制氢用电极的制备方法及制氢用电极、电解装置与流程
1.本技术涉及电解液制氢技术,具体涉及一种制氢用电极的制备方法及制氢用电极、电解装置。
背景技术:
2.当前,随着对环保节能的不断重视,以及我国碳达峰、碳中和发展目标的提出,相关企业将进一步提速减碳的过程。目前,氢气制取方式主要来源于化石燃料的重整,这种制取方式,其生产过程必然会排放大量的co2。而电解水制氢的制氢工艺,氢气来源于水,生产过程没有co2排放。电解水的设备-电解槽,由于其模块化特性,非常适合氢气的集中式生产,同时电解水制氢尤其适合与光伏、风能等可再生能源联合使用。随着可再生能源尤其是太阳能和风能的成本下降,国际上越来越关注利用可再生能源电解水制氢。
3.目前,电解水制氢装置采用金属氧化物活性涂层镍基阳极作为析氧阳极,但镍基阳极在电解使用过程中,将会影响其电化学性能,导致其使用寿命较短,其析氧效果变差,导致电解装置的电解效率大大降低。
技术实现要素:
4.鉴于上述问题,本技术提供一种制氢用电极的制备方法及制氢用电极、电解装置,使该电解装置中的电极析氧过电位低、高电流密度下使用寿命长、且主含量配比精准。
5.第一方面,本技术提供了一种制氢用电极的制备方法,包括:
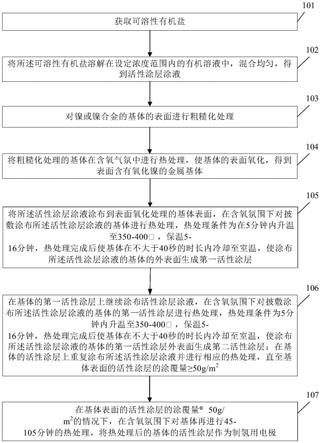
6.获取可溶性有机盐;其中,所述可溶性有机盐为金属有机盐;
7.将所述可溶性有机盐溶解在设定浓度范围内的有机溶液中,混合均匀,得到活性涂层涂液;其中,所述活性涂层涂液中的所有金属元素的总重量浓度保持在设定范围内;
8.对镍或镍合金的基体的表面进行粗糙化处理;
9.将粗糙化处理的基体在含氧气氛中进行热处理,使基体的表面氧化,得到表面含有氧化镍的金属基体;其中,热处理温度保持在320-550℃,热处理时长维持在18-60分钟;
10.将所述活性涂层涂液涂布到表面氧化处理的基体表面,在含氧氛围下对披敷涂布所述活性涂层涂液的基体进行热处理,热处理条件为在5分钟内升温至350-400℃,保温5-16分钟,热处理完成后使基体在不大于40秒的时长内冷却至室温,使涂布所述活性涂层涂液的基体的外表面生成第一活性涂层;
11.在基体的第一活性涂层上继续涂布活性涂层涂液,在含氧氛围下对披敷涂布所述活性涂层涂液的基体的第一活性涂层进行热处理,热处理条件为5分钟内升温至350-400℃,保温5-16分钟,热处理完成后使基体在不大于40秒的时长内冷却至室温,使涂布所述活性涂层涂液的基体的第一活性涂层外表面生成第二活性涂层;在基体的活性涂层上重复涂布所述活性涂层涂液并进行相应的热处理,直至基体表面的活性涂层的涂覆量≥50g/m2;
12.在基体表面的活性涂层的涂覆量≥50g/m2的情况下,在含氧氛围下对基体再进行45-105分钟的热处理,将热处理后的基体的活性涂层作为制氢用电极。
13.在一些实施例中,所述金属有机盐中的金属元素包括以下至少之一:
14.钌ru、铱ir、铑rh、钯pd、铂pt、镧la、铁fe、钴co、镍ni、铜cu、锰mn、铝al、钡ba、锶sr。
15.在一些实施例中,所述金属有机盐包括第一类有机盐;所述第一类有机盐包括la、co、ni的可溶性有机盐中的至少之一。
16.在一些实施例中,所述金属有机盐还包括第二类有机盐;所述第二类有机盐包括ru、ir的可溶性有机盐中的至少之一。
17.在一些实施例中,所述有机溶液包括乙酸溶液。
18.在一些实施例中,所述有机溶液中的所有金属元素的总重量浓度为175g/l-230g/l;其中,所述第一类有机盐中的金属元素的摩尔百分比为74%-100%,所述第二类有机盐中的金属元素的摩尔百分百分比为0%-26%。
19.在一些实施例中,所述乙酸溶液中乙酸浓度的体积比为4%-28%。
20.在一些实施例中,所述乙酸溶液中乙酸浓度的体积比为5%-11%。
21.在一些实施例中,所述在基体的活性涂层上重复涂布所述活性涂层涂液并进行相应热处理的重复次数为8次至10次;
22.在基体的活性涂层上涂布所述活性涂层的单层披覆量为5.0g/m
2-6.3g/m2。
23.第二方面,本技术提供了一种制氢用电极,所述电极通过前述的制氢用电极的制备方法制得。
24.第三方面,本技术提供了一种制氢用电解装置,所述电解装置中的阳极采用前述的制氢用电极。
25.本技术实施例的制氢用电极,使用可溶性有机盐和相应的有机溶溶液配制活性涂层涂液,在进行活性涂层涂布的工艺过程中,有机溶液对镍或镍合金的基体的腐蚀相对较少,使基体中的镍等不会渗入至活性涂层,使活性涂层中各组成元素的比例更精确。本技术实施例中,在基体上涂布活性涂层涂液形成电极涂层后,再通过设定条件下的高温氧化的热处理,使本技术实施例制备的制氢用电极具有析氧过电位低、高电流密度下使用寿命长、且电极中的主要成分的含量配比更精准,从而提升了制氢用电极的电化学性能,提升了电极的使用寿命,且提升了电解装置的制氢效率,由于不必频繁更换电解装置的电极,还节约了成本。
26.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
27.通过阅读对下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本技术的限制。而且在全部附图中,用相同的附图标号表示相同的部件。在附图中:
28.图1示出了本技术一实施例提供的制氢用电极的制备方法的工艺流程示意图。
具体实施方式
29.下面对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
31.在本技术实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次关系。在本技术实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
32.在本文中提及“实施例”意味着,结合实施例及附图等描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
33.在本技术实施例的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
34.在本技术实施例的描述中,术语“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
35.在本技术实施例的描述中,技术术语“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术实施例的限制。
36.在本技术实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
37.以下通过具体示例,进一步阐明本技术实施例的技术方案的实质。
38.图1示出了本技术一实施例提供的制氢用电极的制备方法的工艺流程示意图,如图1所示,本技术实施例提供的制氢用电极的制备方法的工艺流程至少包括:
39.流程101:获取可溶性有机盐;其中,所述可溶性有机盐为金属有机盐。
40.这里的获取可溶性有机盐可以是直接准备如采购可溶性有机盐,也可以通过置换反应或酸碱中和反应等方式制备该可溶性有机盐。本技术实施例中的金属有机盐中的金属元素包括以下至少之一:
41.钌(ru)、铱(ir)、铑(rh)、钯(pd)、铂(pt)、镧(la)、铁(fe)、钴(co)、镍(ni)、铜(cu)、锰(mn)、铝(al)、钡(ba)、锶(sr)。
42.本技术实施例中,金属有机盐包括第一类有机盐;所述第一类有机盐包括la、co、
ni的可溶性有机盐中的至少之一。这里的第一类有机盐主要是指过渡金属元素的可溶性有机盐,过渡金属元素如la、co、ni等。
43.所述金属有机盐还包括第二类有机盐;所述第二类有机盐包括ru、ir的可溶性有机盐中的至少之一。第二类有机盐中的金属元素一般是指贵金属。
44.本领域技术人员应当理解,本技术实施例中所选用的可溶性有机盐的相关金属元素,是通过大量实验和测试而确定的。
45.流程102:将所述可溶性有机盐溶解在设定浓度范围内的有机溶液中,混合均匀,得到活性涂层涂液。其中,所述活性涂层涂液中的所有金属元素的总重量浓度保持在设定范围内。所述乙酸溶液中乙酸浓度的体积比为4%-28%。优选地,乙酸溶液中乙酸浓度的体积比为5%-11%。具体地,乙酸溶液中乙酸浓度的体积比为9.5%、9.1%、8.0%、8.1%、8.6%、8.9%、7.6%、7%、6.5%、6.2%、5.8%、5.2%等。
46.本技术实施例中,有机溶液最好是6个碳以下的溶液,并不限于乙酸。当用其他有机溶液替换乙酸溶液的情况下,有机溶液的具体体积浓度会有所调整。
47.本技术实施例中,在有机溶液添加了可溶性有机盐后,活性涂层涂液中的全部的金属元素的浓度为175g/l-230g/l。作为一种优选方式,活性涂层涂液中的全部的金属元素的浓度为185g/l-200g/l,按照金属成分计,其中贵金属元素的摩尔百分比为0%-26%,过渡金属元素的摩尔百分百分比为74%-100%。
48.流程103:对镍或镍合金的基体的表面进行粗糙化处理。
49.本技术实施例中,粗糙化处理主要包括镍或镍合金的基体的表面进行打砂、酸洗等处理。打砂处理包括使用金刚石、沙子、炉渣等进行冲击打磨。使镍或镍合金的基体的表面的粗糙程度达到每微米的粗糙点数达到125至250。酸洗处理中的用酸可以包括硫酸、盐酸、磷酸、硝酸、铬酸、氢氟酸,或上述酸的混合酸等。
50.本领域技术人员应当理解,镍或镍合金的基体的表面的粗糙化处理可以与前述的活性涂层涂液并行执行,即本技术实施例中的流程工艺并非是对其时序上的限定,也可以先进行镍或镍合金的基体的表面的粗糙化处理,再进行活性涂层涂液的制备等。
51.流程104:将粗糙化处理的基体在含氧气氛中进行热处理,使基体的表面氧化,得到表面含有氧化镍的金属基体;其中,热处理温度保持在320-550℃,热处理时长维持在18-60分钟。
52.本技术实施例中,优选地,热处理温度可以保持在350℃、370℃、380℃、410℃、450℃、480℃、500℃、520℃等。热处理时长维持在20分钟、25分钟、30分钟、35分钟、38分钟、40分钟、45分钟、49分钟、51分钟、55分钟、57分钟等。
53.流程105:将所述活性涂层涂液涂布到表面氧化处理的基体表面,在含氧氛围下对披敷涂布所述活性涂层涂液的基体进行热处理,热处理条件为在5分钟内升温至350-400℃,保温5-16分钟,热处理完成后使基体在不大于40秒的时长内冷却至室温,使涂布所述活性涂层涂液的基体的外表面生成第一活性涂层。
54.作为一种实现示例,在2分钟内升温至380℃,保温5分钟;或者,在1分钟内升温至390℃,保温8分钟;或者,在3分钟内升温至360℃,保温12分钟;或者,在4分钟内升温至370℃,保温14分钟等。本领域技术人员应当理解,升温至350-400℃所用的时长越短,制得的本技术实施例的制氢用电极的活性涂层的成分稳定性越高,基体中的镍等越不易渗透至电极
的活性涂层中,使本技术实施例制得的电极的稳定性和使用寿命更长。
55.本技术实施例中,优选地,热处理条件为在5分钟内升温至360℃、380℃、390℃等。保温时长为6分钟、8分钟、10分钟、12分钟、15分钟等。
56.热处理完成后使基体在不大于40秒的时长内冷却至室温,具体地,可以将热处理后的基体置入惰性气体的冷却室中,如置入干冰、固态氮气、固态氦气、固态氖气等的冷却室内,使热处理完成后的基体迅速冷却至室温。一般而言,冷却至室温的时间越短越好,本技术实施例不限定具体的冷却时长。
57.流程106:在基体的第一活性涂层上继续涂布活性涂层涂液,在含氧氛围下对披敷涂布所述活性涂层涂液的基体的第一活性涂层进行热处理,热处理条件为5分钟内升温至350-400℃,保温5-16分钟,热处理完成后使基体在不大于40秒的时长内冷却至室温,使涂布所述活性涂层涂液的基体的第一活性涂层外表面生成第二活性涂层;在基体的活性涂层上重复涂布所述活性涂层涂液并进行相应的热处理,直至基体表面的活性涂层的涂覆量≥50g/m2。
58.本技术实施例中,优选地,热处理条件为在5分钟内升温至360℃、380℃、390℃等。保温时长为6分钟、8分钟、10分钟、12分钟、13分钟、15分钟等。
59.热处理完成后使基体在不大于40秒的时长内冷却至室温,具体地,可以将热处理后的基体置入惰性气体的冷却室中,如置入干冰、固态氮气、固态氦气、固态氖气等的冷却室内,使热处理完成后的基体迅速冷却至室温。一般而言,冷却至室温的时间越短越好,本技术实施例不限定具体的冷却时长。
60.本技术实施例中,在基体的活性涂层上重复涂布所述活性涂层涂液并进行相应热处理的重复次数为8次至10次;在基体的活性涂层上涂布所述活性涂层的单层披覆量为5.0g/m
2-6.3g/m2。
61.流程107:在基体表面的活性涂层的涂覆量≥50g/m2的情况下,在含氧氛围下对基体再进行45-105分钟的热处理,将热处理后的基体的活性涂层作为制氢用电极。
62.本技术实施例中,在含氧氛围下对基体再进行热处理的时长优选为50分钟、55分钟、60分钟、70分钟、75分钟、80分钟、85分钟、90分钟、100分钟等。
63.本技术实施例中,通过前述方法制备得到的制氢用电极,作为电解液电极装置中的阳极,即作为制氢电解装置中的析氧用的阳极。
64.以下通过具体示例,对本技术实施例的技术方案作进一步的说明。
65.本发明的碱性水制氢用的阳极,其采用如下步骤制成:
66.a、准备金属元素的可溶性有机盐,金属元素可以是ru、ir、rh、pd、pt、la、fe、co、ni、cu、mn、al、ba、sr的一种或几种。
67.b、将金属元素的可溶性有机盐溶解在4%-28%(vol)的6个碳以下的有机溶液中,令溶液中的全部金属元素的浓度维持在175g/l-230g/l,混合均匀,得到活性涂层涂液。
68.c、对镍或镍合金的金属基体进行打砂、酸洗,使其表面粗糙化。
69.d、将步骤c得到的金属基体在含氧气氛中进行热处理,热处理温度为320-550℃,时间为18-60分钟,使其表面氧化,得到含有氧化镍的金属基体。
70.e、将步骤b得到的活性涂层涂液涂布到经过步骤d处理过的金属基体的表面上,然后在含氧氛围下对披敷涂布溶液的金属基体进行热处理,热处理条件为5分钟内升温至
350-400℃,保温5-16分钟,热处理完成后使其迅速冷却至室温,并在金属基体的外表面生成活性涂层。
71.f、在步骤e得到的金属基体上继续涂布一层活性涂层涂液到新生成的活性涂层上,然后在含氧氛围下对披敷涂布溶液的金属基体进行热处理,热处理条件为5分钟内升温至350-400℃,保温5-16分钟,热处理完成后使其迅速冷却至室温,并在前次生成的活性涂层的外表面再生成一个新的活性涂层,如此循环往复,直至金属基体表面的活性涂层的涂覆量≥50g/m2;最后一次热处理时间为50-100分钟,得到碱性水制氢用阳极。
72.作为本技术实施例的优选示例,步骤a中,金属元素包括贵金属元素和过渡金属元素,其中贵金属元素的可溶性有机盐,可以是ru、ir的可溶性有机盐;过渡金属元素的可溶性有机盐,可以是la、co、ni的可溶性有机盐等。步骤b中有机溶液选择5-11%(vol)的乙酸溶液,溶液中的全部金属浓度为180g/l-200g/l,按照金属成分计,其中贵金属元素的摩尔百分比为0%-26%,过渡金属元素的摩尔百分百分比为74%-100%。
73.对于电解装置的电极制备方法,业内一般是采用辊涂法进行制备,但辊涂法的活性涂液均选用的无机盐及无机溶液,且活性涂液需要反复使用,在制备过程中,活性涂液对基体的腐蚀相对严重,基体中的相关金属元素会渗入到活性涂液中,随着涂布的进行,基体中的相关金属元素同样会渗入到电极的活性涂层中,这种制备方法将会影响活性涂层主含量配比的精准性。例如,作为辊涂法中无机溶液的代表,一般会选用硝酸或者盐酸等,而硝酸或者盐酸等对基体中的镍及镍合金腐蚀性较强,这种方法制备得到的电极,导致基体的活性涂层中镍元素增多,造成制作出的电极的活性涂层主含量配比误差较大,这严重影响了电极的电化学性能。
74.而本技术实施例中,采用有机酸溶液代替无机盐及无机酸溶液,无机酸对基体的腐蚀要弱很多,几乎不会对基体有腐蚀,因而,在基体上涂布活性涂层涂液的过程中,活性涂层涂液中镍或镍合金元素的含量几乎为零,通过本技术实施例的技术方案制得的电极,电极中的有效成分的含量更稳定,几乎不掺杂有其他金属元素,因此极性更佳。
75.本技术实施例通过对有机盐金属元素和有机溶液的筛选,使所制得的碱性水制氢用阳极电极具有三个优势:(1)活性涂层金属元素配比更精准;(2)低析氧过电位;(3)高电流密度下更长的使用寿命。
76.实施例1
77.取乙酸钌、乙酸镍、乙酸钴,加入10%(vol)乙酸溶液,搅拌至完全溶解,使其原子百分比含量为ru:31%,ni:23%,co:46%,全部金属浓度达到200g/l,得到活性涂层涂液。将活性涂层涂液均匀地涂刷到预处理好的镍拉网制成的金属基体上。每次涂布后,采用400℃进行烧付,热处理时间15分钟,热处理后使基体迅速冷却至室温,在得到的活性涂层上反复进行活性涂层涂液的涂布,使基体上活性涂层的涂覆量≥50g/m2,最后再次进行热处理,热处理时间为60分钟,得到碱性水制氢用阳极。
78.将上述碱性水制氢用阳极在80℃、30%koh、10ka/m2条件下,测得初始析氧过电位210mv,电解2000小时后,涂层残留量87%,析氧过电位222mv。检测使用后的活性涂层涂液中的ni=0.02ppm。
79.实施例2
80.取乙酸钌、乙酸镍、乙酸钴,加入25%(vol)乙酸溶液,搅拌至完全溶解,使其原子
百分比含量为ru:31%,ni:23%,co:46%,全部金属浓度达到200g/l,得到活性涂层涂液。将活性涂层涂液均匀地涂刷到预处理好的镍拉网制成的金属基体上。每次涂布后,采用390℃进行烧付,热处理时间14分钟,热处理后使基体迅速冷却至室温,在得到的活性涂层上反复进行活性涂层涂液的涂布,使基体上活性涂层的涂覆量≥50g/m2,再进行一次热处理,热处理时间是55分钟,得到碱性水制氢用阳极。
81.将上述碱性水制氢用阳极在80℃、30%koh、10ka/m2条件下,测得初始析氧过电位226mv,电解2000小时后,涂层残留量85%,析氧过电位235mv。检测使用后的活性涂层涂液中的ni=0.03ppm。
82.对比例1
83.取硝酸钌、硝酸镍、硝酸钴,加入10%(vol)硝酸溶液,搅拌至完全溶解,使其原子百分比含量为ru:31%,ni:23%,co:46%,全部金属浓度达到200g/l,得到活性涂层涂液。将活性涂层涂液均匀地涂刷到预处理好的镍拉网制成的金属基体上。每次涂布后,采用400℃进行烧付,热处理时间15分钟,使涂覆量≥50g/m2,再进行一次热处理,热处理时间是60分钟,得到碱性水制氢用阳极。
84.将上述碱性水制氢用阳极在80℃、30%koh、10ka/m2条件下,测得初始析氧过电位225mv,电解2000小时后,涂层残留量83%,析氧过电位232mv。检测使用后的活性涂层涂液中的ni=5ppm。
85.可见,通过硝酸溶液制备得到的碱性水制氢用阳极,在使用一段时间后,活性涂层涂液中的ni含量很高,相比于乙酸盐及对应溶液制备的碱性水制氢用阳极而言品质较差。
86.对比例2
87.取氯化钌、氯化镍、氯化钴,加入10%(vol)氯酸溶液,搅拌至完全溶解,使其原子百分比含量为ru:31%,ni:23%,co:46%,全部金属浓度达到200g/l,得到活性涂层涂液。将活性涂层涂液均匀地涂刷到预处理好的镍拉网制成的金属基体上。每次涂布后,采用400℃进行烧付,热处理时间15分钟,使涂覆量≥50g/m2,最后一次热处理时间是60分钟,得到碱性水制氢用阳极。
88.将上述碱性水制氢用阳极在80℃、30%koh、10ka/m2条件下,测得初始析氧过电位238mv,电解2000小时后,涂层残留量79%,析氧过电位249mv。检测使用后的活性涂层涂液中的ni=8ppm。
89.可见,通过氯酸溶液制备得到的碱性水制氢用阳极,在使用一段时间后,活性涂层涂液中的ni含量很高,相比于乙酸盐及对应溶液制备的碱性水制氢用阳极而言品质较差。
90.需要强调的是,本技术实施例由于选用了可溶性有机盐及有机溶液,因此在基体上制得的活性涂层后,后续进行的热处理及相关处理,需要重新选用相应的制备条件。本技术所记载的制备方法,所制备的电极的物理稳固程度较高,电化学性能较佳。
91.由此可见,本技术实施例的碱性水制氢阳极具有析氧过电位低、高电流密度下使用寿命长、主含量配比精准的特点。
92.本技术实施例还记载了一种制氢用电极,所述电极通过前述实施例的制氢用电极的制备方法制得。
93.本技术实施例还记载了一种制氢用电解装置,所述电解装置包括电解室,电解室中设置有电解电极,所述电解电极的阳极采用前述实施例的制氢用电极的制备方法制备的
制氢用电极。
94.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1