一种高效孔镀装置及其工艺的制作方法
1.本发明涉及孔镀领域,特别是涉及一种高效孔镀装置及其工艺。
背景技术:
2.电镀工艺是利用电解的原理将导电体铺上一层金属的方法。电镀是指在含有预镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中预镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法。镀层性能不同于基体金属,具有新的特征。根据镀层的功能分为防护性镀层,装饰性镀层及其它功能性镀层。电镀时,镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。能增强金属的抗腐蚀性、增加硬度、防止磨耗、提高导电性、光滑性、耐热性和表面美观。电镀是一种电化学过程,也是一种氧化还原过程。电镀的基本过程是将零件浸在金属盐的溶液中作为阴极,金属板作为阳极,接直流电源后,在零件上沉积出所需的镀层。
3.然而,孔镀指的是对工件上的孔槽进行电镀的过程,传统的孔镀设备对于工件上的孔槽进行电镀的效果不好、效率较低、满足不了精度要求较高的工件的孔镀的要求。
技术实现要素:
4.基于此,有必要针对传统的孔镀设备对于工件上的孔槽进行电镀的效果不好、效率较低、满足不了精度要求较高的工件的孔镀的要求的技术问题,提供一种高效孔镀装置及其工艺。
5.一种高效孔镀装置,该高效孔镀装置包括底板、丝杆电机、承载块、若干注射机构、脱脂机构、活化机构、水洗机构、电镀机构、控制机构以及两个固定机构;所述丝杆电机设置在所述底板上,两个所述固定机构对称设置在所述丝杆电机的两边且均与所述底板连接;所述丝杆电机与所述承载块驱动连接,各所述注射机构均匀设置在所述承载块上;所述注射机构包括驱动气缸、盛液盘、压缩弹簧、环形挤压软板以及注射管;所述驱动气缸与所述承载块连接,所述驱动气缸与所述盛液盘驱动连接;所述盛液盘为中空半圆柱体结构,所述盛液盘开设有弧形盛液槽;所述弧形盛液槽的底部开设有回流口;所述盛液盘的内部开设有储液腔,所述盛液盘的侧壁上开设有注射口,所述注射口与所述储液腔连通;所述注射管与所述弧形盛液槽的槽底连接,所述注射管与所述储液腔连通;所述压缩弹簧和所述环形挤压软板套设在所述注射管上,所述压缩弹簧的一端与所述弧形盛液槽的槽底连接,所述压缩弹簧远离所述弧形盛液槽的一端与所述环形挤压软板连接;所述环形挤压软板背向所述弧形盛液槽的一面开设有弧形导流槽;所述环形挤压软板与所述注射管之间存在导流间隙;所述脱脂机构包括脱脂液存储箱、第一抽送泵、第一抽水管以及第一回流管;所述第一抽送泵设置在所述脱脂液存储箱的底部,所述第一抽送泵通过所述第一抽水管与一所述盛液盘上的所述注射口连通;与所述第一抽水管连通的所述盛液盘上的回流口通过所述
第一回流管与所述脱脂液存储箱连通;所述活化机构包括活化液存储箱、第二抽送泵、第二抽水管以及第二回流管;所述第二抽送泵设置在所述活化液存储箱的底部,所述第二抽送泵通过所述第二抽水管与一所述盛液盘上的所述注射口连通;与所述第二抽水管连通的所述盛液盘上的回流口通过所述第二回流管与所述活化液存储箱连通;所述水洗机构包括水洗液存储箱、第三抽送泵、第三抽水管以及第三回流管;所述第三抽送泵设置在所述水洗液存储箱的底部,所述第三抽送泵通过所述第三抽水管与一所述盛液盘上的所述注射口连通;与所述第三抽水管连通的所述盛液盘上的回流口通过所述第三回流管与所述水洗液存储箱连通;第三回流管上设置有过滤器;所述电镀机构包括电镀液存储箱、第四抽送泵、第四抽水管以及第四回流管;所述第四抽送泵设置在所述电镀液存储箱的底部,所述第四抽送泵通过所述第四抽水管与一所述盛液盘上的所述注射口连通;与所述第四抽水管连通的所述盛液盘上的回流口通过所述第四回流管与所述电镀液存储箱连通;所述丝杆电机、所述第一抽送泵、所述第二抽送泵、所述第三抽送泵、所述第四抽送泵以及各所述驱动气缸均与所述控制机构电连接。
6.在其中一个实施例中,所述固定机构包括支撑架、l型连板、螺纹杆以及挤压板;所述l型连板通过所述支撑架与所述底板连接,所述l型连板上开设有螺纹孔,所述螺纹孔与所述螺纹杆相适配,所述螺纹杆插设于所述螺纹孔中并与所述l型连板螺接,所述挤压板设置在所述l型连板与所述支撑架之间,螺纹杆的一端与所述挤压板转动连接,所述螺纹杆远离所述挤压板的一端设置有转动把手。
7.在其中一个实施例中,所述支撑架包括支撑板和若干支撑柱,所述支撑板通过各所述支撑柱与所述底板连接;所述支撑板与所述l型连板连接。
8.在其中一个实施例中,所述支撑板与所述l型连板一体式成型设置。
9.在其中一个实施例中,所述挤压板背向所述l型连板的一面设置有防滑垫。
10.在其中一个实施例中,所述防滑垫为软质橡胶垫。
11.在其中一个实施例中,所述防滑垫上设置有防滑纹。
12.在其中一个实施例中,所述防滑垫为软质硅胶垫。
13.在其中一个实施例中,所述防滑垫为软质塑料垫。
14.一种高效孔镀工艺,所述工艺包括以下步骤:机械抛光步骤:将待电镀工件上盲孔的孔壁进行抛光打磨处理;固定步骤:将待电镀工件通过两个固定机构固定起来;第一次水洗步骤:丝杆电机通过承载块将与水洗机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第三回流管流入水洗液存储箱中;脱脂处理步骤:丝杆电机通过承载块将与脱脂机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;
同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第一抽送泵通过第一抽水管将脱脂液存储箱中的脱脂液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行脱脂处理,从盲孔中流出的脱脂液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第一回流管流入脱脂液存储箱中;第二次水洗步骤:丝杆电机通过承载块将与水洗机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第三回流管流入水洗液存储箱中;活化处理步骤:丝杆电机通过承载块将与活化机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第二抽送泵通过第二抽水管将活化液存储箱中的活化液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行活化处理,从盲孔中流出的活化液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第二回流管流入活化液存储箱中;第三次水洗步骤:丝杆电机通过承载块将与水洗机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第三回流管流入水洗液存储箱中;电镀处理步骤:将待电镀工件接入阴极,丝杆电机通过承载块将与电镀机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第四抽送泵通过第四抽水管将电镀液存储箱中的电镀液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行电镀处理,从盲孔中流出的电镀液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第四回流管流入电镀液存储箱中;第四次水洗步骤:将工件与电极断开,丝杆电机通过承载块将与水洗机构连通的注射机构驱动至待电镀工件的下方,该注射机构中的驱动气缸通过盛液盘将注射管插入待电镀工件上的盲孔中;同时通过压缩弹簧将环形挤压软板抵接在待电镀工件上的盲孔的开口处;第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘,并通过注射管对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽和导流间隙沿着注射管又流到盛液盘中,并通过回流口和第三回流管流入水洗液存储箱中;干燥处理步骤:将工件从两个固定机构上取下,并做干燥处理上述高效孔镀工艺主要依据高效孔镀装置进行,在高效孔镀装置的使用下,高效孔镀工艺方便快捷、对工件盲孔电镀的效率高、效果好。并且,保证电镀工艺整个过程中的水洗液、脱脂液、活化液以及电镀液不会接触到工件的其他部位,对工件的进行了良好的保护,也提高了水洗液、脱脂液、活化液以及电镀液的使用效率。
附图说明
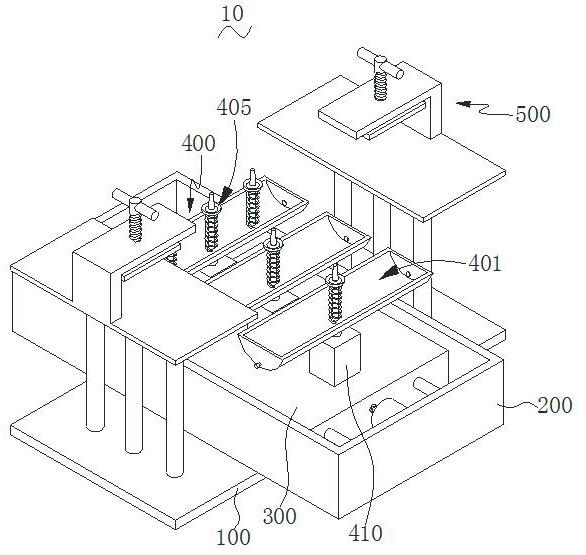
15.图1为一个实施例中高效孔镀装置的结构示意图;图2为图1实施例中高效孔镀装置另一视角的结构示意图;图3为一个实施例中高效孔镀工艺的流程图。
具体实施方式
16.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
17.请一并参阅图1至图2,本发明提供了一种高效孔镀装置10,该高效孔镀装置10包括底板100、丝杆电机200、承载块300、若干注射机构400、脱脂机构(图未示)、活化机构(图未示)、水洗机构(图未示)、电镀机构(图未示)、控制机构(图未示)以及两个固定机构500。
18.丝杆电机200设置在底板100上,两个固定机构500对称设置在丝杆电机200的两边且均与底板100连接。丝杆电机200与承载块300驱动连接,各注射机构400均匀设置在承载块300上。
19.注射机构400包括驱动气缸410、盛液盘420、压缩弹簧430、环形挤压软板440以及注射管450。驱动气缸410与承载块300连接,驱动气缸410与盛液盘420驱动连接。盛液盘420为中空半圆柱体结构,盛液盘420开设有弧形盛液槽401。弧形盛液槽401的底部开设有回流口402。盛液盘420的内部开设有储液腔,盛液盘420的侧壁上开设有注射口404,注射口404与储液腔连通。注射管450与弧形盛液槽401的槽底连接,注射管450与储液腔连通。压缩弹簧430和环形挤压软板440套设在注射管450上,压缩弹簧430的一端与弧形盛液槽401的槽底连接,压缩弹簧430远离弧形盛液槽401的一端与环形挤压软板440连接。环形挤压软板440背向弧形盛液槽401的一面开设有弧形导流槽405。环形挤压软板440与注射管450之间存在导流间隙。
20.脱脂机构包括脱脂液存储箱、第一抽送泵、第一抽水管以及第一回流管。第一抽送泵设置在脱脂液存储箱的底部,第一抽送泵通过第一抽水管与一盛液盘420上的注射口404连通。与第一抽水管连通的盛液盘420上的回流口402通过第一回流管与脱脂液存储箱连通。
21.活化机构包括活化液存储箱、第二抽送泵、第二抽水管以及第二回流管。第二抽送泵设置在活化液存储箱的底部,第二抽送泵通过第二抽水管与一盛液盘420上的注射口404连通。与第二抽水管连通的盛液盘420上的回流口402通过第二回流管与活化液存储箱连通。
22.水洗机构包括水洗液存储箱、第三抽送泵、第三抽水管以及第三回流管。第三抽送泵设置在水洗液存储箱的底部,第三抽送泵通过第三抽水管与一盛液盘420上的注射口404连通。与第三抽水管连通的盛液盘420上的回流口402通过第三回流管与水洗液存储箱连通。第三回流管上设置有过滤器。
23.电镀机构包括电镀液存储箱、第四抽送泵、第四抽水管以及第四回流管。第四抽送泵设置在电镀液存储箱的底部,第四抽送泵通过第四抽水管与一盛液盘420上的注射口404连通。与第四抽水管连通的盛液盘420上的回流口402通过第四回流管与电镀液存储箱连
通。
24.丝杆电机200、第一抽送泵、第二抽送泵、第三抽送泵、第四抽送泵以及各驱动气缸410均与控制机构电连接。需要说明的是,在本实施例中,控制机构为下位机。具体的,控制机构为plc,在另外的实施例中,控制机构为单片机。在其他的实施例中,控制机构包括上位机和下位机,上位机与下位机电连接。控制机构控制丝杆电机200、第一抽送泵、第二抽送泵、第三抽送泵、第四抽送泵以及各驱动气缸410协调工作,以保证高效孔镀装置10的顺利运转。
25.为了对待电镀工件进行固定,在其中一个实施例中,固定机构500包括支撑架510、l型连板520、螺纹杆530以及挤压板540。l型连板520通过支撑架510与底板100连接,l型连板520上开设有螺纹孔501,螺纹孔501与螺纹杆530相适配,螺纹杆530插设于螺纹孔501中并与l型连板520螺接,挤压板540设置在l型连板520与支撑架510之间,螺纹杆530的一端与挤压板540转动连接,螺纹杆530远离挤压板540的一端设置有转动把手531。在本实施例中,支撑架510包括支撑板511和若干支撑柱512,支撑板511通过各支撑柱512与底板100连接。支撑板511与l型连板520连接。进一步地,支撑板511与l型连板520一体式成型设置。将待电镀工件放置到l型连板520和支撑板511之间,通过转动把手531转动螺纹杆530,螺纹杆530向下移动并推动挤压板540向下移动从而对待电镀工件进行挤压固定。
26.为了进一步地增加固定机构500对待电镀工件的固定稳定性,在其中一个实施例中,挤压板540背向l型连板520的一面设置有防滑垫。防滑垫一方面增加挤压板540的防滑性能,增加挤压板540与待加工工件之间的摩擦力,另一方面可以对待加工工件进行保护。进一步地,防滑垫上设置有防滑纹,以进一步地增加挤压板540的防滑性能。在本实施例中,防滑垫为软质橡胶垫,软质橡胶垫具有一定的弹性、良好的韧性以及优良的防滑性能。在另一个实施例中,防滑垫为软质硅胶垫。在又一个实施例中,防滑垫为软质塑料垫。如此,挤压板540背向l型连板520的一面设置的防滑垫进一步地增加了固定机构500对待电镀工件的固定稳定性。
27.请参阅图3,本发明提供了一种高效孔镀工艺,所述工艺包括以下步骤:步骤101:机械抛光步骤:将待电镀工件上盲孔的孔壁进行抛光打磨处理。
28.步骤102:固定步骤:将待电镀工件通过两个固定机构500固定起来。
29.步骤103:第一次水洗步骤:丝杆电机200通过承载块300将与水洗机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第三回流管流入水洗液存储箱中。
30.步骤104:脱脂处理步骤:丝杆电机200通过承载块300将与脱脂机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第一抽送泵通过第一抽水管将脱脂液存储箱中的脱脂液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行脱脂处理,从盲孔中流出的脱脂液
经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第一回流管流入脱脂液存储箱中。
31.步骤105:第二次水洗步骤:丝杆电机200通过承载块300将与水洗机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第三回流管流入水洗液存储箱中。
32.步骤106:活化处理步骤:丝杆电机200通过承载块300将与活化机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第二抽送泵通过第二抽水管将活化液存储箱中的活化液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行活化处理,从盲孔中流出的活化液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第二回流管流入活化液存储箱中。
33.步骤107:第三次水洗步骤:丝杆电机200通过承载块300将与水洗机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第三回流管流入水洗液存储箱中。
34.步骤108:电镀处理步骤:将待电镀工件接入阴极,丝杆电机200通过承载块300将与电镀机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第四抽送泵通过第四抽水管将电镀液存储箱中的电镀液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行电镀处理,从盲孔中流出的电镀液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第四回流管流入电镀液存储箱中。
35.步骤109:第四次水洗步骤:将工件与电极断开,丝杆电机200通过承载块300将与水洗机构连通的注射机构400驱动至待电镀工件的下方,该注射机构400中的驱动气缸410通过盛液盘420将注射管450插入待电镀工件上的盲孔中。同时通过压缩弹簧430将环形挤压软板440抵接在待电镀工件上的盲孔的开口处。第三抽送泵通过第三抽水管将水洗液存储箱中的水洗液抽送至盛液盘420,并通过注射管450对待电镀工件上的盲孔进行冲洗,从盲孔中流出的水洗液经过弧形导流槽405和导流间隙沿着注射管450又流到盛液盘420中,并通过回流口402和第三回流管流入水洗液存储箱中。
36.步骤110:干燥处理步骤:将工件从两个固定机构500上取下,并做干燥处理上述高效孔镀工艺主要依据高效孔镀装置10进行,在高效孔镀装置10的使用下,
高效孔镀工艺方便快捷、对工件盲孔电镀的效率高、效果好。并且,保证电镀工艺整个过程中的水洗液、脱脂液、活化液以及电镀液不会接触到工件的其他部位,对工件的进行了良好的保护,也提高了水洗液、脱脂液、活化液以及电镀液的使用效率。
37.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1