一种用于钛合金表面镀金的方法与流程
1.本发明涉及钛合金表面镀金领域,尤其涉及一种用于钛合金表面镀金的方法。
背景技术:
2.钛合金具有低密度、高强度和耐高温,具有良好的换热性能及吸附性能等优点,钛合金广泛应用于航天航空、生物医疗、石油化工等领域。但其在高温下易于损耗,易于与大气中的氧气反应,限制了钛合金的充分利用。为了提高钛合金的使用范围,需要对钛合金表面进行一些表面处理,目前钛合金常用的表面处理技术包括化学转化膜、电弧喷涂、等离子渗透、电镀、阳极氧化等方法处理,这些方法各有优劣。在钛合金表面进行电镀,主要有镀镍、金等,主要为了提高钛合金的导电性和钎焊性。钛合金表面电镀主要存在的问题是镀层与基体间的结合力问题,结合力差是钛及钛合金表面进行电化学处理的主要问题。
3.因此,有必要提供一种用于钛合金表面镀金的方法解决上述技术问题。
技术实现要素:
4.本发明提供一种用于钛合金表面镀金的方法,解决了钛合金电镀镍、金存在膜基结合力差的问题。
5.为解决上述技术问题,本发明提供的用于钛合金表面镀金的方法,包括以下步骤:
6.s1:钛合金基体的预处理;
7.s2:过渡镍层的制备:经过碱洗除油-水洗-酸刻蚀-水洗-电解除油-水洗-~盐酸活化-水洗-预镀镍-水洗-电镀镍,在钛基体上得到电镀镍层,其工艺条件为:预镀镍溶液为:nicl2·
6h2o 240g/l、hcl(30~33%)320ml/l,阳极为镍板,阴极为工件,电流密度:1~4a/dm2,1~4min;电镀镍工作条件为:ni(so3nh2)
2 100~300g/l、h3bo
3 30~50g/l、阳极活性剂60~100g/l、润湿剂1~5ml/l,温度55℃,阴极电流密度1~3a/dm2,ph=3.5~4.0,阳极为钛篮装镍球,阴极为待镀钛合金板材;
8.s3:电镀金层的制备:将s2中得到的以电镀镍为过渡层的钛合金板材为阴极,以铂金钛网为阳极,置于kau(cn)
2 5~10g/l,na3c6h5o7·
2h2o 40~60g/l,c6h8o7·
h2o 40~60g/l,ph=3.5~4.0中,温度50~70℃,电流密度1~2a/dm2,时间10~20min,镀后水洗过无水乙醇,热风枪吹干,放烘箱100~200℃烘20~40min,在钛合金表面完成镀金涂层。
9.优选的,所述钛合金基材的预处理包括碱洗除油-水洗-酸刻蚀-水洗-电解除油-水洗,将30
×
50
×
2mm,材质为ti6al4v的钛合金板,放入质量浓度为15%氢氧化钠加20%碳酸氢钠溶液在60℃碱洗超声8min,冲洗、浸泡在纯水中待用,而后将除完油钛板放入质量浓度为20%的草酸溶液中微沸煮30min,水洗、浸泡在无水乙醇中待用,而后在电解除油槽电解8min,电流密度为2a/dm2,完成钛合金表面的除油、刻蚀。
10.优选的,所述s2中电镀镍过渡中间层制备过程中,利用预处理钛合金板材为基体,工艺参数、溶液成分、含量及工艺条件为预镀镍溶液为:nicl2·
6h2o 240g/l、hcl(30~33%)320ml/l,阳极为镍板,阴极为工件,电流密度:1~4a/dm2,1~4min;电镀镍工作条件
为:ni(so3nh2)
2 100~300g/l、h3bo
3 30~50g/l、阳极活性剂60~100g/l、润湿剂1~5ml/l,温度55℃,阴极电流密度1~3a/dm2,ph=3.5~4,阳极为钛篮装镍球,阴极为待镀钛合金板材。
11.优选的,所述s3中电镀金层中,kau(cn)
2 5~10g/l,na3c6h5o7·
2h2o 40~60g/l,c6h8o7·
h2o 40~60g/l,ph=3.5~4.0中,温度50~70℃,电流密度1~2a/dm2,时间10~20min,镀后水洗过无水乙醇,热风枪吹干,放烘箱100~200℃烘20~40min,在钛合金表面完成镀金涂层。
12.优选的,所述s3中对钛合金表面镀好镍、金层的板材进行200℃时间30min除氢处理,对除氢处理后的板材进行热处理。将除氢后的钛合金置于链式气氛保护炉中进行热处理,300~400℃下处理3h,保护气氛为纯度为99.9%的氩气,使镀层与基体间形成固溶体。
13.优选的,所述s2中酸活化过程中盐酸浓度为20~60%,时间1~5min。
14.优选的,所述钛合金基材的预处理工艺条件为碱洗:naoh质量浓度10~20%、nahco3质量浓度20~30%,时间8min;电解除油:naoh质量浓度30~50%、na3po4质量浓度20~40%,电流密度1~2.5a/dm2,时间8min;酸刻蚀:c2h2o4质量浓度5~20%,时间15~40min。
15.与相关技术相比较,本发明提供的用于钛合金表面镀金的方法具有如下有益效果:
16.本发明提供一种用于钛合金表面镀金的方法,本发明在钛合金前道除油过程中增加酸刻蚀工序,然后经盐酸活化处理,使钛合金基材表面粗糙度增加而后在其上涂覆镍中间过渡层及表面金层,在镀完后继续除氢处理、低温热处理使镀层与基体间形成固溶体。扩散热处理过程中由于镍离子和金离子的迁移,镀层与基体间形成较厚的扩散层,使镀层与基体间的膨胀系数趋于一致,镀层与基体之间的间隙在高温下变小,形成金属键,提高镀层结合力。
附图说明
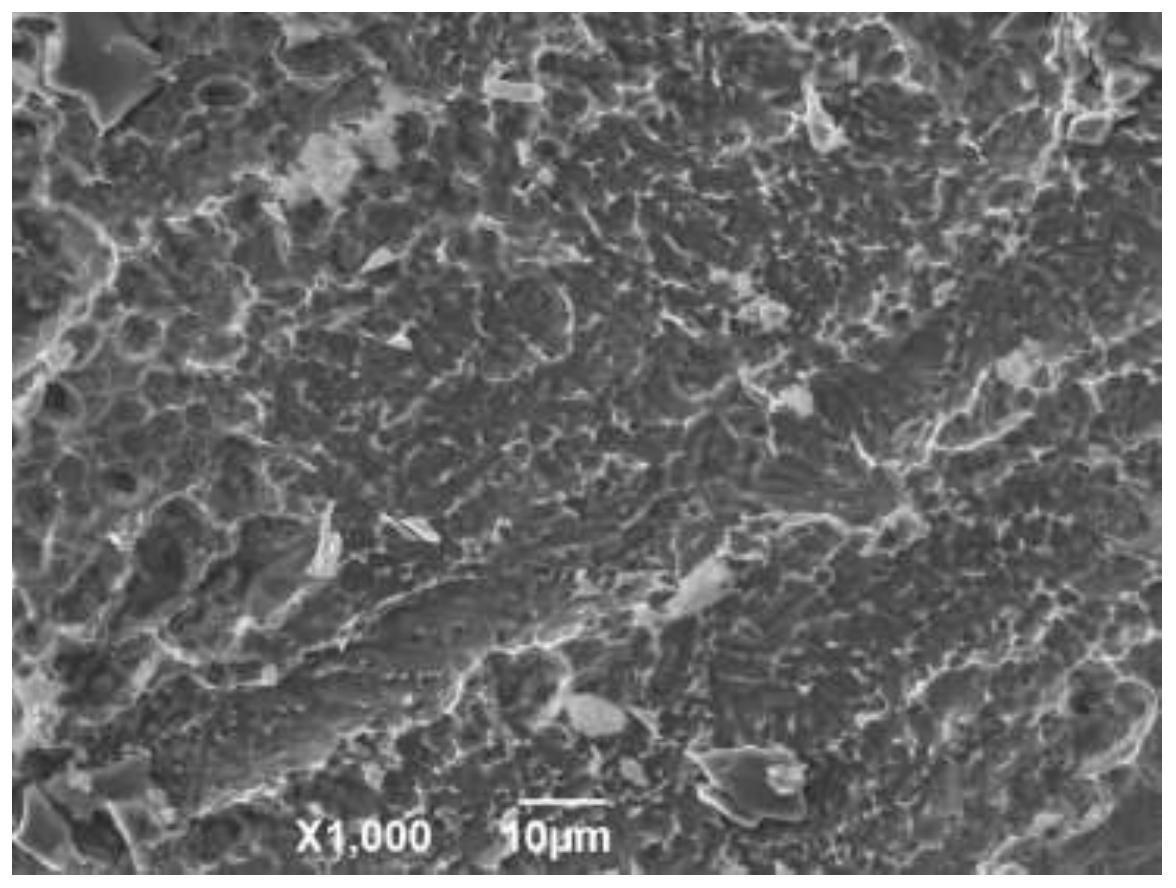
17.图1为本发明提供的用于钛合金表面镀金的方法的酸刻蚀后钛合金表面形貌示意图;
18.图2为本发明提供的用于钛合金表面镀金的方法的热处理后钛合金镀镍、金层剖面示意图。
具体实施方式
19.下面结合附图和实施方式对本发明作进一步说明。
20.请结合参阅图1、图2,其中,图1为本发明提供的用于钛合金表面镀金的方法的酸刻蚀后钛合金表面形貌示意图;图2为本发明提供的用于钛合金表面镀金的方法的热处理后钛合金镀镍、金层剖面示意图。用于钛合金表面镀金的方法,包括以下步骤:
21.首先将30
×
50
×
2mm,材质为ti6al4v的钛合金板,放入质量浓度为15%氢氧化钠+20%碳酸氢钠溶液在60℃碱洗超声8min,冲洗、浸泡在纯水中待用,而后将除完油钛板放入质量浓度为20%的草酸溶液中微沸煮30min,水洗、浸泡在无水乙醇中待用,而后在电解除油槽电解8min,电流密度为2a/dm2,然后在40%浓度盐酸中活化5min,水洗进行镀镍工序,
预镀镍溶液为:nicl2·
6h2o 240g/l、hcl(30~33%)320ml/l,阳极为镍板,阴极为工件,电流密度:2a/dm2,3min。电镀镍工作条件为:ni(so3nh2)
2 200g/l、h3bo
3 40g/l、阳极活性剂80g/l、润湿剂3ml/l,温度55℃,阴极电流密度1a/dm2,ph=3.5~4,阳极为钛篮装镍球,阴极为待镀钛合金板材。以电镀镍为过渡层的钛合金板材为阴极,以铂金钛网为阳极,置于kau(cn)
2 8g/l,na3c6h5o7·
2h2o 40g/l,c6h8o7·
h2o 40g/l,ph=3.9中,温度50℃,电流密度1.5a/dm2,时间10~20min,镀后水洗过无水乙醇,热风枪吹干,放烘箱100℃烘30min,在钛合金表面完成镀金涂层。
22.对钛合金表面镀好镍、金层的板材进行200℃时间30min除氢处理。对除氢处理后的板材置于链式气氛保护炉中进行热处理,热处理温度为350℃,并在该温度下保温3h,保护气氛为纯度为99.9%的氩气。通过热处理,进一步提高镀层与基体间的结合力。
23.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1