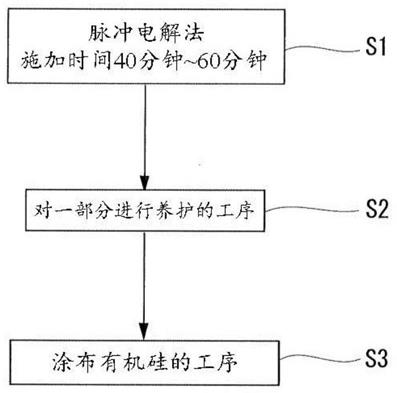
14.图1是黑色医疗器械的制造流程图。图2是脉冲电压的波形说明图。图3是缝合针的立体图。
具体实施方式
15.以下参照附图说明本发明的实施方式。图1是黑色医疗器械的制造流程图。
16.本发明的黑色医疗器械的制造方法大体如下:通过实施对浸渍于电解水溶液中的医疗用器械施加矩形波脉冲电压的(脉冲电解法)工序s1,在医疗器械表面形成着色成深棕色至蓝色的钝化膜,其后实施对该医疗器械涂布有机硅等形成光学调整层的工序s3。这里,医疗器械具体而言是指刀具、缝合针、插管等不锈钢制的器械。另外,在涂布有机硅等之前,有时也实施对医疗用器械的一部分进行养护的工序s2。
17.脉冲电解法s1是将浸渍于电解水溶液中的不锈钢制的医疗器械作为一个电极施加40分钟以上且90分钟以下的矩形波脉冲电压,在医疗器械表面形成着色的钝化膜的工序。钝化膜不含有环境管制物质。具体而言,作为钝化膜,不含有六价铬、铬酸化合物、氰或铅之类的环境管制物质,因此对生物体的安全性高。
18.作为电解水溶液,可使用硫酸水溶液、硝酸水溶液或磷酸水溶液等。若为硫酸水溶液,则浓度为3mol/l以上且为5mol/l以下,优选为5mol/l。另外,电解水溶液的温度为60℃以上且为80℃以下,优选为70℃。
19.图2是脉冲电压的波形说明图。横轴表示脉冲电压的施加时间(秒),纵轴表示相对于参比电极的电压(v)。脉冲电压的波形是每经过规定时间分别重复一次相对于参比电极的阳极脉冲电压e+和阴极脉冲电压e-的矩形波。这里,脉冲电压的脉冲周期1/t为1hz以上且为5hz以下,优选为2hz或3hz左右。另外,阳极脉冲电压e+为1.2v以上且为1.3v以下,优选为1.25v,阴极脉冲电压e-为-0.6v以上且为-0.3v以下,优选为-0.5v。
20.在这样的条件下实施脉冲电解法后,在不锈钢制的医疗器械的表面形成了着色的钝化膜,该钝化膜的颜色随着脉冲电压施加时间的增加而变化。具体而言,施加10分钟为金色,施加20分钟为褐色,施加40分钟为深棕色,施加60分钟为红紫色,施加90分钟为蓝色,施加120分钟为黄色,施加180分钟为黑色。其后,进行对施加脉冲电压而着色的医疗器械涂布有机硅等的工序s3。
21.将医疗器械制成黑色时,通常考虑在施加180分钟脉冲电压将医疗器械染成黑色后涂布有机硅。然而在本发明中,以40分钟以上且90分钟以下结束脉冲电压的施加,对形成有深棕色至蓝色的钝化膜的医疗器械涂布有机硅等。有机硅为无色,但通过在着色的钝化膜表面上形成有机硅等光学调整层,可吸收光,从而医疗器械呈现黑色。
22.有机硅的涂布方法没有特别限定,例如可以是使用喷雾在医疗器械表面喷洒液体有机硅的方法(例如参照专利文献3)、也可以是在有机硅液中浸渍医疗器械的方法。这样通过在医疗用器械表面实施有机硅涂覆,医疗用器械为刀具时可减小切开阻力,为缝合针时可减小刺穿抵抗。换言之,用于形成光学调整层的材料也可以是有机硅以外的材料,但若考虑可减小阻力这样的特征,则最优选为有机硅。
23.另外,可以在实施对施加脉冲电压后的医疗器械的一部分进行养护的工序s2后,进行涂布有机硅等的工序s3。换言之,实施了养护的部分由于不涂布有机硅所以成为与黑色不同的颜色(例如蓝色),这样能够将涂布了有机硅的部分与未涂布有机硅的部分区别开。因此能够判断出是否适当地进行了有机硅涂覆,此外,在使用医疗器械时,例如连续用刀具切开或用缝合针刺穿时,能够容易地判断出有机硅是否剥落。
24.另外,当医疗器械为将缝合线安装于盲孔的缝合针时,可以对盲孔的内表面部分和外表面部分实施养护。图3是缝合针的立体图。这样的缝合针10是将缝合线20插入盲孔13并通过紧固来进行缝合线20的安装的。换言之,若盲孔13的内表面部分涂布有有机硅,则会发生缝合线20容易脱落这样的不良情况。另外,若盲孔13的外表面部分12涂布有有机硅,则用于紧固的模具上会附着有机硅,所以需要擦拭操作等。因此,优选对距离缝合针10的端面与盲孔13的深度l0相当的紧固部12实施养护而不涂布有机硅。(符号说明)
25.10 缝合针11 有机硅塗布部12 紧固部13 盲孔20 缝合线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1