3D打印辅助的多尺度金属三维表面结构制备方法及产品
3d打印辅助的多尺度金属三维表面结构制备方法及产品
技术领域
1.本发明涉及微纳结构强化传热表面领域,具体涉及一种3d打印辅助的微米级和毫米级多尺度金属三维表面结构制备方法及产品。
背景技术:
2.随着电子元件的集成化与小型化快速发展,许多具有高热流密度的热系统,如先进的激光器、发光二极管、雷达、微处理器、电机等,都需要消耗巨大的热量,而这些具有高热流密度的热系统对其散热系统的要求越来越严格,其中,换热结构表面是决定散热系统性能的一项重要因素。
3.目前,换热结构表面处理方式主要有改变表面粗糙度、增加表面涂层和制备表面几何结构等。其中,制备表面几何结构相较于改变表面粗糙度和增加表面涂层在提升换热结构表面散热效率上具有优势。
4.然而,传统的几何结构制备方法受限于结构尺度和形状的精确控制,例如机械加工制备结构通常在毫米级,而且对具有镂空、多孔以及梯度特征的多尺度三维有序结构还无法制备。近年来所采用的金属3d打印技术虽然可以完成毫米级或者亚毫米级尺度的金属表面三维结构加工,但仍旧达不到微米级的要求。
技术实现要素:
5.本发明实施例提供一种3d打印辅助的微米级和毫米级多尺度金属三维表面结构制备方法及产品,用以解决金属表面三维结构加工精度差的技术问题,并可以将机加工方法与3d打印辅助的多尺度金属三维表面结构制备方法结合,制备材料多样性、以及尺寸多样性的金属表面三维结构。
6.第一方面,本发明实施例提供一种3d打印辅助的多尺度金属三维表面结构制备方法,包括:
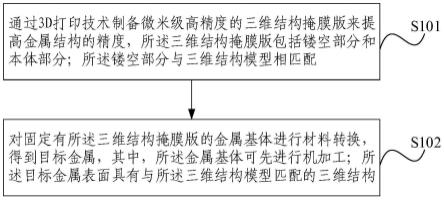
7.通过3d打印技术制备微米级高精度的三维结构掩膜版来提高金属结构的精度,所述三维结构掩膜版包括镂空部分和本体部分;所述镂空部分与三维结构模型相匹配;
8.对固定有所述三维结构掩膜版的金属基体进行材料转换,得到目标金属;所述目标金属表面具有与所述三维结构模型匹配的三维结构。
9.在一个实施例中,所述3d打印技术包括光固化3d打印技术和激光直写3d打印技术。
10.所述对固定有所述三维结构掩膜版的金属基体进行材料转换的转换方法包括电镀方法、化学镀方法和化学气相沉积方法。
11.对固定有所述三维结构掩膜版的金属基体进行材料转换之前,还包括:
12.对所述金属基体进行机加工。
13.所述对固定有所述三维结构掩膜版的金属基体进行材料转换,得到目标金属,包括:
14.将所述三维结构掩膜版固定在金属基体表面,形成模板基体组合体;其中,所述三维结构掩膜版中的镂空部分与所述金属基体直接相连;
15.对所述模板基体组合体进行材料转换,得到金属体;
16.去除所述金属体上的所述三维结构掩膜版,得到所述目标金属。
17.对固定有所述三维结构掩膜版的金属基体进行材料转换的转换方法包括电镀方法、化学镀方法和化学气相沉积方法。
18.采用电镀方法对所述模板基体组合体进行材料转换,得到金属体,包括:
19.将所述模板基体组合体浸入材料转换溶液并连接工作电极;
20.将辅助电极和参比电极浸入所述材料转换溶液;
21.控制电化学工作站开启达到预设时长后,得到所述金属体;
22.其中,所述工作电极和所述参比电极组成的测量回路上设置有电压表;所述工作电极和所述辅助电极组成的极化回路上设置有电流表。
23.所述去除所述金属体上的所述三维结构掩膜版,得到所述目标金属,包括:
24.将所述金属体浸入去除树脂溶液中,去除所述三维结构掩膜版,得到所述目标金属;所述去除树脂溶液能够溶解所述三维结构掩膜版对应的光敏树脂材料且不与所述目标金属对应的金属材料发生反应。
25.所述对固定有所述三维结构掩膜版的金属基体进行材料转换,得到目标金属之前,包括:
26.打磨所述金属基体的表面;
27.利用清洁试剂清洗打磨后的金属基体表面。
28.第二方面,本发明实施例提供一种部件,所述部件为金属部件;所述金属部件表面的三维结构通过第一方面所述的3d打印辅助的多尺度金属三维表面结构制备方法加工得到。
29.在一个实施例中,所述金属部件为散热金属件。
30.所述散热金属件的表面结构为六边形网状多孔结构,所述六边形网状多孔结构由3层紧密拼接的六边形网状结构组成,每一层六边形的横柱长度范围为50-500μm,横柱直径范围为30-300μm,连接支柱直径范围为30-300μm;相邻两层六边形网状结构的层距范围为50-400μm。
31.所述散热金属件的表面具有梯度微柱结构,所述梯度微柱结构的直径范围为20-150μm,所述梯度微柱结构在横向上中心对称,且所述梯度微柱结构的间距梯度依次增加。
32.所述散热金属件的表面具有梯形双流道微通道结构,所述梯形双流道微通道结构包括主流道和次流道;所述主流道截面为梯形,所述梯形的上底长度范围为40-200μm,所述梯形的下底长度范围为60-300μm;所述次流道是截面为反梯形的主流道间隙结构,所述次流道由侧面通孔和顶部孔组成,所述顶部孔的边长范围为20-100μm,所述顶部孔的深度范围为20-100μm。
33.所述散热金属件的表面具有直翅片与直柱孔层结合结构,其中,所述直翅片的翅片宽度范围为0.5-2毫米mm,间距范围为0.5-2mm,高度范围为0.5-2mm;所述直翅片上设有多孔结构,所述多孔结构的厚度范围为0.1-0.5mm,孔径范围为10-100μm,孔间距范围为25-200μm。
34.所述散热金属件的表面具有圆环翅片与s型弯柱阵环阵结合结构,其中,所述圆环翅片的圆环宽度范围为0.1-1mm,圆环间隔范围为0.3-2mm,高度范围为0.3-2mm;所述s型弯柱由多个直径范围为30-200μm的1/4圆环构成,所述s型弯柱的直径范围为30-100μm,所述s型弯柱的间距范围为100-300μm。
35.所述散热金属件的表面具有方梯台与多孔立方柱阵结合结构,其中,所述方梯台的梯台上边长范围为0.2-2mm,梯台下边长范围为0.5-4mm,高度范围为0.2-1mm;所述多孔立方柱阵由多个直径范围为20-8-100μm短直柱构成,水平方向直柱间距范围为50-200μm,垂直方向直柱范围为50-200μm。
36.第三方面,本发明实施例提供一种系统,所述系统为换热系统,所述换热系统包含有第二方面所述的金属部件。
37.本发明实施例提供的3d打印辅助的多尺度金属三维表面结构制备方法,通过3d打印技术制备微米级高精度的三维结构掩膜版来提高金属结构的精度,三维结构掩膜版包括镂空部分和本体部分;镂空部分与三维结构模型相匹配;对固定有三维结构掩膜版的金属基体进行材料转换,得到目标金属,其中,金属基体可先进行机加工;目标金属表面具有与三维结构模型匹配的三维结构。
38.本发明实施例提供的3d打印辅助的多尺度金属三维表面结构制备方法通过提高模板的精度来提高金属结构的精度,在金属表面制备具备微米级精度且结构复杂的多尺度、多材料的换热结构,提高金属相变换热效率。
附图说明
39.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
40.图1是本发明实施例提供的3d打印辅助的多尺度金属三维表面结构制备方法的流程示意图;
41.图2是本发明实施例提供的六边形网状多孔结构的俯视图;
42.图3是本发明实施例提供的六边形网状多孔结构的一个六边形单元结构的示意图;
43.图4是本发明实施例提供的六边形网状多孔结构的侧剖图之一;
44.图5是本发明实施例提供的六边形网状多孔结构的侧剖图之二;
45.图6是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的单元结构的俯视图;
46.图7是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的侧剖图之一;
47.图8是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的侧剖图之二;
48.图9是本发明实施例提供的喷雾冷却装置的结构示意图;
49.图10是本发明实施例提供的金字塔翅片结构的示意图;
50.图11是本发明实施例提供的金字塔翅片结构的侧视图;
51.图12是本发明实施例提供的喷雾冷却热流密度的折线图;
52.图13是本发明实施例提供的喷雾冷却换热系数的折线图;
53.图14是本发明实施例提供的梯度微柱结构侧视图;
54.图15是本发明实施例提供的梯度微柱结构俯视图;
55.图16是本发明实施例提供的梯形双流道微通道结构的俯视图;
56.图17是本发明实施例提供的梯形双流道微通道结构的侧剖图;
57.图18是本发明实施例提供的梯形双流道微通道结构的侧视图;
58.图19是本发明实施例提供的直翅片与直柱孔层结合结构的示意图;
59.图20是本发明实施例提供的直翅片与直柱孔层结合结构的侧视图;
60.图21是本发明实施例提供的直翅片与直柱孔层结合结构的俯视图;
61.图22是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的示意图;
62.图23是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的侧剖图;
63.图24是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的俯视图;
64.图25是本发明实施例提供的方梯台与多孔立方柱阵结合结构的示意图;
65.图26是本发明实施例提供的方梯台与多孔立方柱阵结合结构的俯视图;
66.图27是本发明实施例提供的方梯台与多孔立方柱阵结合结构的侧视图。
具体实施方式
67.为使本发明的目的、技术方案和优点更加清楚,下面结合本发明实施例中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
68.图1为本发明实施例提供的3d打印辅助的多尺度金属三维表面结构制备方法的流程示意图。参照图1,本发明实施例提供一种3d打印辅助的多尺度金属三维表面结构制备方法,可以包括:
69.s101、通过3d打印技术制备微尺度高精度的三维结构掩膜版来提高金属结构的精度,所述三维结构掩膜版包括镂空部分和本体部分;所述镂空部分与三维结构模型相匹配;
70.s102,对固定有所述三维结构掩膜版的金属基体进行材料转换,得到目标金属,其中,所述金属基体可先进行机加工;所述目标金属表面具有与所述三维结构模型匹配的三维结构。
71.在步骤s101中,可以通过三维建模软件设计所需的三维结构并将设计好的三维结构对应的模型导入到软件中,对三维结构模型进行分析处理。例如:可以使用3d绘图软件solidworks设计并绘制三层六边形多孔结构模型,再利用3d切片软件对绘制好的三层六边形多孔结构模型进行分析处理。
72.在步骤s101中,可以采用的3d打印技术包括但不限于光固化3d打印技术和激光直写3d打印技术。本发明实施例以光固化3d打印技术和激光直写3d打印技术进行举例说明。
73.因此,对于采用所述激光直写3d打印技术制备微米级高精度的三维结构掩膜版的具体步骤包括:
74.对所述三维结构模型分析处理得到激光扫描顺序;
75.通过所述激光直写3d打印技术根据所述激光扫描顺序,在待制备材料的光刻胶上曝光3d已经处理好的三维结构图形,得到所述三维结构掩膜版。
76.具体为,对三维结构模型分析处理得到激光扫描顺序。进一步地,在需要待制备材料的表面上旋涂光刻胶,随后采用激光直写3d打印技术根据激光扫描顺序,在待制备材料的光刻胶上曝光3d已经处理好的三维结构图形,得到三维结构掩膜版。
77.本发明实施例通过激光直写3d打印技术制备出高精度的三维结构掩膜版来提高金属结构的精度,在金属表面制备具备微米级精度且结构复杂的多尺度、多材料的换热结构,提高金属相变换热效率。
78.进一步地,对于采用光固化3d打印技术制备微米级高精度的三维结构掩膜版的具体步骤包括:
79.对所述三维结构模型分层切片得到二维结构图片集合;所述二维结构图片集合包括按分层顺序排列的多个二维结构图片;
80.根据所述二维结构图片集合控制对应区域的液态光敏材料在光诱导下发生固化,得到所述三维结构掩膜版;
81.所述三维结构掩膜版由多个固化层按分层顺序堆叠形成;其中,每一固化层为根据对应的二维结构图片控制对应区域的液态光敏材料在光诱导下发生固化得到的。
82.二维结构图片集合包括按分层顺序排列的多个二维结构图片。由于根据二维结构图片打印出固化层后,还需将固化层参照三维结构重新进行堆叠,因此,可以在存储二维结构图片时,按照分层顺序将二维结构图片按序存储在不同的存储单元来实现排序;或对二维结构图片按照分层顺序进行编号,以编号作为二维结构图片的排序序号。三维结构掩膜版由多个固化层按分层顺序堆叠形成;其中,每一固化层为根据对应的二维结构图片控制对应区域的液态光敏材料在光诱导下发生固化得到的。
83.三维结构掩膜版包括镂空部分和本体部分;其中,镂空部分与三维结构相匹配,使得三维结构掩膜版固定在金属表面时,需要形成三维结构的区域不会被三维结构掩膜版的本体部分所遮挡,即需要形成三维结构的区域为非绝缘区,进而能够在材料转换时发生化学反应,在金属表面形成三维结构。
84.光固化3d打印技术可以采用多种液体光敏材料,例如:聚氨酯丙烯酸酯树脂、环氧丙烯酸树脂、聚丙烯酸树脂和聚醚丙烯酸酯树脂等光敏树脂。由于本发明实施例中的三维结构掩膜版用于作为金属材料转换过程中的掩膜版,因此,可以从中选用耐高温和/或硬性高的光敏树脂。激光直写技术中采用光刻胶根据实际情况选择。
85.对应地,后续可以通过化学溶剂去除上述光敏树脂和光刻胶,并且采用的化学溶剂不与目标金属对应的金属材料发生反应。或者采用高温加热融化、气体反应去除等方法。
86.进一步地,在步骤s102中,对固定有三维结构掩膜版的金属基体进行材料转换的转换方法可使用包括但不限制于电镀方法、化学镀方法、化学气相沉积方法和化学还原法,得到的目标金属表面上具有三维结构,其中,目标金属的材料可与基体材料不同。
87.对固定有三维结构掩膜版的金属基体(可先进行机加工制备毫米级结构、并可与目标金属种类不同)进行材料转换,得到目标金属;目标金属表面具有微米级和毫米级多尺度三维结构。
88.进一步地,为了方便理解和说明,本发明实施例中电镀方法包括但不限制于双电极电镀方法和三电极电镀方法。
89.在一个实施例中,步骤s102的过程如下:根据所述多个二维结构图片的排列顺序依次调用二维结构图片,并根据每一次调用的二维结构图片通过面投影微立体光固化技术形成所述三维结构掩膜版。
90.面投影微立体光固化技术使用紫外光刻投影系统,将需打印图案投影到液态光敏树脂的液面上,由于光敏树脂在紫外光照射下会发生聚合反应,完成固态化转换,因此,液面上被紫外光投影的部分液态光敏树脂固化并快速微立体成型,进而由数字模型直接加工出复杂的三维模型,完成目标三维结构的制作。
91.在上述过程中,每调用一个二维结构图片,则利用上述紫外光刻投影系统将调用的二维结构图片对应图案投影到液态光敏树脂的液面上,得到一层固化层后再调用下一个二维结构图片,并在原本得到的固化层的基础上再次投影当前调用的二维结构图片的对应图案,得到另一层固化层;以此类推,每一次正在打印的固化层都是在上一次得到的固化层的基础上进行打印的。
92.本发明实施例中,可以对面投影微立体光固化技术对应的3d打印系统的工作参数进行如下设定:设定平面最小线宽为2μm;设定三维结构最小线宽为10μm;设定打印层厚,即分层厚度为5μm~20μm;设定最大打印高度为10mm;设定打印幅面中的单幅面尺寸为3.84mm
×
2.16mm,拼接幅面尺寸为38.4mm
×
21.6mm;其中,当需要制作的固化层尺寸大于单幅面尺寸时,3d打印系统会对其进行区域划分,紫外光一次扫描投影一个区域,完成所有区域的扫描时,完成一层固化层的打印,该过程的拼接误差小于10μm。
93.在一个实施例中,根据所述多个二维结构图片的排列顺序依次调用二维结构图片,并根据每一次调用的二维结构图片通过面投影微立体光固化技术形成三维结构掩膜版的具体过程如下:
94.s1、调用二维结构图片集合中排序第一的二维结构图片作为当前二维结构图片,并将当前二维结构图片对应图案通过紫外光投影到液态光敏材料表面,固化得到初始掩膜版;
95.s2、下移初始掩膜版使初始掩膜版上方具有预设层厚的液态光敏材料;
96.s3、调用二维结构图片集合中当前二维结构图片的下一个二维结构图片对当前二维结构图片进行替换;
97.s4、将当前二维结构图片对应图案通过紫外光投影到初始掩膜版上方的液态光敏材料表面以对初始掩膜版进行更新,之后返回执行步骤s2,直至当前二维结构图片为二维结构图片集合中排序最后的二维结构图片时,执行步骤s5;
98.s5、以当前的初始掩膜版作为三维结构掩膜版。
99.在步骤s1中,若二维结构图片按序存储在同一存储区块的不同单元中,则从该存储区块中的第一单元开始访问并调用二维结构图片;若二维结构图片关联有按照分层顺序设置的编号,则依据编号由小至大开始调用二维结构图片。
100.在步骤s1中,将当前二维结构图片对应图案通过紫外光投影到液态光敏材料表面,固化得到的初始掩膜版为三维结构掩膜版中的一层本体部分;在形状上,当前二维结构图片对应图案实质上与当前二维结构之间为可以相互嵌合的关系。
101.在步骤s2中,预设层厚为三维结构模型的分层厚度。在此步骤中,下移初始掩膜版使得已经完成固化的初始掩膜版上方铺上未固化的液态光敏材料,以用于进行另一层固化层的制备。
102.在步骤s3中,可以调用下一单元中的二维结构图片或下一编号的二维结构图片进行下一层固化层的制备。
103.在步骤s4中,需将当前二维结构图片对应图案通过紫外光投影到初始掩膜版上方的液态光敏材料表面,使得步骤s4中形成的固化层堆叠在原本的初始掩膜版上,将此时重新堆叠了一层固化层的初始掩膜版作为更新后的初始掩膜版,并执行步骤s2中将初始掩膜版下移预设层厚的动作。
104.在步骤s5中,在当前二维结构图片为二维结构图片集合中排序最后的二维结构图片时,说明当前制备的是三维结构掩膜版中的最后一层,在完成最后一层固化后,即可得到三维结构掩膜版,而无需再对三维结构掩膜版进行下移。
105.在一个实施例中,上述步骤s2中可以直接将初始掩膜版在盛有液态光敏材料的容器中下移预设层厚的距离;
106.或将所述初始掩膜版下移第一预设距离后上移第二预设距离,其中,所述第一预设距离减去所述第二预设距离得到的差值为所述预设层厚;所述预设层厚大于零。
107.相较于直接将初始掩膜版在盛有液态光敏材料的容器中下移预设层厚的距离,采用将初始掩膜版下移第一预设距离后上移第二预设距离的方式,令初始掩膜版先下降一个较大距离,保证初始掩膜版能够完全浸润在液体光敏材料中,保证液体光敏材料铺满初始掩膜版上方,之后再上升一个较小距离,调整初始掩膜版与液态光敏材料液面的距离,令下一层固化层能够在初始掩膜版的基础上完成固化,保证每一层固化层的完整度和各固化层之间贴合的紧密度。
108.本发明实施采用的为光固化3d打印技术制备高精度的三维结构掩膜版,通过对三维结构模型分层切片,将三维结构拆分为二维结构进行加工,通过提高每一层二维结构的加工精度来提升三维结构的精度;而本发明实施例利用液态光敏材料在光诱导下会发生固化的特点,制备每一层二维结构对应的固化层,即通过控制调制后的光照射液态光敏材料表面,对特定区域进行选择性曝光从而生成特定结构,其能够借助最高光学分辨率达2μm的光学系统形成精度达到微米级的三维结构掩膜版,将三维结构掩膜版固定在金属基体表面进行材料转换,通过三维结构掩膜版的本体部分绝缘金属基体部分表面,而借助三维结构掩膜版的镂空部分材料转换形成所需的三维结构,通过上述3d打印辅助的多尺度金属三维表面结构制备方法能够在金属表面制备具备微米级精度且结构复杂的换热结构,进而提高金属相变换热的效率。
109.下面对3d打印辅助的多尺度金属三维表面结构制备方法中的材料转换过程进行说明:在一个实施例中,步骤s102包括:
110.将所述三维结构掩膜版固定在金属基体表面,形成模板基体组合体;其中,所述三维结构掩膜版中的镂空部分与所述金属基体直接相连;
111.对所述模板基体组合体进行材料转换,得到金属体;
112.去除所述金属体上的所述三维结构掩膜版,得到所述目标金属。
113.需要说明的是,在对固定有三维结构掩膜版的金属基体进行材料转换之前,首先
需要对金属基体进行机加工。
114.进一步地,通过夹具将三维结构掩膜版与金属基体夹紧固定,或通过液态光敏材料对三维结构掩膜版与金属基体进行粘合。该过程中,需将三维结构掩膜版中的镂空部分与所述金属基体直接相连。
115.在一个实施例中,对固定有三维结构掩膜版的金属基体进行材料转换方法或其他方法,得到目标金属(例如铜、镍、铬、金、锌、银等金属及其合金),其中,材料转换方法包括但不限于电镀方法、化学镀方法、化学气相沉积方法和化学还原法,包括:需要进行金属基多尺度三维结构制备的金属基体(可以与目标金属不同,满足材料多样性)先根据需求进行机加工完成毫米级结构的制备,再将三维结构掩膜版固定在金属基体表面,形成模板基体组合体,实现尺寸多样性;其中,三维结构掩膜版中的镂空部分与金属基体直接相连;机加工希望保留的孔隙,先通过液态有机物填充并固化,完成金属基多尺度三维结构后再去除。
116.进一步地,将金属体浸入去除树脂溶液中,还可以对去除树脂溶液进行加热,以去除所述三维结构掩膜版,得到所述目标金属。
117.在一个实施例中,所述去除树脂溶液可以采用碱性溶液,例如:可以采用氢氧化钠溶液;其中,所述去除树脂溶液能够溶解所述三维结构掩膜版对应的光敏树脂材料且不与所述目标金属对应的金属材料发生反应。
118.进一步地,采用双电极电镀法或三电极电镀法进行材料转换。进一步需要说明的是,电镀只是本发明实施例其中的一种方法,也可用化学镀方法和化学还原法方法替换电镀方法。
119.其中,双电极电镀法的材料转换过程如下:将模板基体组合体浸入电镀溶液并连接工作电极,辅助电极浸入材料转换溶液,工作电极连接电源负极,辅助电极连接电源正极,开启电源使得工作电极附近发生还原反应完成模板基体组合体的电镀。
120.其中,化学镀的材料转换过程如下:将模板基体组合体按顺序依次浸入化学镀预处理溶液,化学镀预处理溶液可包括以下一种或多种:化学除油溶液、化学粗化溶液、化学敏化溶液、化学活化溶液、化学解胶溶液。浸入下一步化学镀预处理溶液前需要对模板基体组合体进行水洗,清洗残留的上一步化学镀预处理溶液。随后将模板基体组合体浸入化学镀溶液,并加以适当加热或搅拌以完成模板基体组合体的化学镀。
121.其中,化学还原法的材料转换过程如下:将含有极性基团的聚合物和能与其形成络合物的目标金属盐共同溶解在溶剂中制成均匀的预处理溶液,将模板基体组合体浸入预处理溶液,将预处理溶液蒸干后置于还原溶液中,完成化学还原法的材料转换。
122.在一实施例中,采用三电极电镀法进行材料转换,过程如下:将所述模板基体组合体浸入材料转换溶液并连接工作电极;将辅助电极和参比电极浸入所述材料转换溶液;控制电化学工作站开启达到预设时长后,得到所述金属体;
123.其中,所述工作电极和所述参比电极组成的测量回路上设置有电压表,测量回路中参比电极测量或施加工作电极电位的基准以测试电极的电化学反应过程,进而对电化学反应过程加以控制;所述工作电极和所述辅助电极组成的极化回路上设置有电流表,极化回路起到传导电流的作用。
124.在本发明实施例中,材料转换溶液可以采用焦磷酸铜溶液,其由焦磷酸铜、焦磷酸钾、柠檬酸铵和去离子水混合并经机械搅拌均匀后得到。
125.在实际的材料转换过程中,若三维结构掩膜版和金属基体通过夹具夹紧固定,材料转换一定时长后,三维结构掩膜版中的部分镂空已经被金属所填充,此时三维结构掩膜版与金属基体表面不需要夹具也能保持紧密的贴合,可以去掉夹具并完成剩下部分的材料转换,以减少夹具对材料转换的影响。
126.以三电极电镀法为例,本发明实施例通过电化学工作站,设置合理的电化学参数进行材料转换,电化学工作站参数可以设置如下:
127.电位范围为
±
10v;电流范围为
±
250ma;电流测量下限为10pa;电化学工作站支持的电化学测试技术包括但不限于:多阶梯电流法(istep,multi-current steps)以及控制电位电解库仑法(be,bulk electrolysis with coulometry)。
128.相较于双电极电镀法,本发明实施例采用的三电极电镀法能够避免双电极体系产生的如下问题:一旦双电极体系中有电流通过,辅助电极就会发生极化,导致电位的变化,导致工作电极测到的电位不准,同时还会存在电流流过时溶液电压降的问题,进而导致电化学反应不稳定,影响电镀效果;而三电极电镀法引入了参比电极,与工作电极构成测量回路,能够对工作电极的电势进行测量和控制,由于测量回路中没有极化电流流过,仅有极小的测量电流,因此,也不会对工作电极的极化状态和参比电极的稳定性造成干扰,进而可同时实现电化学反应过程中的电势和电流的控制,保证电化学反应过程的稳定,达到更好的电镀效果。
129.在一个实施例中,将三维结构掩膜版固定在金属基体表面,形成模板基体组合体之前,还需要对金属基体进行预处理,去除其表面的毛刺、油污和氧化物,具体包括如下步骤:
130.打磨所述金属基体的表面;
131.利用清洁试剂清洗打磨后的金属基体表面。
132.其中,打磨后的金属基体表面可以通过以下试剂依次进行清洗:丙酮、无水乙醇、稀硫酸和去离子水。
133.其中,丙酮用于清洗金属基体表面的油污,无水乙醇用于清洗残留在金属基体表面的丙酮,稀硫酸用于清除金属基体表面的氧化物,例如氧化铜,去离子水用于清洗残留的稀硫酸;上述清洗过程中,可以将打磨后的金属基体置于清洗试剂中浸泡3min~10min。
134.需要说明的是,上述对于稀硫酸的质量百分比的描述以及清洗过程中浸泡时长的描述仅是本发明实施例中的一种示例,不作为对本发明实施例的唯一限定。
135.本发明实施例通过预先对金属基体的表面进行打磨和清洗,去除其表面存在的毛刺、油污和氧化物,令材料转换形成的三维结构能够更紧密地附着在金属基体表面。
136.在一个实施例中,在去除金属体上的三维结构掩膜版之前,还可以对过度材料转换的部分进行平整性打磨,之后再通过去除所述金属体上的所述三维结构掩膜版,得到所述目标金属步骤去除三维结构掩膜版,得到目标金属。
137.另一方面,本发明还提供了一种部件,所述部件为金属部件,所述金属部件的表面具有三维结构,所述金属部件表面的三维结构通过如上述任一实施例所述的3d打印辅助的多尺度金属三维表面结构制备方法加工得到,例如包括:表面具有六边形网状多孔结构的金属部件。
138.可以通过如上述任一实施例所述的3d打印辅助的多尺度金属三维表面结构制备
方法制备如图2所示的六边形网状多孔结构,图2是本发明实施例提供的六边形网状多孔结构的俯视图。如图3至图5所示,图3是本发明实施例提供的六边形网状多孔结构的一个六边形单元结构的示意图;图4是本发明实施例提供的六边形网状多孔结构的侧剖图之一;图5是本发明实施例提供的六边形网状多孔结构的侧剖图之二。该六边形网状多孔结构由3层紧密拼接的六边形网状结构组成,所述六边形501由6根等长的横柱连接形成,相邻两层网状结构之间通过上下两层的六边形端点位置的连接支柱502进行连接。其中,为了保证六边形网状多孔结构与金属基体表面连接的紧密性,参见图4,与金属基体表面连接的第三层网状多孔结构601仅保留1/2层。
139.与上述六边形网状多孔结构相对应的,其三维结构掩膜版构成上述六边形网状多孔结构的反结构,如图6至图8所示,图6是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的单元结构的俯视图;图7是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的侧剖图之一;图8是本发明实施例提供的六边形网状多孔结构对应三维结构掩膜版的侧剖图之二。即其三维结构掩膜版的镂空部分与所述六边形网状多孔结构相匹配。如图6所示,为了方便观察材料转换完成情况以及防止过度材料转换导致沉积过多铜金属,在第一层网状多孔结构对应的二维结构上只留下了与连接支柱601直径相同的通孔801。如图7所示,为了防止材料转换过程中金属在所需六边形网状多孔结构的四周沉积过度,在其反结构四周设计了薄层901以限制金属沉积的范围。
140.在本实施例中,在实验阶段制备了如下结构参数的六边形网状多孔结构用于喷雾冷却和池沸腾等传热应用场景,下文以喷雾冷却为例,将六边形网状多孔结构作为实验对象测试其传热性能:
141.每一层六边形的横柱长度范围为50-500微米μm,横柱直径范围为30-300μm,连接支柱直径范围为30-300μm;相邻两层六边形网状结构的层距范围为50-400μm。在一实施例中,横柱长度l=300μm;横柱直径d=170μm;连接支柱直径d=170μm;相邻两层六边形网状结构的层距h=200μm。
142.如图9所示,图9是本发明实施例提供的喷雾冷却装置的结构示意图,该实验阶段所采用的喷雾冷却装置如下,包括:
143.工质循环回路、冷却油循环回路、加热台、加热模块以及数据测量模块;其中,工质循环回路上设有加热器、储液箱、磁驱齿轮泵、流量调节阀、螺旋管换热器、流量计、过滤器以及喷嘴,用于保证工质以设定的温度、压力和流量运输到喷嘴处并喷至加热台上的金属表面;冷却循环回路中的工质为冷媒导热油,冷却循环回路上设有真空泵、冷凝器、制冷加热循环机以及螺旋管换热器,用于为喷雾冷却装置提供冷源,并调节工质的温度;数据测量模块包括有热电偶、齿轮流量计、压力变送器以及数据采集器,用于完成实验数据的记录;加热模块包括有直流电源、圆筒加热器以及隔热材料,通过直流电源为加热台上的圆筒加热器供电,并以隔热材料辅助保温,用于保证实验中的金属表面能获取足够的热量。
144.以金字塔翅片结构作为第一参照对象,以抛光处理后的平面结构作为第二参照对象。其中,金字塔翅片结构如图10和图11所示,图10是本发明实施例提供的金字塔翅片结构的示意图;图11是本发明实施例提供的金字塔翅片结构的侧视图。金字塔结构底面边长l1=1mm,金字塔高h1=1mm;所述金字塔翅片结构为机加工制备。
145.实验对象和参照对象的表面大小均取为1
×
1cm2,在大气压下进行实验,实验工质
2mm。在一实施例中,翅片宽度l=1mm,间距g=1mm,高度h=1mm。在翅片顶部上多孔结构由本发明提供的3d打印辅助的多尺度金属三维表面结构制备方法制备。多孔结构的厚度范围为0.1-0.5mm,孔径范围为10-100μm,孔间距范围为25-200μm。在一实施例中,多孔结构厚度h=0.2mm,孔径d=10μm,孔间距s=25μm。直翅片与直柱孔层结合结构可以适用于冷凝传热。
153.如图22至图24所示,图22是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的示意图;图23是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的侧剖图;图24是本发明实施例提供的圆环翅片与s型弯柱阵结合结构的俯视图。圆环翅片与s型弯柱阵环阵结合结构,其中下部圆环结构由机加工制备,圆环翅片的圆环宽度范围为0.1-1mm,圆环间隔范围为0.3-2mm,高度范围为0.3-2mm。在一实施例中,圆环宽度l=0.3mm,圆环间隔g=0.7mm,高度h=0.5mm。在翅片顶部上圆环及s型弯柱阵由本说明提供的3d打印辅助的多尺度金属三维表面结构制备方法制备,圆环高度h=0.5mm,s型弯柱阵在垂直方向由3个相同的弯柱构成,水平方向s型弯柱阵围绕中心均匀分布,两个s型弯柱之间的角度为20
°
。s型弯柱由多个直径范围为30-200μm的1/4圆环构成,s型弯柱的直径范围为30-100μm,s型弯柱的间距范围为100-300μm。在一实施例中,s型弯柱由多个d=100μm的1/4圆环构成,s型弯柱直径d=50μm,s型弯柱间距b=150μm。上述圆环翅片与s型弯柱阵环阵结合结构可以适用于喷雾冷却实验。
154.如图25至图27所示,图25是本发明实施例提供的方梯台与多孔立方柱阵结合结构的示意图;图26是本发明实施例提供的方梯台与多孔立方柱阵结合结构的俯视图;图27是本发明实施例提供的方梯台与多孔立方柱阵结合结构的侧视图。方梯台与多孔立方柱阵结合结构,其中下部方梯台结构由机加工制备,方梯台的梯台上边长范围为0.2-2mm,梯台下边长范围为0.5-4mm,高度范围为0.2-1mm。在一实施例中,梯台上边长l1=0.5mm,梯台下边长l2=1mm,高度h=0.5mm。在方梯台上多孔立方柱阵由本发明提供的3d打印辅助的多尺度金属三维表面结构制备方法制备,多孔立方柱仅在梯台上表面制备。多孔立方柱阵由多个直径范围为20-8-100μm短直柱构成,水平方向直柱间距范围为50-200μm,垂直方向直柱范围为50-200μm。在一实施例中,多孔立方柱阵由多个直径d=50μm短直柱构成,水平方向直柱间距g=100μm,垂直方向直柱h=100μm。上述方梯台与多孔立方柱阵结合结构可以适用于沸腾实验。
155.另一方面,本发明还提供了一种系统,所述系统为换热系统,其包含有上述实施例所述的金属部件,例如包括:表面具有六边形网状多孔结构的散热金属件、表面具有梯形双流道微通道结构的散热金属件、直翅片与直柱孔层结合结构的散热器件、圆环翅片与s型弯柱阵结合结构的散热器件和方梯台与多孔立方柱阵结合结构d的散热金属件。
156.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1