一种电子产品用高锡量镀锡板及其生产方法与流程
1.本发明属于金属材料处理技术领域,特别涉及一种电子产品用高锡量镀锡板及其生产方法。
背景技术:
2.镀锡板是一种生产技术性强、技术复杂、质量要求高的产品,被广泛应用于食品包装、压力容器、电子产品及各种容器等非食品行业。高锡量镀锡板(镀层8.4-15.1g/m2)是镀锡板中生产难度最高的一类产品,通常被用于罐头、午餐肉和电子连接件等对表面亮度、耐蚀要求高的产品,高锡铁与低锡量镀锡板相比表面锡层厚度较厚,耐摩性能差,在生产过程更易发生带钢与辊系之间摩擦产生的摩擦黑灰问题,严重影响高锡铁表面的耐蚀性、美观性。
3.目前解决镀锡板表面的黑灰缺陷通常有以下几种方法:一是降低钝化电流密度,减轻在钝化过程中产生的黑灰,但该方法仅能解决钝化工艺本身的黑灰问题,无法解决带钢与辊系间摩擦产生的黑灰问题;二是提高产线溶液的清洁度,增加漂洗水量,该方法仅解决的溶液清洁度问题引起黑灰缺陷;三是采用擦黑灰装置对成品镀锡板表面进行擦拭,可有效除去带钢与辊系之间摩擦产生的摩擦黑灰问题,但在生产过程发现由于高锡铁表面锡层质地软,擦黑灰装置的投入易在带钢表面产生划伤、色差类的次生质量问题。
技术实现要素:
4.本技术的目的在于提供一种电子产品用高锡量镀锡板及其生产方法,以解决目前高锡量镀锡板生产过程中由于带钢与辊系之间摩擦产生的摩擦黑灰问题。
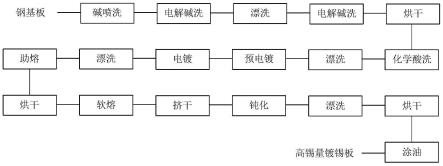
5.本发明实施例提供了一种电子产品用高锡量镀锡板的生产方法,所述方法包括:将钢基板进行碱喷洗-电解碱洗-漂洗-烘干-化学酸洗-漂洗-预电镀-电镀-漂洗-助熔-烘干-软熔-挤干-钝化-漂洗-烘干-涂油,得到高锡量镀锡板;
6.其中,钢基板表面粗糙度sa为0.6μm-0.85μm,所述钢基板的表面偏斜度ssk》0。
7.可选的,所述碱喷洗的碱洗溶液包括koh溶液,所述koh溶液的质量浓度为35g/l
±
5g/l,所述koh溶液的温度为70℃-80℃;所述电解碱洗的电流密度为20a/dm
2-25a/dm2。
8.可选的,所述化学酸洗的酸洗溶液采用h2so4溶液,所述h2so4溶液的质量浓度为45g/l
±
5g/l,所述h2so4溶液的温度为45℃
±
5℃。
9.可选的,所述电镀的电镀液采用msa高速镀锡体系,所述msa高速镀锡体系的硫酸根浓度在0.5g/l-5g/l,所述msa高速镀锡体系的锡泥含量小于1g/l。
10.可选的,所述软熔采用纯电感软熔,所述软熔的温度≥280℃,所述软熔的时间t1≥0.5s,1.5s≤软熔后所述钢基板滞空时间t2≤3s。
11.可选的,所述钝化的钝化液浓度为25g/l
±
3g/l,所述钝化的温度为42℃
±
2℃,所述钝化的ph值为4.4
±
0.2,所述钝化的电流密度为0.4as/dm
2-0.6as/dm2。
12.可选的,所述涂油的涂油量为2mg/m
2-10mg/m2。
13.可选的,所述漂洗均采用逆式漂洗,所述逆式漂洗的最后一级漂洗水的电导率≤1000μs/cm。
14.基于同一发明构思,本发明实施例还提供了一种电子产品用高锡量镀锡板,所述镀锡板采用如权利要求1至8所述的电子产品用高锡量镀锡板的生产方法制得。
15.可选的,所述镀锡板的锡层重量为8.4g/m
2-11.2g/m2,所述镀锡板的合金锡含量为1.5g/m
2-2.0g/m2。
16.本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
17.本发明实施例提供的电子产品用高锡量镀锡板的生产方法,所述方法包括:将钢基板进行碱喷洗-电解碱洗-漂洗-烘干-化学酸洗-漂洗-预电镀-电镀-漂洗-助熔-烘干-软熔-挤干-钝化-漂洗-烘干-涂油,得到高锡量镀锡板;其中,钢基板表面粗糙度sa为0.6μm-0.85μm,所述钢基板的表面偏斜度ssk》0;通过提高镀锡板表面粗糙度,控制镀锡板板表面偏斜度ssk》0,镀锡板合金层含量≥1.5g/m2,提高了镀锡板尖端位置的硬度,进而提高的高锡铁自身的耐摩性能,可有效的减少高锡量镀锡板生产过程中由于带钢与辊系之间摩擦产生的摩擦黑灰问题。
18.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
20.图1是本发明实施例提供的方法流程图。
具体实施方式
21.下文将结合具体实施方式和实施例,具体阐述本发明,本发明的优点和各种效果将由此更加清楚地呈现。本领域技术人员应理解,这些具体实施方式和实施例是用于说明本发明,而非限制本发明。
22.在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。
23.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等,均可通过市场购买得到或者可通过现有方法制备得到。
24.本技术实施例的技术方案为解决上述技术问题,总体思路如下:
25.根据本发明一种典型的实施方式,提供了一种电子产品用高锡量镀锡板生产方法,涉及镀锡产线生产工艺流程如下,碱喷洗-电解碱洗-漂洗-烘干-化学酸洗-漂洗-预电镀-电镀-漂洗-助熔-烘干-软熔-挤干-钝化-漂洗-烘干-涂油。为解决高锡量镀锡板在生产过程中与辊系之间相互摩擦产生浮灰缺陷的技术问题,各步骤工艺参数如下:
26.(1)冷轧电镀锡钢板基板表面粗糙度sa在0.6-0.85μm之间,优选地基板粗糙度控制在0.7-0.85μm之间;冷轧电镀锡钢板基板表面偏斜度ssk》0,优选地ssk》0.3;
27.控制基板表面粗糙度sa在0.6-0.85μm之间和表面偏斜度ssk》0的原因是sa越高越有利于提高镀锡板自身的耐摩擦性能,且ssk越大基板自身的峰形越锐利,越有利于提高镀锡板的抗摩擦性能,同时控制镀锡板合金层含量≥1.5g/m2,可提高镀锡板尖端位置的硬度,进一步提高的镀锡板自身的耐摩性能。当表面粗糙度取值过大时,对镀锡板自身的外观和焊接性能不利,同时在轧制生产时轧辊效率会大大降低。
28.(2)碱洗溶液采用koh溶液,浓度为35
±
5g/l,温度为70-80℃,电解碱洗电流密度为20-25a/dm2;
29.(3)酸洗为化学酸洗,采用45
±
5g/l硫酸水溶液,温度为45
±
5℃;
30.电镀液采用msa高速镀锡体系,控制镀液硫酸根浓度在0.5-5g/l,镀液锡泥含量小于1g/l,优选的硫酸根浓度控制在1-3g/l,镀液锡泥含量控制在小于0.5g/l,高锡铁表面锡层厚度为8.4-11.2g/m2;
31.(4)软熔方式采用纯电感软熔,软熔温度≥280℃,软熔时间t1≥0.5s,软熔后带钢滞空时间1.5s≤t2≤3s,合金锡含量≥1.5g/m2,优选地合金锡含量≥1.6g/m2;
32.控制软熔温度≥280℃、软熔时间t1≥0.5s,在该范围内镀锡板的合金层相对致密,同时合金层可稳定的控制在≥1.5g/m2以上,该取值过小镀锡板表面合金层致密性较差且合金层厚度无法稳定控制在1.5g/m2以上。
33.控制软熔后带钢滞空时间1.5s≤t2≤3s利于合金层的稳定生长,该时间取值过大镀锡板表面氧化程度加重,不利于后续钝化工艺的稳定进行。
34.合金层越厚,镀锡板自身的耐摩性越好,控制金锡含量≥1.5g/m2可有效的提高镀锡板自身的耐摩擦性。
35.(5)镀锡板钝化工艺按如下条件控制:钝化浓度控制在25
±
3g/l,钝化温度42
±
2℃,钝化ph 4.4
±
0.2,钝化电流密度0.5as/dm2;
36.(6)控制镀锡板表面涂油量在2-10mg/m2之间,优选的涂油量控制在3-6mg/m2;
37.生产过程中所有漂洗均为逆式漂洗,最后一级漂洗水电导率控制在1000μs/cm以下。
38.下面将结合实施例、对照例及实验数据对本技术的电子产品用高锡量镀锡板及其生产方法进行详细说明。
39.镀锡板表面浮灰无法采用常规测试黑灰方法进行测试,对于表面浮灰的判定特制订如下规则:
40.o:白纸擦拭后,自然光下无擦拭痕迹。
41.x:白纸擦拭后,自然光下清晰可见擦拭痕迹。
42.需要说明的是,以下实验中,除表中的参数选择不同,实验过程中其余的参数均为相同参数,且满足本技术实施例提供的范围。
43.不同表面形貌对应的表面浮灰情况:
[0044][0045][0046]
由上表可以看出随着基板粗糙度的增加镀锡板表面浮灰部分可消除,当控制镀锡板表面面粗糙度sa在0.6-0.85μm之间,偏斜度ssk》0时,镀锡板表面浮灰可完全消除。
[0047]
不同合金锡量对应浮灰情况
[0048][0049]
由上表可以看出当合金锡含量≥1.5g/m2时,镀锡板表面浮灰得到有效控制。
[0050]
本发明实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
[0051]
(1)本发明实施例方法通过提高镀锡板表面粗糙度,控制镀锡板板表面偏斜度ssk》0,镀锡板合金层含量≥1.5g/m2提高镀锡板峰形的锐利程度和硬度,进而提高的高锡铁自身的耐摩性能,可有效的减少8.4g/m
2-11.2g/m2高锡量镀锡板生产过程中由于带钢与辊系之间摩擦产生的摩擦黑灰问题;
[0052]
(2)本发明实施例提供的方法适用于对镀锡板表面黑灰等级要求严苛产品,采用
方法提供的镀锡板表面黑灰程度的控制技术所获得的镀锡板表面黑灰等级可以达到i-ii级且表面无浮灰缺陷,满足客户对镀锡板产品的耐蚀性、美观性要求。
[0053]
最后,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0054]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0055]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1