精密零件表面的金属-陶瓷梯度复合镀层及其制备方法与流程
1.本发明属于材料表面处理领域,具体涉及一种精密零件表面的金属-陶瓷梯度复合镀层及在精密零件表面制备金属-陶瓷梯度复合镀层的方法,其中所述精密零件可以为高温合金或不锈钢精密零件,具体可以是航空发动机用超转限制活门组件。
背景技术:
2.超转限制活门组件是航空发动机燃油泵调节器中重要的安全控制部件,其转速限制精度及使用寿命对航空发动机的使用可靠性具有较大影响。此类零件通常需要高速旋转,同时伴随着高温和冲击,因此超转限制活门组件往往选择gh4169合金或9cr18不锈钢等作为活门芯,同时需要在其表面制备一层耐磨性优良、高温稳定性好的涂镀层。
3.目前,活门件表面常用的耐磨涂层是等离子喷涂或激光熔覆cocrw、co-wc;此类涂层硬度往往较高,在一定程度上改善了活门件的耐磨性能。然而,活门件需在高速旋转下工作,除了高硬度外,对涂层表面光洁度(ra≤0.01)、结合强度要求都较高,且对装配尺寸(精度
±
2μm)要求严格,在施加涂层后需要精密磨削处理。等离子喷涂涂层整体存在结合强度低、表面粗糙度高、加工性能差、在加工中极易掉块等缺点;激光熔覆涂层存在零件易变形、尺寸超差且涂覆时无法精准防护等问题。
4.上述两种方法均无法满足超转限制活门组件的设计、加工和防护需求。因此,针对超转限制活门组件需求开展高温耐磨涂层研究尤为必要。
技术实现要素:
5.本发明的目的是提供一种通过复合电沉积技术在精密零件表面精确制备金属-陶瓷梯度复合镀层的方法,所述精密零件可以为航空发动机用超转限制活门,以克服现有等离子喷涂涂层以及激光熔覆涂层方法存在的涂层结合力强度低、表面粗糙度高、加工性能差等问题。采用本发明方法可在超转限制活门表面制备结合力好、尺寸精度高、耐高温的减摩/耐磨一体化复合镀层,显著提高超转限制活门组件的耐磨性能和使用寿命。
6.本发明所采用的电沉积技术也是较为常用的制备镀层的方法,相比于等离子喷涂涂层和激光熔覆层,电沉积层在尺寸精度、粗糙度、致密度、与基体结合强度、成本等方面具有明显优势;本发明通过电沉积方法制备复合电沉积层,复合电沉积层的性能可依据基质涂层及第二相颗粒进行自由调控。ni镀层高温耐蚀性优异,且与gh4169合金、不锈钢等基体晶格常数相同或相近,界面结合力优良,因此适宜选做粘结剂。金刚石、sic等碳化物颗粒是较佳耐磨颗粒;此外,立方氮化硼(cbn)颗粒硬度高达8000~9000hv、热稳定性优良,也适宜选做高温耐磨颗粒。而如六方氮化硼(hbn)、二硫化钼等具有类似石墨的层片状结构,有着超低的摩擦系数,是优良的固体润滑剂。这些耐磨或润滑颗粒为复合涂层的设计提供了广阔的空间。
7.鉴于超转限制活门组件应用环境恶劣,除了高硬度、高耐磨性外,涂层若同时具备低摩擦系数及高温稳定性等特点,使用可靠性和服役寿命将更佳,因此,通过复合电沉积方
法在高温合金或不锈钢超转限制活门表面制备具有高硬度、高耐磨、低摩擦系数及高温稳定性的金属-陶瓷梯度复合涂层是不错的选择。
8.基于上述分析,本发明提出的技术方案是:
9.一种精密零件表面的金属-陶瓷梯度复合镀层,其特殊之处在于:包括依次从下至上叠层沉积在精密零件表面的镍层、耐磨复合镀层以及润滑复合镀层;上述耐磨复合镀层为ni-cbn复合镀层或ni-金刚石复合镀层或ni-sic复合镀层;上述润滑复合镀层为ni-hbn复合镀层。
10.进一步地,上述镍层厚度为2~3μm,上述耐磨复合镀层的厚度为16~20μm,上述润滑复合镀层的厚度为7~10μm。
11.进一步地,上述耐磨复合镀层硬度达700hv以上,上述润滑复合镀层摩擦系数低于0.10μm。
12.本发明还提供一种在精密零件表面制备金属-陶瓷梯度复合镀层的方法,其特殊之处在于,包括以下步骤:步骤1、对零件封胶;采用封胶工艺对零件封胶,在零件表面形成绝缘保护层;步骤2、精确刻型;精确去除步骤1处理后零件待电镀区域的绝缘保护层;步骤3、化学除膜;将经过步骤2处理后零件放入除膜液中除去零件表面氧化膜;并立即用去离子水清洗除膜后的零件;步骤4、活化;将经过步骤3处理后的零件进行活化处理,之后经去离子水彻底清洗;步骤5、闪镀镍;将经过步骤4处理后的零件浸入镀镍溶液,采用镀镍工艺在零件待电镀区域表面形成镍层;步骤6、“金属-耐磨颗粒”复合电沉积;将经过步骤5处理后的零件置于含有耐磨陶瓷颗粒的镀镍液中进行电沉积,在零件镍层表面形成耐磨复合镀层;上述含有耐磨陶瓷颗粒的镀镍液包括:280~300g/l氨基磺酸镍,3~10g/l氯化镍,35~40g/l硼酸,0.1~0.2g/l十二烷基硫酸钠,50~60g/l耐磨陶瓷颗粒,上述耐磨陶瓷颗粒为cbn、sic或金刚石颗粒;步骤7、“金属-润滑颗粒”复合电沉积;将经过步骤6处理并经去离子水清洗的零件置于含有润滑颗粒的镀镍液中进行电沉积,在零件耐磨复合镀层上形成润滑复合镀层;上述含有润滑颗粒的镀镍液包括:280~300g/l氨基磺酸镍,3~10g/l氯化镍,35~40g/l硼酸,0.1~0.2g/l十二烷基硫酸钠,30~40g/l hbn颗粒。
13.进一步地,步骤1上述的封胶工艺为:采用过氯乙烯漆(g52-2、g01-4等)或保护胶(q98-1)在零件表面形成绝缘保护层,对零件进行绝缘保护。
14.进一步地,步骤2具体为:设定激光清洗工艺参数,采用激光清洗机精确去除待电
镀区域的绝缘保护层;上述激光清洗工艺参数为:激光波长为1060nm,脉冲宽度为130@50khz,激光输出功率为80~90w,激光重复频率为20~30khz,扫描速率为500~1000mm/s。
15.进一步地,步骤3中上述除膜液组成为:200~250g/l氯化铁,180~200ml/l氢氟酸(40%),120~150ml/l硝酸,180~200ml/l盐酸(36%),0.2g/l十二烷基硫酸钠;除膜工艺参数为:温度:50~60℃,时间15~20s。
16.进一步地,步骤4具体为:将经过步骤3处理后的零件置于15%体积分数的稀盐酸,常温浸泡1~2min。步骤4中用去离子水彻底清洗后,原则上要立即进行步骤5,在水槽中等待的时间一般不能超过20min。
17.进一步地,步骤5中上述镀镍溶液的组成为:250~300g/l氯化镍、100~150ml/l盐酸(36%)、0.1~0.4g/l十二烷基硫酸钠;上述镀镍工艺为:采用盐酸和碳酸镍调整镀镍溶液的ph值为1~3,电沉积温度55~60℃,电沉积电流密度4~5a/dm2,先浸泡2~3min,再施镀3~5min。
18.进一步地,步骤6中的电沉积工艺参数为:溶液搅拌速度为300~400rpm,电沉积温度为55~60℃,电流密度为2.5~4a/dm2,电沉积时间为40~60min。
19.进一步地,步骤6中,上述耐磨复合镀层为ni-cbn、ni-sic或ni-金刚石复合镀层。
20.进一步地,步骤6中,上述耐磨陶瓷颗粒的粒径为3~5μm。
21.进一步地,步骤6中,cbn、sic、金刚石颗粒使用前须采用180~200ml/l盐酸(36%)清洗颗粒中的金属杂质,再用去离子水清洗后烘干备用。
22.进一步地,步骤7中,上述电沉积工艺参数为:溶液搅拌速度为200~300rpm,电沉积温度为55~60℃,电流密度为2.5~4a/dm2,电沉积时间为20~30min。
23.进一步地,步骤7中,上述润滑复合镀层为ni-hbn复合镀层。
24.进一步地,步骤7中,上述hbn颗粒的粒径为3~5μm。
25.进一步地,步骤7中,hbn颗粒使用前须采用180~200ml/l盐酸(36%)清洗颗粒中的金属杂质,再用去离子水清洗后烘干备用。
26.进一步地,上述零件为航空发动机用超转限制活门组件。
27.本发明的优点是:与现有的一些技术相比较,本发明通过复合电沉积技术在精密零件表面制备了“减摩/耐磨”一体化“金属-陶瓷”梯度复合涂层。结果表明,采用本方法在高温合金或不锈钢活门组件表面制备的镀层与基体结合良好,尺寸误差小于2μm,内层金属-陶瓷复合镀层硬度达700hv以上,外层金属-陶瓷复合镀层摩擦系数低于0.10μm,有效满足了超转限制活门组件的高耐磨、长寿命、高可靠使用需求。同时,可为多场景下的耐磨、减摩应用提供新的途径。
附图说明
28.图1是超转限制活门示意图。
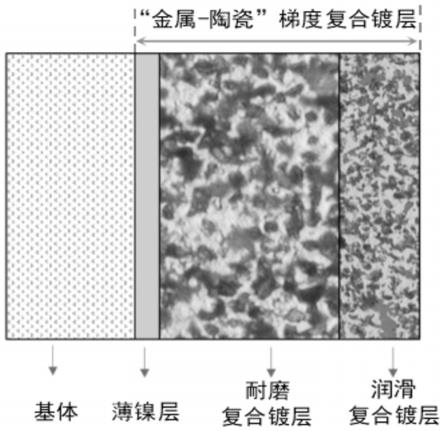
29.图2是本发明实施例1中制备的“金属-陶瓷”梯度复合涂层结构示意图。
30.图3是本发明实施例1中制备的“金属-陶瓷”梯度复合涂层中内层ni-cbn复合镀层的显微形貌及硬度测量结果。
31.图4是本发明实施例1中制备的“金属-陶瓷”梯度复合涂层中外层ni-hbn复合镀层与si3n4对磨的摩擦系数曲线。
具体实施方式
32.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明,显然所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明的保护的范围。
33.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
34.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
35.再其次,本发明结合示意图进行详细描述,在详述本发明实施例时,表示涂层结构的示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制备中应包含长度、宽度及深度的三维空间尺寸。实施例1
36.本实施例以在gh4169基材的超转限制活门组件表面制备“ni-cbn/ni-hbn”梯度复合镀层为例,进行说明,具体的实施步骤如下:
37.步骤1、在gh4169基材的超转限制活门组件的一端缠绕铜导线,然后使用q98-1型保护胶对活门组件进行绝缘保护,放置8-12h待绝缘胶干透。在其他实施例中还可以采用过氯乙烯漆,如g52-2、g01-4等对活门组件进行绝缘保护。
38.步骤2、采用型号为rq-100激光清洗机(激光波长为1060nm,脉冲宽度为130@50khz)对步骤1处理后的gh4169基材的超转限制活门组件进行激光清洗以精确去除待电镀区域的绝缘保护层和油污,其精度为2μm,待镀区域如图1所示。将试样置于激光清洗机中激光器的下方,调整焦距为200mm,将激光输出功率、激光重复频率、扫描速率和清洗次数分别设置为80w、30khz、1000mm/s、2次;之后,启动激光清洗机进行激光清洗。激光清洗后,用去离子水冲洗试样,并立即浸入去离子水中。
39.步骤3、将经过激光清洗处理后的gh4169基材的超转限制活门组件置入60℃的化学除膜液浸泡20s,以去除gh4169合金表面的钝化膜;其中,化学除膜液组成为:250g/l氯化铁,200ml/l氢氟酸(40%),150ml/l硝酸,200ml/l盐酸(36%),0.2g/l十二烷基硫酸钠。化学除膜后零件须立即进行去离子水清洗,防止表面残余除膜液继续腐蚀基体,影响零件表面完整性。
40.步骤4、将经过化学除膜的gh4169基材的超转限制活门组件置入15%体积分数的稀盐酸溶液中常温浸泡2min进行活化处理。活化后试样立即经去离子水彻底清洗,且原则上要立即进行下一步骤,在水槽中等待的时间一般不能超过20min。
41.步骤5、将经过活化处理的gh4169基材的超转限制活门组件进行闪镀镍,电镀液的组成为:250g/l氯化镍,100ml/l盐酸(36%),0.1g/l十二烷基硫酸钠,并用盐酸调节溶液ph值为1。将经过活化处理的gh4169基材的超转限制活门组件置入60℃的电镀液中先浸泡3min,再以5a/dm2电流密度处理5min;之后零件用去离子水冲洗过后并立即浸入去离子水中;经过闪镀镍,在gh4169基材的超转限制活门组件待镀区域表面形成厚度约3μm的镍层。
42.步骤6、将经过闪镀镍处理的gh4169基材的超转限制活门组件进行ni-cbn复合电沉积。复合镀液的配制方法为:将中位径为3.21μm的cbn颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质,之后用去离子水清洗后烘干备用;将280g/l氨基磺酸镍、5g/l氯化镍、35g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入60g/l的cbn颗粒形成ni-cbn复合镀液。将经过闪镀镍处理的gh4169基材的超转限制活门组件置入60℃的ni-cbn复合电镀液以3a/dm2电流密度处理60min,电镀过程中辅以400rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水冲洗过后并立即浸入去离子水中。经过ni-cbn复合电沉积,在gh4169基材的超转限制活门组件镍层表面形成厚度约为20μm的ni-cbn复合镀层。
43.步骤7、将经过ni-cbn复合电沉积的gh4169基材的超转限制活门组件进行ni-hbn复合电沉积。复合镀液的配制方法为:将中位径为4.10μm的hbn颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质,之后用去离子水清洗后烘干备用;将300g/l氨基磺酸镍、5g/l氯化镍、40g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入40g/l的hbn颗粒形成ni-hbn复合镀液。将经过ni-cbn复合电沉积的gh4169基材的超转限制活门组件置入60℃的ni-hbn复合电镀液以3a/dm2电流密度处理30min,电镀过程中辅以300rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水清洗,冷风吹干。经过ni-hbn复合电沉积,在gh4169基材的超转限制活门组件ni-cbn复合镀层表面形成厚度约为9~10μm的ni-cbn复合镀层。
44.经上述工艺可在gh4169基材的超转限制活门组件待镀区域表面制备出“薄镍层/ni-cbn耐磨复合镀层/ni-hbn润滑复合镀层”的梯度复合镀层,其结构示意图见图2。其中,闪镀镍形成的薄镍层在高温合金基体表面形成过渡层,有效提高基体与电沉积层之间的结合力,使镀层不易脱落;ni-cbn复合镀层的厚度约为20μm,镀层中均匀分布着大量cbn颗粒,镀层显微硬度约为720hv
0.3
,其显微形貌及硬度测试压痕见图3;ni-hbn复合镀层的厚度约为9~10μm,镀层中均匀分布着大量hbn颗粒,镀层与si3n4对磨时的摩擦系数仅为0.08,其摩擦系数曲线见图4。实施例2
45.本实施例以在gh4169基材的超转限制活门组件表面制备“ni金刚石/ni-hbn”梯度复合镀层为例,进行说明,具体的实施步骤如下:
46.步骤1、在gh4169基材的超转限制活门组件的一端缠绕铜导线,然后使用q98-1型保护胶对活门组件进行绝缘保护,放置8-12h待绝缘胶干透。当然在其他实施例中也可以采用过氯乙烯漆,如g52-2、g01-4等对活门组件进行绝缘保护。
47.步骤2、采用型号为rq-100激光清洗机(激光波长为1060nm,脉冲宽度为130@50khz)对gh4169基材的超转限制活门组件进行激光清洗以精确去除待电镀区域的绝缘保护层和油污。将试样置于激光清洗机中激光器的下方,调整焦距为200mm,将激光输出功率、激光重复频率、扫描速率和清洗次数分别设置为80w、30khz、1000mm/s、2次;之后,启动激光清洗机进行激光清洗。激光清洗后,用去离子水冲洗试样,并立即浸入去离子水中。
48.步骤3、将经过激光清洗处理的gh4169基材的超转限制活门组件置入60℃的化学除膜液浸泡20s,以去除gh4169合金表面的钝化膜;其中,化学除膜液组成为:250g/l氯化铁,200ml/l氢氟酸(40%),150ml/l硝酸,200ml/l盐酸(36%),0.2g/l十二烷基硫酸钠。化
学除膜后零件须立即进行去离子水清洗,防止表面残余除膜液继续腐蚀基体,影响零件表面完整性。
49.步骤4、将经过化学除膜的gh4169基材的超转限制活门组件置入15%体积分数的稀盐酸溶液中常温浸1~2min进行活化处理。活化后试样立即经去离子水彻底清洗,且原则上要立即进行下一步骤,在水槽中等待的时间一般不能超过20min。
50.步骤5、将经过活化处理的gh4169基材的超转限制活门组件进行闪镀镍,电镀液的组成为:250g/l氯化镍,100ml/l盐酸(36%),0.1g/l十二烷基硫酸钠,并用盐酸调节溶液ph值为1。将经过活化处理的gh4169基材的超转限制活门组件置入60℃的电镀液中先浸泡2min,再以5a/dm2电流密度处理3min;之后零件用去离子水冲洗过后并立即浸入去离子水中;经过闪镀镍,在gh4169基材的超转限制活门组件表面形成厚度约3μm的镍层。
51.步骤6、将经过闪镀镍处理的gh4169基材的超转限制活门组件进行ni-金刚石复合电沉积。复合镀液的配制方法为:将中位径为3.86μm的金刚石颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质(在其他实施例中金刚石颗粒的粒径位于3~5μm即可),之后用去离子水清洗后烘干备用;将280g/l氨基磺酸镍、5g/l氯化镍、35g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入60g/l的金刚石颗粒形成ni-金刚石复合镀液。将经过闪镀镍处理的gh4169基材的超转限制活门组件置入55℃的ni-金刚石复合电镀液以4a/dm2电流密度处理40min,电镀过程中辅以400rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水冲洗过后并立即浸入去离子水中。
52.步骤7、将经过ni-金刚石复合电沉积的gh4169基材的超转限制活门组件进行ni-hbn复合电沉积。复合镀液的配制方法为:将中位径为4.10μm的hbn颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质(在其他实施例中hbn颗粒的粒径位于3~5μm即可),之后用去离子水清洗后烘干备用;将300g/l氨基磺酸镍、5g/l氯化镍、40g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入40g/l的hbn颗粒形成ni-hbn复合镀液。将经过活化处理的gh4169基材的超转限制活门组件置入55℃的ni-hbn复合电镀液以4a/dm2电流密度处理20min,电镀过程中辅以300rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水清洗,冷风吹干。
53.经上述工艺可在gh4169基材的超转限制活门组件表面制备出“薄镍层/ni-金刚石耐磨复合镀层/ni-hbn润滑复合镀层”的梯度复合镀层。其中,闪镀镍形成的约3μm厚的薄镍层在高温合金基体表面形成过渡层,有效提高基体与电沉积层之间的结合力,使镀层不易脱落;ni-金刚石复合镀层的厚度约为20μm,镀层中均匀分布着大量金刚石颗粒,镀层显微硬度约为782hv
0.3
;ni-hbn复合镀层的厚度约为9~10μm,镀层中均匀分布着大量hbn颗粒,镀层与si3n4对磨时的摩擦系数仅为0.08。实施例3
54.本实施例以在9cr18不锈钢的超转限制活门组件表面制备“ni-cbn/ni-hbn”梯度复合镀层为例,进行说明,具体的实施步骤如下:
55.步骤1、在9cr18不锈钢的超转限制活门组件一端缠绕铜导线,然后使用q98-1型保护胶对活门组件进行绝缘保护,放置8-12h待绝缘胶干透。在其他实施例中还可以采用过氯乙烯漆,如g52-2、g01-4等对活门组件进行绝缘保护。
56.步骤2、采用型号为rq-100激光清洗机(激光波长为1060nm,脉冲宽度为130@
50khz)对步骤1处理后的9cr18不锈钢的超转限制活门组件进行激光清洗以精确去除待电镀区域的绝缘保护层和油污。将试样置于激光清洗机中激光器的下方,调整焦距为200mm,将激光输出功率、激光重复频率、扫描速率和清洗次数分别设置为90w、20khz、500mm/s、2次;之后,启动激光清洗机进行激光清洗。激光清洗后,用去离子水冲洗试样,并立即浸入去离子水中。
57.步骤3、将经过激光清洗处理的9cr18不锈钢的超转限制活门组件置入55℃的化学除膜液浸泡15s,以去除9cr18不锈钢表面的钝化膜;其中,化学除膜液组成为:200g/l氯化铁,180ml/l氢氟酸(40%),120ml/l硝酸,180ml/l盐酸(36%),0.2g/l十二烷基硫酸钠。化学除膜后零件须立即进行去离子水清洗,防止表面残余除膜液继续腐蚀基体,影响零件表面完整性。
58.步骤4、将经过化学除膜的9cr18不锈钢的超转限制活门组件置入15%体积分数的稀盐酸溶液中常温浸泡2min进行活化处理。活化后试样立即经去离子水彻底清洗,且原则上要立即进行下一步骤,在水槽中等待的时间一般不能超过20min。
59.步骤5、将经过活化处理的9cr18不锈钢的超转限制活门组件进行闪镀镍,电镀液的组成为:250g/l氯化镍,100ml/l盐酸(36%),0.1g/l十二烷基硫酸钠,并用盐酸调节溶液ph值为1。将经过活化处理的9cr18不锈钢的超转限制活门组件置入60℃的电镀液中先浸泡2min,再以5a/dm2电流密度处理3min;之后零件用去离子水冲洗过后并立即浸入去离子水中;经过闪镀镍,在9cr18不锈钢组件表面形成厚度约2μm的镍层。
60.步骤6、将经过闪镀镍处理的9cr18不锈钢的超转限制活门组件进行ni-cbn复合电沉积。复合镀液的配制方法为:将中位径为3.21μm的cbn颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质,之后用去离子水清洗后烘干备用;将280g/l氨基磺酸镍、3g/l氯化镍、35g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入60g/l的cbn颗粒形成ni-cbn复合镀液。将经过活化处理的9cr18不锈钢的超转限制活门组件置入60℃的ni-cbn复合电镀液以2.5a/dm2电流密度处理60min,电镀过程中辅以400rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水冲洗过后并立即浸入去离子水中。
61.步骤7、将经过闪镀镍处理的9cr18不锈钢的超转限制活门组件进行ni-hbn复合电沉积。复合镀液的配制方法为:将中位径为4.10μm的hbn颗粒放入200ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质(在其他实施例中,hbn颗粒粒径位于3~5μm即可),之后用去离子水清洗后烘干备用;将300g/l氨基磺酸镍、3g/l氯化镍、40g/l硼酸和0.2g/l十二烷基硫酸钠配制成镀镍溶液,再加入40g/l的hbn颗粒形成ni-hbn复合镀液。将经过活化处理的9cr18不锈钢的超转限制活门组件置入60℃的ni-hbn复合电镀液以2.5a/dm2电流密度处理30min,电镀过程中辅以200rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水清洗,冷风吹干。
62.经上述工艺可在9cr18不锈钢的超转限制活门组件表面制备出“薄镍层/ni-cbn耐磨复合镀层/ni-hbn润滑复合镀层”的梯度复合镀层。其中,闪镀镍形成的2μm厚的薄镍层在不锈钢基体表面形成过渡层,有效提高基体与电沉积层之间的结合力,使镀层不易脱落;ni-cbn复合镀层的厚度约为16~17μm,镀层中均匀分布着大量cbn颗粒,镀层显微硬度约为710hv
0.3
;ni-hbn复合镀层的厚度约为7~8μm,镀层中均匀分布着大量hbn颗粒,镀层与si3n4对磨时的摩擦系数仅为0.08。
实施例4
63.本实施例以在9cr18不锈钢的超转限制活门组件表面制备“ni-sic/ni-hbn”梯度复合镀层为例,进行说明,具体的实施步骤如下:
64.步骤1、在9cr18不锈钢的超转限制活门组件一端缠绕铜导线,然后使用q98-1型保护胶对活门组件进行绝缘保护,放置8-12h待绝缘胶干透。在其他实施例中还可以采用过氯乙烯漆,如g52-2、g01-4等对活门组件进行绝缘保护。
65.步骤2、采用型号为rq-100激光清洗机(激光波长为1060nm,脉冲宽度为130@50khz)对步骤1处理后的9cr18不锈钢的超转限制活门组件进行激光清洗以精确去除待电镀区域的绝缘保护层和油污。将试样置于激光清洗机中激光器的下方,调整焦距为200mm,将激光输出功率、激光重复频率、扫描速率和清洗次数分别设置为90w、20khz、500mm/s、2次;之后,启动激光清洗机进行激光清洗。激光清洗后,用去离子水冲洗试样,并立即浸入去离子水中。
66.步骤3、将经过激光清洗处理的9cr18不锈钢的超转限制活门组件置入50℃的化学除膜液浸泡20s,以去除9cr18不锈钢表面的钝化膜;其中,化学除膜液组成为:200g/l氯化铁,180ml/l氢氟酸(40%),120ml/l硝酸,180ml/l盐酸(36%),0.2g/l十二烷基硫酸钠。化学除膜后零件须立即进行去离子水清洗,防止表面残余除膜液继续腐蚀基体,影响零件表面完整性。
67.步骤4、将经过化学除膜的9cr18不锈钢的超转限制活门组件置入15%体积分数的稀盐酸溶液中常温浸泡2min进行活化处理。活化后试样立即经去离子水彻底清洗,且原则上要立即进行下一步骤,在水槽中等待的时间一般不能超过20min。
68.步骤5、将经过活化处理的9cr18不锈钢的超转限制活门组件进行闪镀镍,电镀液的组成为:300g/l氯化镍,150ml/l盐酸(36%),0.4g/l十二烷基硫酸钠,并用盐酸调节溶液ph值为3。将经过活化处理的9cr18不锈钢的超转限制活门组件置入55℃的电镀液中先浸泡2min,再以4a/dm2电流密度处理3min;之后零件用去离子水冲洗过后并立即浸入去离子水中;经过闪镀镍,在9cr18不锈钢组件表面形成厚度约2μm的镍层。
69.步骤6、将经过闪镀镍处理的9cr18不锈钢的超转限制活门组件进行ni-sic复合电沉积。复合镀液的配制方法为:将中位径为5μm的sic颗粒放入180ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质,之后用去离子水清洗后烘干备用;将300g/l氨基磺酸镍、10g/l氯化镍、40g/l硼酸和0.1g/l十二烷基硫酸钠配制成镀镍溶液,再加入50g/l的sic颗粒形成ni-sic复合镀液。将经过活化处理的9cr18不锈钢的超转限制活门组件置入60℃的ni-sic复合电镀液以3.0a/dm2电流密度处理60min,电镀过程中辅以300rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水冲洗过后并立即浸入去离子水中。
70.步骤7、将经过闪镀镍处理的9cr18不锈钢的超转限制活门组件进行ni-hbn复合电沉积。复合镀液的配制方法为:将中位径为4.10μm的hbn颗粒放入180ml/l盐酸(36%)溶液中超声清洗30min去除金属杂质,之后用去离子水清洗后烘干备用;将280g/l氨基磺酸镍、10g/l氯化镍、35g/l硼酸和0.1g/l十二烷基硫酸钠配制成镀镍溶液,再加入30g/l的hbn颗粒形成ni-hbn复合镀液。将经过活化处理的9cr18不锈钢的超转限制活门组件置入60℃的ni-hbn复合电镀液以2.5a/dm2电流密度处理30min,电镀过程中辅以300rpm的机械搅拌以保证颗粒均匀悬浮。之后将零件用去离子水清洗,冷风吹干。
71.经上述工艺可在9cr18不锈钢的超转限制活门组件表面制备出“薄镍层/ni-sic耐磨复合镀层/ni-hbn润滑复合镀层”的梯度复合镀层。其中,闪镀镍形成的2μm厚的薄镍层在不锈钢基体表面形成过渡层,有效提高基体与电沉积层之间的结合力,使镀层不易脱落;ni-sic耐磨复合镀层的厚度约为19~20μm,镀层中均匀分布着大量sic颗粒,镀层显微硬度约为745hv
0.3
;ni-hbn复合镀层的厚度约为7~8μm,镀层中均匀分布着大量hbn颗粒,镀层与si3n4对磨时的摩擦系数仅为0.08。
72.以上所述仅为本发明的较佳实施例而已,并不用以限制发明,凡在发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1