电镀装置的制作方法
1.本技术涉及电镀技术领域,具体而言,涉及一种电镀装置。
背景技术:
2.电镀是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。电镀时,镀层金属做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
3.相关技术中,通常采用水平连续电镀线对基材的上表面和下表面进行电镀,电镀完成后,基材上表面和下表面的品质一致性较差。
技术实现要素:
4.本技术的目的在于提供一种电镀装置,操作简单,有效控制基材的相对两面的极间距,保证电镀电压稳定,提高电镀品质一致性。
5.本技术是通过下述技术方案实现的:
6.本技术提供了一种电镀装置,包括:
7.电镀槽;
8.第一阳极,设于电镀槽内;
9.第二阳极,设于电镀槽内,第二阳极与第一阳极沿重力方向相对设置,第二阳极位于第一阳极下方;
10.调节机构,用于沿重力方向调节第二阳极的位置。
11.根据本技术实施例的电镀装置,用于水平连续电镀线,基材穿设于第一阳极和第二阳极之间,通过调节机构在重力方向调节第二阳极的位置,操作简单且便捷,便于控制基材的下表面与第二阳极的极间距,保证基材双面的极间距稳定,保证电镀电压稳定,提高基材的电镀品质一致性。
12.在本技术的一些实施例中,第二阳极为不溶性阳极。
13.在上述方案中,由于第二阳极位于基材的下方,采用不溶性阳极,极间距稳定,减小调节频率,节省维修时间,提高生产效率。
14.在本技术的一些实施例中,调节机构设于电镀槽内。
15.在上述方案中,通过将调节机构设于电镀槽内,合理利用电镀槽的空间,节省空间占用,并且便于调节操作。
16.在本技术的一些实施例中,调节机构位于第二阳极的下方,调节机构被配置为支撑第二阳极。
17.在上述方案中,通过将调节机构设置于第二阳极的下方且支撑第二阳极,一方面,合理利用第二阳极下方的空间,避免与其他部件干涉,另一方面,便于调节第二阳极的高度以控制第二阳极与基材的极间距。
18.在本技术的一些实施例中,调节机构包括调节丝杆和调节螺母,调节丝杆沿重力
方向延伸,调节丝杆的一端支撑于电镀槽的槽底,调节丝杆的另一端与调节螺母螺纹配合,调节螺母固定于第二阳极。
19.在上述方案中,通过调节丝杆与调节螺母的配合,结构简单,调节便捷,便于以控制第二阳极与基材的极间距。
20.在本技术的一些实施例中,调节机构还包括支撑脚,调节丝杆通过支撑脚支撑于电镀槽的槽底。
21.在上述方案中,通过支撑脚支撑于电镀槽的槽底,增加与电镀槽的槽底的接触面积,提高调节丝杆的支撑稳定性。
22.在本技术的一些实施例中,调节机构还包括第一锁紧螺母,第一锁紧螺母套设于调节丝杆且与调节丝杆螺纹配合,第一锁紧螺母用于锁紧调节螺母。
23.在上述方案中,通过第一锁紧螺母锁紧调节螺母,提高了调节螺母与调节丝杆的连接稳定性,避免调节螺母相对于调节丝杆转动。
24.在本技术的一些实施例中,调节机构包括调节丝杆、正丝螺母、反丝螺母及升降连杆组件,升降连杆组件的上端连接于第二阳极,升降连杆组件的下端连接于电镀槽的槽底,正丝螺母和反丝螺母连接于升降连杆组件,调节丝杆分别与正丝螺母和反丝螺母螺纹配合,调节丝杆被配置为驱动正丝螺母与反丝螺母相互靠近或远离,以使升降连杆组件收缩或展开,从而调节第二阳极的高度。
25.在上述方案中,通过调节丝杆配合正丝螺母和反丝螺母,升降连杆组件能够跟随正丝螺母和反丝螺母的相对运动而收缩或展开,以调整第二阳极的高度,结构简单,操作便捷,支撑稳定性高。
26.在本技术的一些实施例中,电镀装置还包括:标尺,标尺沿重力方向延伸,标尺的一端固定于电镀槽的槽底,标尺用于标识第二阳极与电镀槽的槽底之间的距离。
27.在上述方案中,通过标尺与调节机构配合使用,以便于控制第二阳极的调节高度,保证调节精度。
28.在本技术的一些实施例中,电镀装置还包括:
29.至少一对导辊,设于电镀槽内,用于引导基材沿水平方向移动;
30.一对阴极导电辊,设于电镀槽内,基材从一对阴极导电辊之间穿过;
31.直流电源,直流电源的正极分别与第一阳极和第二阳极电连接,直流电源的负极与一对阴极导电辊电连接。
32.在上述方案中,通过导辊与阴极导电辊的配合,实现基材输送的同时使基材带电,以便于形成电流回路。
33.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
34.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
35.图1为本技术一实施例提供的电镀装置的结构示意图;
36.图2为本技术一实施例提供的调节机构与第二阳极的配合示意图;
37.图3为本技术一实施例的调节机构的结构示意图;
38.图4为本技术一实施例的调节机构的分解图;
39.图5为本技术一实施例的加强件的结构示意图;
40.图6为本技术另一实施例的调节机构与第二阳极的配合示意图。
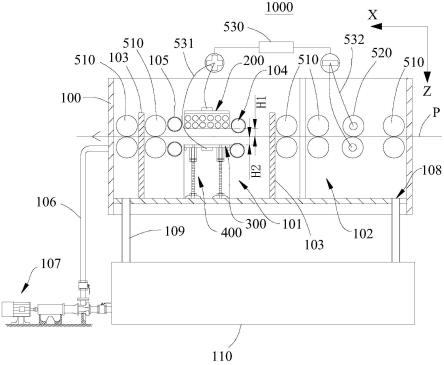
41.图标:1000-电镀装置;100-电镀槽;101-第一腔室;102-第二腔室;103-内槽隔板;104-注液孔;105-进液管;106-供液管路;107-泵送组件;108-漏液孔;109-回液管;110-储液罐;111-支撑底板;112-标尺;200-第一阳极;300-第二阳极;301-第一面;302-第二面;303-连接端子;305-固定架;310-加强件;311-支撑框;312-支撑腿;400-调节机构;410-调节丝杆;411-丝杆本体;412-端部;420-调节螺母;421-螺母本体;4211-第一连接端;4212-第二连接端;422-阳极固定螺杆;430-第一锁紧螺母;440-支撑脚;450-第二锁紧螺母;460-正丝螺母;470-反丝螺母;480-升降连杆组件;481-第一连杆;482-第二连杆;483-第三连杆;484-第四连杆;510-导辊;520-阴极导电辊;530-直流电源;531-正极导电线;532-负极导电线;p-基材。
具体实施方式
42.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
43.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
44.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
45.在本技术的描述中,需要理解的是,术语“中心”、“长度”、“宽度”、“厚度”、“底”、“内”、“外”、“周向”等指示的方位或者位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序,可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
46.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
47.电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是
利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
48.在盛有电镀液的镀槽中,经过清理和特殊预处理的待镀件(基材)作为阴极,用镀覆金属制成阳极,两极分别与直流电源的正极和负极联接。电镀液由含有镀覆金属的化合物、导电的盐类、缓冲剂、ph调节剂和添加剂等的水溶液组成。通电后,电镀液中的金属离子,在电位差的作用下移动到阴极上形成镀层。阳极的金属形成金属离子进入电镀液,以保持被镀覆的金属离子的浓度。
49.水平连续电镀线的电镀装置包括第一阳极和第二阳极,基材沿水平方向经过第一阳极和第二阳极之间,以对基材的上表面和下表面电镀。
50.发明人发现,在采用水平连续电镀线通常对基材电镀时,基材上表面和下表面的品质一致性较差的原因在于:随着电镀的进行,位于基材上下两侧的阳极会逐渐消耗,由于重力作用,位于基材上方的阳极(第一阳极)在消耗的同时重心也会逐渐下降,使得第一阳极与基材上表面之间的极间距变化不大,可以忽略,也即,基材上表面与第一阳极的极间距相对稳定,基材上表面电压基本不变;然而,随着位于基材下方的阳极(第二阳极)的消耗,第二阳极与基材下表面之间的极间距逐渐变大,基材下表面电压逐步升高;随着电镀的进行,基材上表面和基材下表面电压差值逐步增大,导致基材上表面和基材下表面的电镀效果出现差异,影响基材上表面和下表面的品质一致性。
51.鉴于此,本技术提供了一种技术方案,操作简单,有效控制基材的相对两面的极间距,保证电镀电压稳定,提高基材的电镀品质一致性。
52.图1示出了本技术一实施例的电镀装置1000的结构示意图。图1中,该电镀装置1000用于水平连续电镀线,电镀装置1000位于水平连续电镀线的基材放卷辊和基材收卷辊之间,基材p在牵引力的作用下经过电镀装置1000进行电镀。电镀装置1000包括电镀槽100、第一阳极200、第二阳极300及调节机构400。第一阳极200设于电镀槽100内,第二阳极300设于电镀槽100内,第二阳极300与第一阳极200沿重力方向相对设置,第二阳极300位于第一阳极200的下方;调节机构400用于沿重力方向调节第二阳极300的位置。
53.需要指出的是,本技术实施例中的电镀装置1000应用于水平连续电镀线,基材p的走带方向为水平方向,为了便于描述,图中的z方向表示重力方向,x方向表示基材p的走带方向,也即基材p的长度方向。
54.通过调节机构400在z方向调节第二阳极300的位置,操作简单且便捷,便于控制基材p的下表面与第二阳极300的极间距h2,保证基材p的下表面与第二阳极300的极间距h2稳定,保证电镀电压稳定,提高基材p的电镀品质一致性。
55.根据本技术的一些实施例,电镀槽100包括第一腔室101,第一腔室101用于容纳电镀液,为电镀反应提供空间。第一阳极200设置于电镀槽100内,被配置为浸泡于电镀液中。第二阳极300设置于电镀槽100内,被配置为浸泡于电镀液中,第二阳极300与第一阳极200沿重力方向相对设置,并且第二阳极300位于第一阳极200的下方。第一阳极200和第二阳极300沿水平方向设置,基材p被配置为穿设于第一阳极200和第二阳极300之间,以便于在基材p的上表面和下表面进行电镀。图中,h1表示基材p的上表面与第一阳极200的极间距,h2表示基材p的下表面与第二阳极300的极间距。调节机构400用于沿重力方向调节第二阳极300的位置,也即调节基材p的下表面与第二阳极300的极间距h2。
56.在一些实施例中,电镀装置1000还包括至少一对导辊510、一对阴极导电辊520及直流电源530。至少一对导辊510设于电镀槽100内,用于引导基材p沿水平方向移动。一对阴极导电辊520设于电镀槽100内,基材p从该对阴极导电辊520之间穿过。直流电源530的正极分别与第一阳极200和第二阳极300电连接,直流电源530的负极与一对阴极导电辊520电连接。通过导辊510和阴极导电辊520的配合,实现对基材p的输送;通过阴极导电辊520与基材p接触,以使基材p带电,以便于阴极导电辊520、基材p、电镀液、第一阳极200、第二阳极300及直流电源530形成电流回路。
57.在一些实施例中,至少一对导辊510与电镀槽100的配合方式为:每个导辊510均与电镀槽100转动配合,通过导辊510的转动,引导基材p沿水平方向移动。一对阴极导电辊520与电镀槽100转动配合,由于基材p从一对阴极导电辊520之间穿过,并且基材p与该对阴极导电辊520接触,该对阴极导电辊520的转动能够引导基材p沿水平方向移动。直流电源530与第一阳极200、第二阳极300及阴极导电辊520的连接方式可以为,直流电源530的正极分别与第一阳极200和第二阳极300通过正极导电线531电连接,直流电源530的负极与一对阴极导电辊520通过负极导电线532电连接。
58.根据本技术的一些实施例,沿基材p的走带方向,阴极导电辊520位于第一阳极200和第二阳极300的上游,也即,基材p在输送的过程中,基材p先经过阴极导电辊520再经过第一阳极200和第二阳极300。
59.根据本技术的一些实施例,电镀槽100内设置有两个内槽隔板103,两个内槽隔板103沿基材p的走带方向间隔分布,两个内槽隔板103将电镀槽100的内部分隔出第一腔室101和第二腔室102,电镀液收容于第一腔室101内,基材p穿过内槽隔板103且与内槽隔板103密封配合,即,内槽隔板103开设有供基材p穿过的通孔,并且在通孔处设置密封结构以保证基材p可以穿过内槽隔板103但是电镀液基本上不会从通孔流出;第一阳极200和第二阳极300均位于第一腔室101内。通过两个内槽隔板103限定第一腔室101,合理利用电镀槽100的内部空间,节省电镀液,节省生产成本。
60.如图1所示,内槽隔板103的高度低于电镀槽100的槽壁,以便于第一腔室101内的电镀液溢流至第二腔室102内,避免电镀液溢出电镀槽100而污染环境。
61.当导辊510设置有多对时,至少一对导辊510位于第一腔室101内,至少一对导辊510位于第二腔室102内,以便于保证基材p移动稳定,保证基材p到第一阳极200和第二阳极300的距离稳定。
62.根据本技术的一些实施例,第一腔室101的腔壁开设有注液孔104,注液孔104连接有进液管105,进液管105与储液罐110通过供液管路106连接,供液管路106上设置有泵送组件107,以便于将电镀液从储液罐110经由供液管路106、进液管105和注液孔104送入第一腔室101内。
63.根据本技术的一些实施例,第二腔室102的底部开设有漏液孔108,漏液孔108连接有回液管109,回液管109与储液罐110连接,以便于实现电镀液的回收。
64.图2示出了本技术一实施例的调节机构400与第二阳极300的配合示意图。根据本技术的一些实施例,如图2所示,电镀装置1000还包括支撑底板111,支撑底板111设置于电镀槽100的槽底,即,支撑底板111被电镀槽100的槽底支撑,支撑底板111用于支撑调节机构400,保证调节机构400对于第二阳极300的调节准确。
65.根据本技术的一些实施例,如图2所示,电镀装置1000还包括标尺112,标尺112沿z方向延伸,标尺112的一端固定于电镀槽100的槽底,标尺112用于标识第二阳极300与电镀槽100的槽底之间的距离,也即,标尺112用于标识第二阳极300在电镀槽100内的设置高度。通过标尺112与调节机构400配合使用,以便于控制第二阳极300的调节高度,保证调节精度。
66.需要指出的是,标尺112的高度高于第二阳极300的高度,也即,在使用过程中,标尺112的上端始终高于第二阳极300,标尺112能够对任意情况下第二阳极300的高度进行标识。
67.根据本技术的一些实施例,标尺112上的标尺标记沿标尺112的长度方向布满标尺112,能够标识不同位置的第二阳极300的高度。
68.根据本技术的一些实施例,第二阳极300为不溶性阳极。由于第二阳极300位于基材p的下方,采用不溶性阳极,极间距稳定,减小调节频率,节省维修时间,提高生产效率。
69.根据本技术的一些实施例,第二阳极300为钛基涂铱阳极、钛基涂钽铱阳极或铂金阳极。
70.根据本技术的一些实施例,第二阳极300为长方体结构,第二阳极300的宽度方向可以与基材p的走带方向一致;第二阳极300的长度方向可以与基材p的宽度方向一致,且第二阳极300的长度不小于基材p的宽度,以便于保证电镀质量,节省成本。需要指出的是,图中的y方向为基材p的宽度方向,也即第二阳极300的长度方向。
71.第二阳极300具有面向第一阳极200的第一面301和背离第一阳极200的第二面302,基材p的下表面与第一面301之间的距离为基材p的下表面与第二阳极300的极间距h2。
72.为了便于第二阳极300与直流电源530的连接,如图2所示,第二阳极300的第二面302设置有连接端子303,连接端子303通过正极导电线531(如图1所示)与直流电源530电连接。连接端子303可以与第二阳极300通过螺纹件(螺栓或螺钉等)连接,也可以与第二阳极300焊接或者铆接等方式连接。
73.根据本技术的一些实施例,该电镀装置1000还包括加强件310,加强件310设置于第二阳极300的第二面302,加强件310用于加强第二阳极300,以增加第二阳极300的整体强度。当第二阳极300为长方体结构时,加强件310可以沿x方向延伸,或者,加强件310也可以围绕第二阳极300的周向设置。
74.如图2所示,加强件310可以为加强筋,加强筋位于第二面302的边缘。加强筋可以与第二阳极300一体成型,例如,加强筋由第二阳极300的宽度方向的相对的两个边缘朝向电镀槽100的槽底折弯而成;加强筋还可以与第二阳极300分体设置,例如,加强筋焊接于第二阳极300。
75.根据本技术的一些实施例,调节机构400设于电镀槽100内。通过将调节机构400设于电镀槽100内,合理利用电镀槽100的空间,节省空间占用,并且便于调节操作。
76.根据本技术的一些实施例,如图2所示,调节机构400位于第二阳极300的下方,调节机构400被配置为支撑第二阳极300。通过将调节机构400设置于第二阳极300的下方且支撑第二阳极300,一方面,合理利用第二阳极300下方的空间,避免与其他部件干涉,另一方面,便于调节第二阳极300的高度以控制第二阳极300与基材p的极间距。
77.根据本技术的一些实施例,调节机构400设置有多个,多个调节机构400分布于第
二阳极300的周围。如图2所示,当第二阳极300为长方体结构时,调节机构400可以设置有四个,四个调节机构400分布于第二阳极300的四角,能够保证第二阳极300的高度调节准确。
78.图3示出了本技术一实施例的调节机构400的结构示意图;图4示出了本技术一实施例的调节机构400的分解图。根据本技术的一些实施例,如图3和图4所示,调节机构400包括调节丝杆410和调节螺母420,调节丝杆410沿z方向延伸,调节丝杆410的一端支撑于电镀槽100(如图1所示)的槽底,调节丝杆410的另一端与调节螺母420螺纹配合,调节螺母420固定于第二阳极300。通过调节丝杆410与调节螺母420的配合,结构简单,调节便捷,便于以控制第二阳极300与基材p的极间距。
79.例如,调节螺母420固定于第二阳极300的第二面302,也即,调节螺母420位于第二阳极300的背离第一阳极200的一侧,合理利用安装空间。
80.当转动调节丝杆410时,调节丝杆410与调节螺母420的连接位置发生变化,调节丝杆410与调节螺母420构成的调节机构400在z方向的长度改变,从而实现第二阳极300在电镀槽100内的高度调节。需要指出的是,当调节第二阳极300的高度时,为了便于操作,可以先将第二阳极300抬起,再转动调节丝杆410。
81.调节螺母420与第二阳极300的固定方式有多种,例如,调节螺母420焊接于第二阳极300的第二面302,或者,调节螺母420通过螺纹件连接于第二阳极300的第二面302,又或者,调节螺母420与第二阳极300卡接。
82.根据本技术的一些实施例,如图3和图4所示,调节螺母420为一端开口的结构,调节螺母420包括螺母本体421和阳极固定螺杆422,螺母本体421包括沿z方向相对设置的第一连接端4211和第二连接端4212,螺母本体421设置有内螺纹,第一连接端4211为开口端,调节丝杆410连接于第一连接端4211;第二连接端4212为封闭端,阳极固定螺杆422设置于第二连接端4212,阳极固定螺杆422与第二阳极300螺纹连接,例如,阳极固定螺杆422设置有外螺纹,第二阳极300设置有与该外螺纹对应内螺纹。
83.可选地,阳极固定螺杆422与螺母本体421一体成型,便于保证调节螺母420的整体强度,便于加工。在本技术的其他实施例中,阳极固定螺杆422还可以与螺母本体421焊接或螺纹连接。
84.根据本技术的一些实施例,调节丝杆410与调节螺母420配合时,调节丝杆410的与调节螺母420连接的一端的端面与第二连接端4212之间具有间隙,以保证调节丝杆410与调节螺母420具有较大的连接调节范围,以适应第二阳极300的不同设置高度的调节。
85.根据本技术的一些实施例,如图3和图4所示,调节机构400还包括第一锁紧螺母430,第一锁紧螺母430套设于调节丝杆410且与调节丝杆410螺纹配合,第一锁紧螺母430用于锁紧调节螺母420。当需要固定调节螺母420在调节丝杆410上的位置时,将第一锁紧螺母430旋转移动至与调节螺母420抵接,以实现对调节螺母420的锁紧;当需要移动调节螺母420在调节丝杆410上的位置时,旋转第一锁紧螺母430,使第一锁紧螺母430远离调节螺母420,以解除对调节螺母420的锁紧。通过第一锁紧螺母430锁紧调节螺母420,提高了调节螺母420与调节丝杆410的连接稳定性,避免调节螺母420相对于调节丝杆410转动;同时,调节螺母420的解锁操作方便快捷,便于实现调节螺母420的位置调整。
86.根据本技术的一些实施例,如图3和图4所示,调节机构400还包括支撑脚440,支撑脚440连接于调节丝杆410的远离调节螺母420的一端,调节丝杆410通过支撑脚440支撑于
电镀槽100的槽底,也即,支撑脚440与电镀槽100的槽底抵接,并且与调节丝杆410的远离调节螺母420的一端连接。通过支撑脚440支撑于电镀槽100的槽底,增加与电镀槽100的槽底的接触面积,提高调节丝杆410的支撑稳定性。
87.在一些实施例中,调节丝杆410插设于支撑脚440内,调节丝杆410与支撑脚440螺纹配合,以便于装配与拆卸。
88.为了保证支撑脚440与电镀槽100的槽底的支撑稳定性,支撑脚440为圆盘状结构,支撑脚440与电镀槽100的槽底具有较大的接触面积。
89.根据本技术的一些实施例,如图3和图4所示,调节机构400还包括第二锁紧螺母450,第二锁紧螺母450套设于调节丝杆410,且与调节丝杆410螺纹配合,第二锁紧螺母450用于锁紧支撑脚440。在支撑脚440与调节丝杆410螺纹配合时,通过将第二锁紧螺母450旋转移动至与支撑脚440抵接,能够实现对支撑脚440的锁紧。当需要解除对支撑脚440的锁紧时,旋转第二锁紧螺母450,使第二锁紧螺母450远离支撑脚440,即可解除对支撑脚440的锁紧。通过第二锁紧螺母450锁紧支撑架,操作简单,避免支撑脚440相对于调节丝杆410转动。
90.根据本技术的一些实施例,调节丝杆410上的外螺纹可以沿调节丝杆410的长度方向布满调节丝杆410,或者,调节丝杆410上的外螺纹分布于调节丝杆410的长度方向的两端,调节丝杆410的中部为光杆。
91.图5示出了本技术一实施例的加强件的结构示意图。根据本技术的一些实施例,如图5所示,加强件310也可以为框架结构,框架结构支撑于第二阳极300的第二面302,以实现对第二阳极300的整体支撑。
92.如图5所示,加强件310包括支撑框311和支撑腿312,支撑框311用于支撑第二阳极300的第二面302,支撑腿312分布于支撑框311的周围,支撑腿312的上端与支撑框311连接,调节螺母420设置于支撑腿312的下端。通过设置支撑腿312,可以减少调节丝杆410的长度,降低调节丝杆410受外力弯曲变形的产生,提高对第二阳极300的支撑稳定性。
93.图6示出了本技术另一实施例的调节机构的结构示意图。根据本技术的一些实施例,如图6所示,调节机构400还可以包括调节丝杆410、正丝螺母460、反丝螺母470及升降连杆组件480,升降连杆组件480的上端连接于第二阳极300,升降连杆组件480的下端连接于电镀槽100的槽底,正丝螺母460与反丝螺母470连接于升降连杆组件480,调节丝杆410分别与正丝螺母460和反丝螺母470螺纹配合,调节丝杆410被配置为驱动正丝螺母460与反丝螺母470相互靠近或远离,以使升降连杆组件480收缩或展开,从而调节第二阳极300的高度。通过调节丝杆410配合正丝螺母460和反丝螺母470,升降连杆组件480能够跟随正丝螺母460和反丝螺母470的相对运动而收缩或展开,以调整第二阳极300的高度,结构简单,操作便捷,支撑稳定性高。
94.需要指出的是,调节丝杆410包括丝杆本体411和端部412,端部412连接于丝杆本体411的一端,用于用户握持以转动丝杆本体411;丝杆本体411的相对的两端分别设置有正丝螺纹和反丝螺纹,正丝螺纹可以为右旋螺纹,反丝螺纹可以为左旋螺纹,对应的,正丝螺母460的内螺纹为右旋螺纹,正丝螺母460与正丝螺纹配合,反丝螺母470的内螺纹为左旋螺纹,反丝螺母470与反丝螺纹配合。当转动丝杆本体411时,套设于丝杆本体411上的正丝螺母460和反丝螺母470跟随丝杆本体411的转动而沿丝杆本体411移动,正丝螺母460与反丝螺母470相互靠近或远离。例如,丝杆本体411顺时针转动时,正丝螺母460与反丝螺母470相
互远离;当丝杆本体411逆时转动时,正丝螺母460与反丝螺母470相互靠近。
95.需要指出的是,为了便于操作调节丝杆410,调节丝杆410位于第二阳极300的侧面,也即,沿z方向,在电镀槽100的槽底的投影面上,调节丝杆410的投影与第二阳极300的投影不重合。
96.根据本技术的一些实施例,如图6所示,第二阳极300的第二面302设置有固定架305,升降连杆组件480包括第一连杆481、第二连杆482、第三连杆483和第四连杆484,第一连杆481的上端和第二连杆482的上端均与固定架305铰接,第一连杆481的下端与第三连杆483的上端铰接,第二连杆482的下端与第四连杆484的上端铰接,第三连杆483与第四连杆484交叉设置且两者铰接,第三连杆483的下端与电镀槽100的槽底滑动配合,第四连杆484的下端与电镀槽100的槽底滑动配合。第三连杆483的下端能够相对于电镀槽100沿x方向移动,第四连杆484的下端能够相对于电镀槽100沿x方向移动。正丝螺母460安装于固定架305,反丝螺母470安装于第三连杆483和第四连杆484的铰接处,也即,第三连杆483和第四连杆484在反丝螺母470处铰接。
97.当转动调节丝杆410且正丝螺母460与反丝螺母470相互靠近时,第三连杆483的上端和第四连杆484的上端在反丝螺母470的带动下朝向第二阳极300移动,第三连杆483的下端和第四连杆484的下端相互靠近,升降连杆组件480将第二阳极300抬升,使得第二阳极300在电镀槽100内的高度升高。当转动调节丝杆410且正丝螺母460与反丝螺母470相互远离时,第三连杆483的上端和第四连杆484的上端在反丝螺母470的带动下背离第二阳极300移动,第三连杆483的下端和第四连杆484的下端相互远离,升降连杆组件480将第二阳极300降下,使得第二阳极300在电镀槽100内的高度降低。
98.需要指出的是,升降连杆组件480设置有两组,两组升降连杆组件480相对于第二阳极300的在y方向上的中心线对称分布,保证第二阳极300的高度调节稳定。
99.根据本技术的一些实施例,电镀槽100的槽底设置有第一轨道和第二轨道,第一轨道和第二轨道均沿x方向延伸,第三连杆483的下端被配置为可滑动地设置于第一轨道,第四连杆484的下端被配置为可滑动地设置于第二轨道。通过第一轨道实现对第三连杆483的下端的移动导向,通过第二轨道实现对第四连杆484的下端的移动导向,提高了第三连杆483和第四连杆484相对于电镀槽100的移动灵活性和稳定性。
100.需要指出的是,为了防止第三连杆483和第四连杆484在工作状态时相对于电镀槽100移动,可以将第三连杆483的下端与电镀槽100的槽底接触的表面加工成粗糙面,同时,将第四连杆484的下端与电镀槽100的槽底接触的表面加工成粗糙面。
101.根据本技术的一些实施例,第一连杆481和第二连杆482的结构相同,第三连杆483和第四连杆484的结构相同,便于替换,降低加工成本。
102.根据本技术的一些实施例,反丝螺母470相对于第三连杆483的下端更靠近第三连杆483的上端,相应地,反丝螺母470相对于第四连杆484的下端更靠近第四连杆484的上端,此种情况下,第一连杆481的长度可以小于第三连杆483的长度,第二连杆482的长度可小于第四连杆484的长度,以降低加工成本。转动调节丝杆410,反丝螺母470沿调节丝杆410移动较小的距离,第三连杆483的下端和第四连杆484的下端之间的间距能够改变较大的距离,对应地,第二阳极300的高度能够实现较大范围的调节,提高了调节效率。
103.根据本技术的一些实施例,第一阳极200可以为可溶性阳极,节省成本,由于第一
阳极200位于基材p上方,当第一阳极200采用可溶性阳极时,补充操作便捷,对生产效率的影响较小。
104.或者,第一阳极200也可以为不溶性阳极,第一阳极200与基材p的上表面的极间距稳定。
105.需要说明的是,在不冲突的情况下,本技术中的实施例中的特征可以相互结合。
106.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1