一种具有撕边在线收卷装置的生箔机的制作方法
1.本发明涉及一种生箔机,更具体地说,尤其涉及一种具有撕边在线收卷装置的生箔机。
背景技术:
2.电解铜箔的生箔工序中,要将电沉积在阴极辊上的铜箔剥离下来形成产品。在剥离过程中,由于各种原因如工艺、环境、设备等,有可能产生边上的铜箔粘在阴极辊上无法剥离进而造成撕边的现象。如果撕边现象未能及时发现,将造成撕边口越来越大,甚至断箔。同时,若撕边的铜箔经过阴极辊从另一端进入阳极槽,会使阴极辊受电击而损伤,造成停止维修的重大事故。目前的操作方式,是由专人检查铜箔剥离过程。一旦出现撕边情况,则减低阴极辊速度,同时后续表面处理生产线同时停机。因为后续表面处理生产线,铜箔需要经过多道位于液体下面的导向辊,如果不停机,一旦铜箔后端经过位于液体下面的导向辊,则后续复工将变得非常困难且时间非常久。
3.针对撕边的处理,首先由技术人员对撕边粘附在阴极辊上的铜箔进行人工剥离,然后将剥离出来的铜箔进行手动收卷,同时朝后续表面处理生产线牵引,在牵引过程中,需要经过剥离辊侧边的导向辊等部件,牵引至后续表面处理生产线后,再与位于表面处理生产线上的铜箔后端进行粘接接驳,最后再重启设备进行工作。该处理方式,至少需要两至三名技术人员配合,不仅占用人力,而且工作强度高,还要求技术人员操作熟练程度高,配合默契,否则报废的铜箔会成倍地增加,既增加生产成本,又不利于后期对成品的收卷分切处理。
技术实现要素:
4.本发明的目的在于针对上述现有技术的不足,提供一种结构巧妙、使用方便且效果良好的具有撕边在线收卷装置的生箔机。
5.本发明的技术方案是这样实现的:一种具有撕边在线收卷装置的生箔机,包括相互配合的阳极槽和阴极辊,在阴极辊出箔端上侧设置有剥离辊,所述剥离辊侧边的阴极槽上端设置有支架,在支架上设置支座,在支座上连接有升降式真空吸箔机构。
6.初始状态下,升降式真空吸箔机构位于阴极辊上端与剥离辊之间,当铜箔在剥离过程中出现撕边时,升降式真空吸箔机构延迟若干秒后下降并吸附阴极辊上的铜箔,当完成铜箔吸附后再旋转进行收卷暂存。
7.上述的一种具有撕边在线收卷装置的生箔机中,所述升降式真空吸箔机构包括设置在支座上的第一升降驱动机构,所述第一升降驱动机构的升降端连接有安装架,在安装架上通过轴承转动连接有真空管,所述真空管的长度与阴极辊上铜箔的宽幅相适应。
8.在安装架上设置有与真空管联动的旋转驱动组件;在真空管上沿周向分布有若干组真空吸附组件,各组真空吸附组件沿真空管长度方向设置。
9.所述真空吸附组件由沿真空管长度方向间隔均布的若干个真空吸盘组构成,各真
空吸盘组由与真空管导通连接的连接管、导通连接在连接管自由端且呈e形的布气管及连接在布气管各自由端的真空吸盘构成;当真空管旋转至某组真空吸附组件与阴极辊相对时,各真空吸盘组上的真空吸盘在初始状态下的吸附端面呈弧形且该弧形所在圆与对应阴极辊外圆大小相同。
10.上述的一种具有撕边在线收卷装置的生箔机中,所述第一升降驱动机构包括沿竖向设置在支座上的第一升降气缸,第一升降气缸活塞杆自由端穿过支座与安装架连接;在第一升降气缸两边的支座和安装架之间设置有导向组件,所述导向组件由相配合导向杆和导向套组成。
11.所述旋转驱动组件由固定在安装架上旋转座和设置在旋转座上的第一伺服电机组成;所述第一伺服电机通过联轴器与真空管的转轴连接联动;在真空管上均布有与真空吸附组件数量一一对应的感应片,在安装架上设置有与感应片相配合的光电传感器;当光电传感器检测到感应片时,与感应片相对的真空吸附组件朝向阴极辊。
12.上述的一种具有撕边在线收卷装置的生箔机中,所述剥离辊远离阴辊极的一侧设置有导向辊,经过剥离辊剥离出来的铜箔经导向辊后进入后处理生产线;所述导向辊连接有第二升降驱动机构。
13.在支架上沿水平方向设置有导轨,导轨沿铜箔输出方向设置;所述支座活动设置在导轨上;在远离阴极辊一端的支架上设置有与支座相连接的水平驱动机构。
14.当铜箔在剥离过程中出现撕边时,第二升降驱动机构带动导向辊上升至导轨上方,当升降式真空吸箔机构完成铜箔吸附后,水平驱动机构牵引支座移动至靠近后处理生产线进料端的一侧,当水平驱动机构牵引到位后,第二升降驱动机构再带动导向辊下降至预定位置。
15.上述的一种具有撕边在线收卷装置的生箔机中,所述第二升降驱动机构由对称设置在支架上的两组升降组件构成,所述升降组件包括固定在支架上的立柱,在立柱上端沿水平方向固定连接有悬臂,在悬臂自由端固定连接有呈h形的第一安装座,在第一安装座上端凹槽内沿竖直方向设置有第二气缸,第二气缸活塞杆自由端穿过第一安装座并连接有安装侧板。
16.在第二气缸两侧的第一安装座上分别设置有导向孔,在导向孔内穿设有第一导向杆,第一导向杆下端与安装侧板固定连接。
17.生箔机正常工作时,第二气缸处于伸出状态,经剥离辊剥离的铜箔经导向辊导向后进入后处理生产线;当铜箔在剥离过程中出现撕边时,第二气缸收缩,使导向辊上升至导轨上方。
18.上述的一种具有撕边在线收卷装置的生箔机中,所述水平驱动机构包括沿水平方向设置在远离阴极辊一侧的支架上的水平气缸,水平气缸活塞杆自由端穿过支架并朝向阴极辊的方向,在水平气缸活塞杆自由端连接有电磁吸附头,在电磁吸附头前端粘贴有缓冲硅胶薄片,所述缓冲硅胶薄片的厚度为1
‑
1.5mm。
19.在支座上沿水平方向设置有与电磁吸附头相配合吸附的牵引连杆,所述生箔机正常工作时,牵引连杆自由端和电磁吸附头分别位于导向辊垂直投影区的两侧。
20.上述的一种具有撕边在线收卷装置的生箔机中,所述剥离辊侧边的阴极辊辊面上设置有隔离罩,隔离罩表面分布有若干导通隔离罩罩内的充气孔,充气孔通过连接管与外
部压缩氮气源连接。
21.隔离罩一端位于升降式真空吸箔机构垂直投影区域的侧边,另一端位于阳极槽开口部上侧。
22.在阴极辊沿宽度方向的两端对应的阳极槽开口部分别对称设置有连接隔离罩的升降平移机构,当铜箔在剥离过程中出现撕边时,升降平移机构首先带动隔离罩旋转预定角度,再朝远离阴极辊的方向平移预定距离后,升降平移机构带动隔离罩继续旋转至打开状态。
23.上述的一种具有撕边在线收卷装置的生箔机中,所述升降平移机构包括沿水平方向固定在阳极槽开口部的无杆气缸,在无杆气缸侧边的阳极槽侧边上设置有让位长孔,在让位长孔上方设置有呈h形的第二安装座,在第二安装座下端凹槽内沿竖直方向设置有第三气缸,第三气缸活塞杆自由端穿过第二安装座并与位于第二安装座上侧的l形连接块连接。
24.在第三气缸两侧的第二安装座上分别设置有导向孔,在导向孔内穿设有第二导向杆,第二导向杆上端与l形连接块固定连接;所述隔离罩与l形连接块连接。
25.上述的一种具有撕边在线收卷装置的生箔机中,所述所述隔离罩两端分别固定焊接有与l形连接块相对应的转轴,在l形连接块上设置有与转轴相配合的轴座;在转轴侧边的隔离罩上表面设置有手动操作手柄。
26.在隔离罩与l形连接块之间的转轴上固定连接有限位块,在靠近隔离罩一侧的l形连接块侧面上焊接有两个与限位块相配合的限位柱,所述限位柱分别位于转轴两侧。
27.当限位块与靠近阴极辊轴心的限位柱接触时,隔离罩罩在阴极辊表面,隔离罩四周与阴极辊之间形成1
‑
2mm的间隙;当限位块与远离阴极辊轴心的限位柱接触时,隔离罩处于打开状态。
28.上述的一种具有撕边在线收卷装置的生箔机中,所述真空管侧边的安装架上设有铜箔剪裁机构,所述铜箔剪裁机构包括设置在安装架上且与真空管相平行的剪切导杆和驱动丝杆,在驱动丝杆其中一端通过联轴器连接有第二伺服电机;在剪切导杆上活动连接有剪切座,所述剪切座与驱动丝杆螺纹连接;
29.在剪切座上设置有双杆气缸,双杆气缸活塞杆与剪切导杆相互垂直且自由端朝向真空管,在双杆气缸活塞杆自由端连接有裁刀座,在裁刀座前端外底部连接有与真空吸附组件上的铜箔相对的裁刀;
30.在剪切座上设置有与裁刀相配合的导向收纳槽;生箔机正常工作时,裁刀位于导向收纳槽内,当发生撕边,技术人员就位准备进行生箔机上的铜箔与后处理生产线上的铜箔进行接驳时,手动控制铜箔剪裁机构动作,驱动裁刀从导向收纳槽中伸出并对真空吸附组件与阴极辊上的铜箔进行裁断。
31.本发明采用上述结构后,通过在剥离辊和阴极辊上端之间设置真空吸箔机构,实现对铜箔的吸附剥离和旋转收纳,主要作用是避免长时间无人发现撕边而造成铜箔从阴极辊另一端进入阳极槽造成阴极辊的电击损伤。
附图说明
32.下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的
任何限制。
33.图1是本发明的结构示意图;
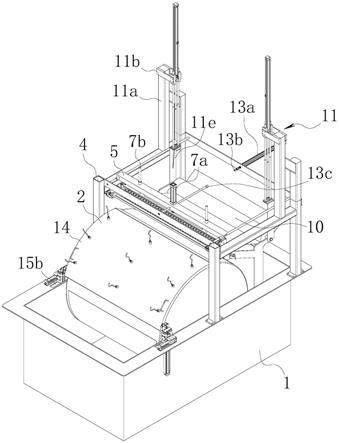
34.图2是图1的立体结构示意图;
35.图3是本发明第二升降驱动机构与导向辊的装配结构示意图;
36.图4是图3中a处的局部放大示意图;
37.图5是本发明隔离罩与升降平移机构的装配结构示意图;
38.图6是本发明升降平移机构的结构示意图;
39.图7是本发明真空吸附组件和铜箔剪裁机构的装配结构示意图;
40.图8是图7中b处的局部放大示意图;
41.图9是图7的侧视结构示意图。
42.图中:1、阳极槽;2、阴极辊;3、剥离辊;4、支架;5、支座;6、升降式真空吸箔机构;6a、安装架;6b、真空管;7、第一升降驱动机构;7a、第一升降气缸;7b、导向组件;8、旋转驱动组件;8a、旋转座;8b、第一伺服电机;8c、感应片;8d、光电传感器;9、真空吸附组件;9a、连接管;9b、布气管;9c、真空吸盘;10、导向辊;11、第二升降驱动机构;11a、立柱;11b、悬臂;11c、第一安装座;11d、第二气缸;11e、安装侧板;11f、第一导向杆;12、导轨;13、水平驱动机构;13a、水平气缸;13b、电磁吸附头;13c、牵引连杆;14、隔离罩;14a、充气孔;15、升降平移机构;15a、无杆气缸;15b、让位长孔;15c、第二安装座;15d、第三气缸;15e、l形连接块;15f、第二导向杆;15g、转轴;15h、轴座;15i、手动操作手柄;15j、限位块;15k、限位柱;16、铜箔剪裁机构;16a、剪切导杆;16b、驱动丝杆;16c、第二伺服电机;16d、剪切座;16e、双杆气缸;16f、裁刀座;16g、裁刀;16h、导向收纳槽。
具体实施方式
43.参阅图1至图9所示,本发明的一种具有撕边在线收卷装置的生箔机,包括相互配合的阳极槽1和阴极辊2,在阴极辊2出箔端上侧设置有剥离辊3,所述剥离辊3侧边的阴极槽上端设置有支架4,在支架4上设置支座5,在支座5上连接有升降式真空吸箔机构6。
44.初始状态下,升降式真空吸箔机构6位于阴极辊2上端与剥离辊3之间,当铜箔在剥离过程中出现撕边时,升降式真空吸箔机构6延迟若干秒后下降并吸附阴极辊上的铜箔,当完成铜箔吸附后再旋转进行收卷暂存。
45.在本实施例中,所述升降式真空吸箔机构6包括设置在支座5上的第一升降驱动机构7。所述第一升降驱动机构7的升降端连接有安装架6a,在安装架6a上通过轴承转动连接有真空管6b,所述真空管6b的长度与阴极辊2上铜箔的宽幅相适应,这样能够保证将阴极辊表面的铜箔均覆盖到。
46.在安装架6a上设置有与真空管6b联动的旋转驱动组件8;在真空管6b上沿周向分布有若干组真空吸附组件9,各组真空吸附组件9沿真空管6b长度方向设置。
47.所述真空吸附组件9由沿真空管6b长度方向间隔均布的若干个真空吸盘组构成,各真空吸盘组由与真空管6b导通连接的连接管9a、导通连接在连接管9a自由端且呈e形的布气管9b及连接在布气管9b各自由端的真空吸盘9c构成;当真空管6b旋转至某组真空吸附组件9与阴极辊2相对时,各真空吸盘组上的真空吸盘9c在初始状态下的吸附端面呈弧形且该弧形所在圆与对应阴极辊2外圆大小相同。
48.优选地,第一升降驱动机构7包括沿竖向设置在支座5上的第一升降气缸7a,第一升降气缸7a活塞杆自由端穿过支座5与安装架6a连接;在第一升降气缸7a两边的支座5和安装架6a之间设置有导向组件7b,所述导向组件7b由相配合导向杆和导向套组成。导向杆和导向套的安装位置可视具体情况互换。
49.同时,所述旋转驱动组件8由固定在安装架6a上旋转座8a和设置在旋转座8a上的第一伺服电机8b组成;所述第一伺服电机8b通过联轴器与真空管6b的转轴连接联动。在真空管6b上均布有与真空吸附组件9数量一一对应的感应片8c,在安装架6a上设置有与感应片8c相配合的光电传感器8d;当光电传感器8d检测到感应片8c时,与感应片8c相对的真空吸附组件9朝向阴极辊2。
50.采用独特的e形布气管,可以一次性覆盖阴极辊上较大的表面积同时又降低实际接触面积。既可保证将不规则的撕边铜箔均吸附剥离,又减少了后续的抛光时间。同时,旋转驱动组件带动真空管旋转,第一升降驱动机构带动安装架升降,在撕边后工作时,两者是相配合动作的,为进一步保证将阴极辊表面不规则的撕边铜箔均吸附剥离,在吸附剥离时,第一升降驱动机构会带动安装架慢速往复升降,该速度,依阴极辊的转速而定。在第一升降驱动机构下降至快到下限位时,此时光电传感器检测到感应片时即控制真空管停止旋转,其中一组真空吸附组件就刚好旋转至基本与阴极辊相对。这一配合,通过plc控制器或单边机进行控制,并根据旋转驱动组件的转速调整第一升降驱动机构的升降运动行程可以实现。这是本领域的公知常识,在此不再赘述。
51.进一步地,为提高撕边处理时的自动程度,在剥离辊3远离阴辊极的一侧设置有导向辊10,经过剥离辊剥离出来的铜箔经导向辊10后进入后处理生产线;所述导向辊10连接有第二升降驱动机构11。
52.在支架4上沿水平方向设置有导轨12,导轨12沿铜箔输出方向设置;所述支座5活动设置在导轨12上;在远离阴极辊2一端的支架4上设置有与支座5相连接的水平驱动机构13;
53.当铜箔在剥离过程中出现撕边时,第二升降驱动机构11带动导向辊10上升至导轨12上方,当升降式真空吸箔机构6完成铜箔吸附后,水平驱动机构13牵引支座5移动至靠近后处理生产线进料端的一侧,当水平驱动机构13牵引到位后,第二升降驱动机构11再带动导向辊10下降至预定位置。
54.参阅图2
‑
4所示,优选地,所述第二升降驱动机构11由对称设置在支架4上的两组升降组件构成,所述升降组件包括固定在支架4上的立柱11a,在立柱11a上端沿水平方向固定连接有悬臂11b,在悬臂11b自由端固定连接有呈h形的第一安装座11c,在第一安装座11c上端凹槽内沿竖直方向设置有第二气缸11d,第二气缸11d活塞杆自由端穿过第一安装座11c并连接有安装侧板11e。
55.在第二气缸11d两侧的第一安装座11c上分别设置有导向孔,在导向孔内穿设有第一导向杆11f,第一导向杆11f下端与安装侧板11e固定连接。
56.生箔机正常工作时,第二气缸11d处于伸出状态,经剥离辊剥离的铜箔经导向辊导向后进入后处理生产线;当铜箔在剥离过程中出现撕边时,第二气缸11d收缩,使导向辊10上升至导轨12上方。
57.优选地,所述水平驱动机构13包括沿水平方向设置在远离阴极辊2一侧的支架4上
的水平气缸13a,水平气缸13a活塞杆自由端穿过支架4并朝向阴极辊2的方向,在水平气缸13a活塞杆自由端连接有电磁吸附头13b,在电磁吸附头13b前端粘贴有缓冲硅胶薄片,所述缓冲硅胶薄片的厚度为1
‑
1.5mm;设置缓冲硅胶薄片,可避免接触时的硬碰撞同时可降低连接时的噪音。
58.在支座5上沿水平方向设置有与电磁吸附头13b相配合吸附的牵引连杆13c,所述生箔机正常工作时,牵引连杆13c自由端和电磁吸附头13b分别位于导向辊10垂直投影区的两侧。
59.在第二升降驱动机构中采用这种气缸上置结构,主要是为了避免与水平驱动机构的干涉。这种结构,当导向辊上移时,在水平驱动机构移动轨迹上即无干涉结构。同时,采用电磁吸附头和牵引连杆的可分离时结构,目的也是为了避免干涉导向辊的移动。
60.参阅图7
‑
9所示,进一步优选地,所述真空管6b侧边的安装架6a上设有铜箔剪裁机构16,所述铜箔剪裁机构16包括设置在安装架6a上且与真空管6b相平行的剪切导杆16a和驱动丝杆16b,在驱动丝杆16b其中一端通过联轴器连接有第二伺服电机16c;在剪切导杆16a上活动连接有剪切座16d,所述剪切座16d与驱动丝杆16b螺纹连接;
61.在剪切座16d上设置有双杆气缸16e,双杆气缸16e活塞杆与剪切导杆16a相互垂直且自由端朝向真空管6b,在双杆气缸16e活塞杆自由端连接有裁刀座16f,在裁刀座16f前端外底部连接有与真空吸附组件9上的铜箔相对的裁刀16g;
62.在剪切座16d上设置有与裁刀16g相配合的导向收纳槽16h;生箔机正常工作时,裁刀16g位于导向收纳槽16h内,当发生撕边,技术人员就位准备进行生箔机上的铜箔与后处理生产线上的铜箔进行接驳时,手动控制铜箔剪裁机构16动作,驱动裁刀16g从导向收纳槽16h中伸出并对真空吸附组件9与阴极辊2之间的铜箔进行裁断。
63.通过设置铜箔剪裁机构,可以实现对已收卷铜箔的切断,方便技术人员进行后续接驳。如果没有铜箔剪裁机构,就需要人工手动进行剪裁,由于铜箔宽幅较大,操作就会具有一定难度,且工作效率低。通过剪裁机构,可以方便快捷地实现剪裁。之所以采用人工手动控制剪裁。一是因为不确定技术人员何时能到位,二是由于剪裁频率非常低。因此采用人工手动控制的方式,性价比最高。
64.进一步优选地,为提高生箔机阴极辊的使用寿命,减少其接触空气的机率,降低表面氧化速率,在剥离辊3侧边的阴极辊2辊面上设置有隔离罩14,隔离罩14表面分布有若干导通隔离罩14罩内的充气孔14a,充气孔14a通过连接管与外部压缩氮气源连接。隔离罩尽可能覆盖阴极辊的裸露部位,同时持续充入预定量的氮气,使罩内氮气压力大于外部气压,氮气少量地从隔离罩四周溢出。再通过外部抽风系统抽至废气处理系统处理。这是现有技术,且非本发明所要保护的技术点,所以不再赘述。
65.隔离罩14一端位于升降式真空吸箔机构6垂直投影区域的侧边,另一端位于阳极槽1开口部上侧;这样可以尽可能覆盖裸露的阴极辊。
66.在阴极辊2沿宽度方向的两端对应的阳极槽1开口部分别对称设置有连接隔离罩14的升降平移机构15,当铜箔在剥离过程中出现撕边时,升降平移机构15首先带动隔离罩14旋转预定角度,再朝远离阴极辊2的方向平移预定距离后,升降平移机构15带动隔离罩14继续旋转至打开状态。
67.由于隔离罩上端覆盖范围朝过了阴极辊顶端,有一部分呈下弯状,而隔离罩离阴
极辊较近,因此在隔离罩开启时,需要先翻转一定角度,才能进行水平移动,避免与阴极辊碰撞。
68.参阅图6所示,在本实施例中,所述升降平移机构15包括沿水平方向固定在阳极槽1开口部的无杆气缸15a,在无杆气缸15a侧边的阳极槽1侧边上设置有让位长孔15b,在让位长孔15b上方设置有呈h形的第二安装座15c,在第二安装座15c下端凹槽内沿竖直方向设置有第三气缸15d,第三气缸15d活塞杆自由端穿过第二安装座15c并与位于第二安装座15c上侧的l形连接块15e连接。
69.在第三气缸15d两侧的第二安装座15c上分别设置有导向孔,在导向孔内穿设有第二导向杆15f,第二导向杆15f上端与l形连接块15e固定连接;所述隔离罩14与l形连接块15e连接。
70.进一步优选地,为便于操作,比如需要吊装阴极辊进行检修时,为避免隔离罩的干涉,如果采用平移,则需要平移较长的距离,而翻转的话,则比较快捷。在隔离罩14两端分别固定焊接有与l形连接块15e相对应的转轴15g,在l形连接块15e上设置有与转轴15g相配合的轴座15h;在转轴15g侧边的隔离罩14上表面设置有手动操作手柄15i。同样的,本实施例中隔离罩采用手动方式翻转,当然,可以连接伺服电机,实现自动化,这是本领域技术人员容易想到的等同替代方案。
71.在隔离罩14与l形连接块15e之间的转轴15g上固定连接有限位块15j,在靠近隔离罩14一侧的l形连接块15e侧面上焊接有两个与限位块15j相配合的限位柱15k,所述限位柱15k分别位于转轴15g两侧。
72.当限位块15j与靠近阴极辊2轴心的限位柱15k接触时,隔离罩14罩在阴极辊2表面,隔离罩14四周与阴极辊2之间形成1
‑
2mm的间隙;当限位块15j与远离阴极辊2轴心的限位柱15k接触时,隔离罩14处于打开状态。
73.本实施例所涉及的电机、气缸等,其工作原理及连接方式,为现有技术,非本发明所要保护的技术点,在此不再赘述。
74.使用时,当出现铜箔撕边时,后处理生产线上的张力辊或压力传感器检测到信号后。即启动第一升降驱动机构中的第一升降气缸伸出,带动真空吸附组件下降,同时真空管的负压启动,旋转驱动组件工作带动真空管旋转。当第一升降气缸快伸出至预定位时,此时光电传感器检测到感应片,第一伺服电机停止转动。第一升降气缸继续伸出,其中一组真空吸附组件与阴极辊上的撕边铜箔接触吸附。
75.然后第一升降气缸收缩预定距离,一般是上移至真空管旋转时真空吸附组件旋转不会碰到阴极辊即可,这样便于下降进行第二次吸附。在第一升降气缸收缩对撕边铜箔进行剥离时,第一伺服电机继续旋转,当光电传感器检测到下一个感应片时,第一伺服电机停止转动。然后第一升降气缸伸出,重复上述吸附动作。然后如此往复三次(因为本实施例中设计是三组真空吸附组件)。第一升降气缸即完全收缩复位至初始状态,而第一伺服电机也持续工作对铜箔进行收卷。
76.在真空吸附组件进行上述吸附动作时,第二升降驱动机构带动导向辊上升至预定位置。
77.当第一升降气缸完全收缩至初始位置时,水平驱动机构动作。水平气缸伸出,同时电磁吸附头通电当电磁吸附头接触并吸附牵引连杆时,水平气缸收缩,牵引整个升降式真
空吸箔机构平移至靠近表面处理生产线的支架一端。等待技术人员进场。
78.第一升降驱动机构的下降速度以及旋转驱动组件的转速,均是预先设计好的,要与阴极辊的转速相配合。
79.技术人员进场后,手动在控制终端操作界面上控制铜箔剪裁机构动作,对铜箔进行剪裁。剪裁完成后,技术人员手持从经过导向辊的铜箔自由端,牵引至表面处理生产线,与此处的撕边铜箔的端部进行接驳,再重新启动设备进行生产。该接驳方法为现有技术,非本发明所要保护的技术点,在此不再赘述。位于真空管上的铜箔则进行回收再利用。
80.以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1