上料便捷度高的电镀件悬挂架的制作方法
1.本技术涉及悬挂架技术领域,尤其涉及上料便捷度高的电镀件悬挂架。
背景技术:
2.电镀件悬挂架是一种用于悬挂电镀件,使电镀件可以浸没于指定液体中以进行电解反应的挂料结构。其中,电镀件泛指可以发生电解反应的金属工件。
3.现有的电镀件悬挂架大多包含机架和多个悬挂钩,机架设置于龙门架上,所有悬挂钩阵列设置于机架上,其中,悬挂钩又多为l型钩体。操作人员手动将电镀件一个一个吊装至独立的悬挂钩上,接着,再通过龙门架控制机架升降,使机架带动所有电镀件进入电镀槽内,进而以进行电解反应。
4.然而,操作人员手动将电镀件一个一个吊装于独立的悬挂钩上的操作太过繁琐、耗时,进而极大地降低了悬挂架的应用效率,故有待改善。
技术实现要素:
5.为了改善操作人员手动将电镀件一个一个吊装于独立的悬挂钩上的操作太过繁琐、耗时的问题,本技术提供了上料便捷度高的电镀件悬挂架。
6.本技术提供的上料便捷度高的电镀件悬挂架采用如下的技术方案:上料便捷度高的电镀件悬挂架,包括承料部、挂料部和卡位部;所述承料部包括承料板,所述承料板上设置有用于供挂料部安装的放料通道;所述挂料部包括多组挂料组件和多组推送组件,所述挂料组件上用于悬挂待加工的电镀件,一组所述推送组件对应设置于一组挂料组件上,以用于使所述挂料组件进入放料通道;所述卡位部设置于承料板上,以用于限定所述挂料组件在放料通道内的位置。
7.通过采用上述技术方案,挂料组件用于同时承接多个待电镀加工的电镀件,操作人员通过推送组件将挂料组件安装于放料通道内腔,使多个电镀件可以同时且快速安装于承料板上,推送组件则大大提高了挂料组件在承料板上的安装速度,卡位部用于将挂料组件限定于放料通道内腔,减少挂料组件脱离方料组件的现象;此过程有效提高了操作人员将电镀件安装于承料板上的便捷度与自动化程度,有助于保障悬挂架的应用持续性,进而保障了悬挂架的应用效率。
8.在一个具体的可实施方案中,所述挂料组件包括挂料通板和多组钩连架,所有所述钩连架间隔设置于挂料通板上;所述放料通道的侧壁内相对设置有两条用于供挂料通板抵入、滑移并用于限定挂料通板在放料通道内腔位置的限位通道。
9.通过采用上述技术方案,所有钩连架间隔设置于挂料通板上,以稳定承接待加工的电镀件,进而以提高多个电镀件安装于承料板上的便捷性和速度;限位通道用于限定挂料通板在放料通道内的位置,有助于减少挂料通板脱离放料通道的现象。
10.在一个具体的可实施方案中,所述推送组件包括推送滚轮,所述挂料通板上设置有内穿通道,所述推送滚轮其中一端转动设置于内穿通道的侧壁内;所述放料通道的侧壁
内且位于限位通道处设置有用于供推送滚轮抵入的导移通道。
11.通过采用上述技术方案,推送滚轮在导移通道内腔滚动,使得进入放料通道内腔的挂料通板可快速在放料通道内滑移,有助于提高电镀件安装于承料板上的便捷性及自动化程度。
12.在一个具体的可实施方案中,所述承料部还包括定料组件,所述定料组件包括压盖气缸和抵压推板;所述压盖气缸设置于承料板上,且所述压盖气缸的输出端穿设至限位通道的内腔;所述抵压推板设置于压盖气缸的输出端上,以用于抵压进入所述限位通道的挂料通板。
13.通过采用上述技术方案,压盖气缸外伸输出端后,使得抵压推板同时抵接于所有进入放料通道内腔的挂料通板,使挂料通板初步定位于放料通道内腔,提高了相邻挂料通板的连接紧密度及应用稳定性,减少了相邻的挂料通板出现连接松动或从放料通道的开口处脱出的现象。
14.在一个具体的可实施方案中,所述定料组件还包括触紧件,所述触紧件设置于抵压推板上,且所述触紧件过盈配合于抵压推板和挂料通板之间。
15.通过采用上述技术方案,触紧件通过自身的压缩形变及较大的静摩擦系数抵紧于抵压推板和挂料通板之间,提高抵压推板抵接挂料通板的稳定性,进而以提高挂料通板在放料通道内腔的位置稳定性及应用稳定性。
16.在一个具体的可实施方案中,所述承料部还包括推料组件,所述推料组件包括递进单元和抵推板;所述承料板上还设置有用于供递进单元安装的预设通道,所述抵推板设置于递进单元上,以在所述放料通道内推动挂料通板位移。
17.通过采用上述技术方案,抵推板通过递进单元驱动,以用于将位于放料通道内腔的挂料通板快速从放料通道的开口处推出,进而提高后续挂料通板在放料通道内腔的安装速度及效率,保障了悬挂架的应用持续性,进而有助于保障悬挂架的应用效率。
18.在一个具体的可实施方案中,所述递进单元包括递进电机、內导丝杆、预设座和转接筒体,所述抵推板设置于转接筒体上,所述转接筒体螺纹连接于內导丝杆上;所述预设座和递进电机相对设置于预设通道的侧壁内,所述內导丝杆其中一端与递进电机的输出端相连,另一端设置于所述预设座上。
19.通过采用上述技术方案,递进电机正转输出端,使內导丝杆沿顺时针方向转动,进而使转接螺筒带动抵推板沿內导丝杆的长度方向,从递进电机处朝向预设座处位移,进而以将挂料通板从放料通道的开口处快速推出;此过程有效提高了挂料通板脱离承料板的速度,有助于使后续挂料通板快速安装于承料板上。
20.在一个具体的可实施方案中,所述承料板上还设置有用于收纳抵推板的侧接边槽。
21.通过采用上述技术方案,侧接边槽用于收纳抵推板,以减少抵推板在放料通道内腔占用空间的现象,进而使相邻的挂料通板在放料通道内腔具有足够的空间以相互抵紧,保障了挂料通板在放料通道内的位置稳定性。
22.在一个具体的可实施方案中,所述卡位部包括边卡环板,所述边卡环板转动设置于承料板上,以用于同时抵接所述承料板和挂料通板;所述边卡环板上还设置有切位平面,所述切位平面用于使边卡环板脱离挂料通板。
23.通过采用上述技术方案,边卡环板同时抵接承料板和挂料通板,以保障挂料通板在放料通道内腔的位置稳定性,并有助于减少挂料通板从放料通道的内腔脱出的现象;切位平面用于使边卡环板脱离放料通道的开口处,进而以远离挂料通板,以便操作人员在放料通道内安装或拆卸放料通板。
24.综上所述,本技术具有以下有益技术效果:1.通过挂料组件同时承接多个待电镀加工的电镀件,再通过推送组件将挂料组件块快速安装于放料通道内腔,使多个电镀件可以同时且快速、自动化程度较高的安装于承料板上,此过程有效提高了操作人员将电镀件安装于承料板上的便捷度与自动化程度,进而有助于保障悬挂架的应用持续性,并保障了悬挂架的应用效率;2.通过递进单元驱动抵推板位移,使以位于放料通道内腔的挂料通板可以快速从放料通道的开口处滑出,进而以加快后续的挂料通板在承料板上的安装速度,保障了悬挂架的应用持续性,并有助于保障悬挂架的应用效率。
附图说明
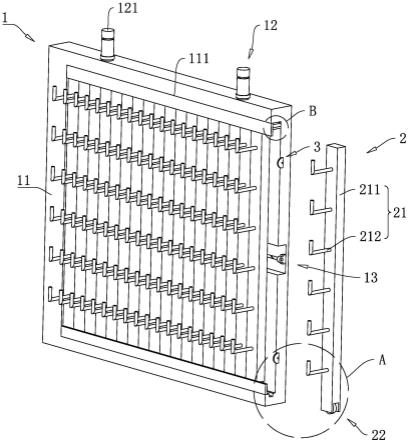
25.图1是本技术实施例中上料便捷度高的电镀件悬挂架的结构示意图;图2是本技术实施例中挂料组件和承料板连接关系的爆炸示意图;图3是图2中a部分的放大示意图;图4是图2中b部分的放大示意图;图5是本技术实施例中推料组件和承料板位置关系的示意图。
26.附图标记说明:1、承料部;11、承料板;111、放料通道;112、限位通道;113、导移通道;114、侧接边槽;115、预设通道;12、定料组件;121、压盖气缸;122、抵压推板;123、触紧件;13、推料组件;2、挂料部;21、挂料组件;211、挂料通板;2111、内穿通道;212、钩连架;22、推送组件;221、推送滚轮;3、卡位部;31、边卡环板;311、切位平面;4、递进单元;41、递进电机;42、內导丝杆;43、预设座;44、转接筒体;5、抵推板。
具体实施方式
27.本技术实施例公开了上料便捷度高的电镀件悬挂架。
28.以下结合附图1-5对本技术作进一步详细说明。
29.参照图1,上料便捷度高的电镀件悬挂架包括承料部1、挂料部2和卡位部3。
30.参照图2,承料部1包括承料板11,承料板11上设置有放料通道111,放料通道111的侧壁内用于安装挂料部2。挂料部2用于悬挂代加工的电镀件,挂料部2包括多组挂料组件21和多组推送组件22,其中,每组挂料组件21又包括挂料通板211和多组钩连架212。
31.参照图2,在本实施例中,钩连架212可以为l型的钩架,钩连架212上用于悬挂待加工的电镀件。钩连架212焊接于挂料通板211上,所有钩连架212沿挂料通板211的长度方向等距且间隔分布。
32.参照图2和图3,一组推送组件22对应设置于一块挂料通板211上,每组推送组件22包括推送滚轮221。挂料通板211的侧壁上还贯穿设置有内穿通道2111,内穿通道2111位于挂料通板211长度方向的一端。推送滚轮221通过销轴转动设置于内穿通道2111的侧壁内,
且推送滚轮221其中一端位于挂料通板211外部。
33.参照图2和图3,操作人员可将一定数量的电镀件提前悬挂于每块挂料通板211上的所有钩连架212上,接着,操作人员将挂料通板211推入放料通道111内腔,随着推送滚轮221在放料通道111内底壁的滚动,使挂料通板211快速安装于放料通道111内腔,进而使得多个电镀件可以同时且快速安装于承料板11上。
34.参照图3和图4,为了减少挂料通板211脱离放料通道111的现象,放料通道111的侧壁内且位于高度方向的两端分别设置有限位通道112。每一限位通道112的侧壁抵接于挂料通板211高度方向的一端,以将挂料通板211定位于放料通道111内,减少挂料通板211穿过放料通道111而脱离承料板11的现象。
35.参照图3,为了提高挂料通板211在承料板11上的安装便捷性,承料板11于限位通道112内底壁处还设置有导移通道113,导移通道113沿放料通道111的长度方向延伸。导移通道113用于供推送滚轮221抵入并滚动,进而使得进入放料通道111的挂料通板211可以在推动滚轮于导移通道113内腔的滚动中实现快速位移,提高了挂料通板211在放料通道111上的上料便捷性及自动化效率。
36.参照图2和图4,为了保障挂料通板211在放料通道111内腔的位置稳定性,承料部1还包括定料组件12,定料组件12又包括压盖气缸121、抵压推板122和触紧件123。压盖气缸121通过螺栓固定于承料板11顶壁,且压盖气缸121的输出端穿设至限位通道112内腔。
37.参照图2和图4,抵压推板122沿水平方向焊接于压盖气缸121的输出端上。在本实施例中,触紧件123可以为易于形变且静摩擦系数较大的橡胶垫,触紧件123通过胶水粘接于抵压推板122远离压盖气缸121的侧壁。当一定数量的挂料通板211进入放料通道111内腔后,所有挂料通板211填充满放料通道111,位于放料通道111开口处的挂料通板211与承料板11的外侧壁共面。此时,压盖气缸121外伸输出端使带有触紧件123的抵压推板122同时抵紧于所有挂料通板211顶壁,进而使所有挂料通板211快速定位于放料通道111内腔。
38.参照图2和图3,卡位部3包括边卡环板31,边卡环板31通过销轴转动设置于承料板11上。边卡环板31位于放料通道111的开口处,以同时抵接承料板11和位于放料通道111内腔的挂料通板211,进而使位于放料通道111内腔的所有挂料通板211处于抵紧状态,减少了相邻的挂料通板211出现松动、偏晃现象,或从放料通道111的开口处滑出的现象。
39.参照图3,边卡环板31上还设置有切位平面311,操作人员通过转动边卡环板31,可以使切位平面311朝向放料通道111,此时,边卡环板31脱离挂料通板211而仅与承料板11相抵,以便操作人员在放料通道111内安装或拆卸挂料通板211。
40.参照图2和图5,为了使挂料通板211可以快速从放料通道111中排出,以便后续挂料通板211通过放料通道111快速安装于承料板11上,承料部1还包括推料组件13,推料组件13又包括递进单元4和抵推板5。其中,抵推板5通过递进单元4设置于承料板11上,以用于推动位于放料通道111内腔的挂料通板211。
41.参照图5,递进单元4包括递进电机41、內导丝杆42、预设座43和转接筒体44,在本实施例中,预设座43可以为轴承座,转接筒体44是与內导丝杆42螺纹适配的螺筒,且转接筒体44螺纹连接于內导丝杆42上。抵推板5焊接于转接筒体44外侧壁,承接板的侧壁且位于放料通道111处设置有侧接边槽114,侧接边槽114的内径尺寸与抵推板5的外周尺寸相适配。
42.参照图5,承料板11上还设置有预设通道115,预设通道115内腔同时与放料通道
111内腔和侧接边槽114内腔相通,且预设通道115的长度尺寸大于放料通道111与侧接边槽114的长度尺寸之和。递进电机41和预设座43相对焊接于预设通道115的侧壁内,且递进电机41的输出端朝向预设座43设置。侧接边槽114位于递进电机41和预设座43之间,且侧接边槽114靠近递进电机41。
43.参照图5,內导丝杆42长度方向的一端通过法兰与递进电机41的输出端相连,內导丝杆42长度方向的另一端设置于预设座43上。随着递进电机41正转输出端,使內导丝杆42沿顺时针方向转动,进而使转接螺筒带动抵推板5沿內导丝杆42的长度方向,从递进电机41处朝向预设座43处位移,进而以将挂料通板211从放料通道111的开口处快速推出。随着递进电机41反转输出端,转接筒体44可带动抵推板5沿反方向位移,并使抵推板5定位于侧接边槽114的侧壁内。
44.本技术实施例上料便捷度高的电镀件悬挂架的实施原理为:待加工的电镀件可以提前吊装于钩连架212上,在悬挂架投入使用时,操作人员只需将挂料通板211推入放料通道111内腔,随着推送滚轮221在导移通道113内腔滚动,使多块挂料通板211快速安装于承料板11上。
45.接着,压盖气缸121外伸输出端,使抵压推板122带有触紧件123的一端同时抵紧于所有挂料通板211,以将所有挂料通板211定位于放料通道111的侧壁内。最后,操作人员再转动边卡环板31,使边卡环板31同时抵接承料板11和挂料通板211,以减少挂料通板211从放料通道111的开口处滑出的现象。
46.此过程通过将挂料通板211安装于放料通道111内腔,实现了使多个电镀件可以同时安装于承料板11上,极大地提高了操作人员将电镀件安装于承料板11上的便捷性和效率。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1