一种身管移动阳极镀铬扶正结构的制作方法
1.本实用新型涉及电镀技术领域,特别是涉及一种身管移动阳极镀铬扶正结构。
背景技术:
2.身管内膛镀铬方式有常规镀铬、流动镀铬、移动阳极镀铬三种模式。常规镀铬是以在镀铬过程中产生的大量氢气与氧气从身管内膛溢出,带动身管内镀铬溶液更新。流动镀铬是外界人为加强镀铬溶液从身管内流动,加大了镀液的流动量,镀液的更新更快,能承受的电流更大。移动阳极则是身管与内阳极在电镀过程中,阳极一直处于上、下往复运动中,多以身管固定,阳极移动为主。
3.常规镀铬、流动镀铬,身管内装阳极通过上下帽将阳极固定在身管中,再通过拉紧夹具将阳极拉紧,通过镀铬上帽的机构锁紧阳极,使用阳极在身管电镀铬过程中始终保持拉紧状态。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种身管移动阳极镀铬扶正结构,使用寿命长,提高身管铬层均匀性。
5.本实用新型的目的是这样实现的:
6.一种身管移动阳极镀铬扶正结构,包括阳极本体、过电拉杆,过电拉杆的下端设有外螺纹连接部,所述外螺纹连接部上螺纹配合固定有上扶正套,所述外螺纹连接部沿轴向设有螺纹孔,阳极本体的上端、下端均设有螺纹连接杆,阳极本体的上端螺纹连接杆与过电拉杆的下端螺纹孔螺纹配合固定,阳极本体的下端螺纹配合固定有下扶正套,所述上扶正套、下扶正套用于与身管配合,扶正阳极本体,上扶正套、下扶正套的外表面沿环形均匀设有多个齿,相邻齿之间形成过液空间。
7.优选地,上扶正套的一端延伸至阳极本体的上端,上扶正套、阳极本体之间通过绝缘材料密封。
8.优选地,阳极本体的下端螺纹配合固定有密封帽,密封帽、下扶正套之间通过绝缘材料密封。
9.优选地,下扶正套的下端采用封口结构。
10.优选地,上扶正套、下扶正套的材料选用有机玻璃、聚四氟乙烯或pvdf。
11.优选地,上扶正套、下扶正套的外表面设有三齿或四齿。
12.优选地,上扶正套、下扶正套外表面的齿上设有过液孔。
13.优选地,身管的上端设有上延长管,身管的下端设有下延长管,所述上延长管、下延长管的长度大于等于阳极本体的长度,供上扶正套、下扶正套进入。
14.优选地,阳极本体的长度为身管长度的四分之一。
15.优选地,过电拉杆的表面设有耐腐蚀绝缘层,阳极本体的表面从内到外依次设有铜层、铅层。
16.优选地,所述上扶正套、下扶正套的两端均设有用于减小阻力的锥体结构。
17.优选地,还包括阳极往复移动驱动装置,阳极往复移动驱动装置与过电拉杆的上端连接,阳极往复移动驱动装置用于带动过电拉杆往复移动。
18.由于采用了上述技术方案,本实用新型具有如下有益效果:
19.1、使用寿命长,可达100小时。
20.2、提高身管铬层均匀性、将铬层均匀性提高到0.02mm以内,杜绝大肚子现象、减少同槽身管镀铬后尺寸散差,大口径厚铬层身管尺寸散差可控制在0.02mm以内。
附图说明
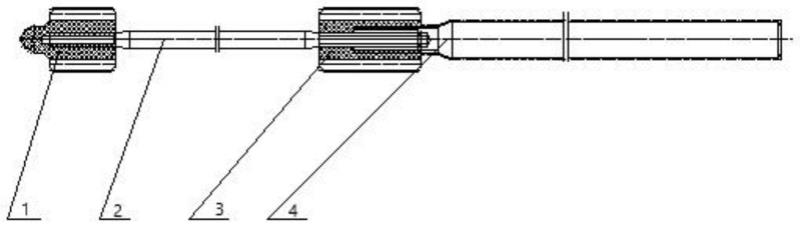
21.图1为本实用新型的结构示意图;
22.图2为扶正套的一种三齿结构示意图;
23.图3为扶正套的一种四齿结构示意图;
24.图4为扶正套的另一种四齿结构示意图(带过液孔);
25.图5为图4为剖视示意图;
26.图6为本实用新型的使用示意图(略去延长管);
27.图7为一体式下扶正套的连接示意图;
28.图8为过电拉杆的结构示意图;
29.图9为阳极本体的结构示意图;
30.图10为上扶正套的结构示意图(八齿);
31.图11为一体式下扶正套的结构示意图(八齿)。
32.附图标记
33.附图中,1-下扶正套、2-阳极本体、3-上扶正套、4-过电拉杆,5-阳极往复移动驱动装置,6-身管,7-镀铬液,8-镀铬槽体;
34.11-螺纹孔,12-绝缘层,13-外螺纹连接部,14为螺纹连接杆,15为铜层,16为铅层。
具体实施方式
35.参见图1-图11,为一种身管移动阳极镀铬扶正结构,包括阳极本体2、过电拉杆4、阳极往复移动驱动装置5,阳极本体的表面从内到外依次设有铜层、铅层。过电拉杆的表面设有耐腐蚀绝缘层12。过电拉杆4的下端设有外螺纹连接部13,所述外螺纹连接部上螺纹配合固定有上扶正套3,所述外螺纹连接部沿轴向设有螺纹孔11,阳极本体2的上端、下端均设有螺纹连接杆,阳极本体2的上端螺纹连接杆与过电拉杆4的下端螺纹孔螺纹配合固定,阳极本体2的下端螺纹配合固定有下扶正套1,所述上扶正套3、下扶正套1用于与身管配合,扶正阳极本体2,所述上扶正套、下扶正套的两端均设有用于减小阻力的锥体结构。上扶正套3、下扶正套1的外表面沿环形均匀设有多个齿,相邻齿之间形成过液空间。上扶正套、下扶正套外表面的齿上设有过液孔。阳极往复移动驱动装置与过电拉杆的上端连接,阳极往复移动驱动装置用于带动过电拉杆往复移动。
36.上扶正套的一端延伸至阳极本体的上端,上扶正套、阳极本体之间通过绝缘材料密封。阳极本体的下端螺纹配合固定有密封帽,密封帽、下扶正套之间通过绝缘材料密封(参见图1);或者,下扶正套的下端采用封口结构(参见图6、图7)。
37.身管的上端设有上延长管,身管的下端设有下延长管,所述上延长管、下延长管的长度大于等于阳极本体的长度,供上扶正套、下扶正套进入。
38.本实用新型主要涉及扶正套结构设计与材料选用,但从使用寿命来讲,它与过电拉杆、和阳极本体的联接方式密不可分,因此,本方案将涉及扶正套与阳极本体、过电拉杆的联接方式与密封方式。
39.当身管长度为l时,选用l
×
1/4长度的阳极本体,阳极本体与过电拉杆联接,由机械装置带动过电拉杆在施镀过程中一直上、下往复移动。身管口部装有下延长管,大口端部装有上延长管,长度基本与阳极长度相当,每次往复运,阳极进入延长管避免了身管口部或大口端部铬层缩口。阳极两端装有耐磨、耐铬酸酐腐蚀的扶正套,保证阳极在往复移动中始终处于同轴位置。
40.阳极本体为低碳钢经过磨损加工到规定的尺寸,再镀铜镀铅处理,是移动阳极参参预放电的部分,与阳极本体相对应的部分内膛铬层沉积。上、下扶正套的作用是保正阳极本体在身管内膛不偏心,还应保持身管内镀液更新、气体排除畅通。过电拉杆是将外部电流引入阳极,同时牵引阳极上下移动,过电拉杆需要进行绝缘处理。
41.上、下延长管是在身管口部位或大口端部位装上的辅助工装,其目的是防止身管两端在电镀过程中因电流集中产生缩口现象,具体讲,组合阳极在身管内上行移动时要求上下扶正套进入上延长管,下行移动时要求上扶正套进入下延长管。
42.过电拉杆的设计应满足过流需求,拉杆不发热,防止将外部绝缘层烧坏,拉杆绝缘失效。过电拉杆与阳极本体、上扶正套的联接方式、绝缘方式也涉及组合阳极的使用寿命。过电拉杆可选的材料有黄铜、低碳钢,其中黄铜导电性优于低碳钢,但必须将绝缘层做好,保持过电拉杆与身管内膛即使碰上也不过电。
43.扶正套(上扶正套和下扶正套)结构型式主要有:三齿(如图2)、四齿(如图3)两种,从定位精度来讲,四齿定位精度好,但过液面积会小些,应根据不同身管长度,结合阳极长度,选择最大过液面积与最大排气面积,保证移动镀过程中新镀铬溶液补充及时,排气畅通。当然,对过液面积要求不高的时候,也可以采用八齿结构,如图10、图11。
44.扶正套要在带膛线的身管运行畅通,无卡咬,扶助正套与阳线必须有一个合理的间隙,在无数次上下往复运动中,与身管内膛阳线磨擦,还有一个磨损问题,最终间隙决定了身管线膛镀铬后铬层均匀性问题。
45.假若扶正套与身管阳线的初始间隙为d1、最大磨损间隙为d2,则最终工艺容忍间隙为d=d1+d2。
46.从扶正结构来讲,为满足最大的过液面积需求,三齿结构过液面积最大。
47.为了保证扶正套对阳极的定心能力,一般采用四齿结构形式,在设计时,除了保证结构稳定,定心能力强外,一般采用如图4、图5所示结构形式。
48.扶正套可选用的材料有有机玻璃、聚四氟乙烯、pvdf等。选用材料时应充分考虑的耐铬酸、耐温、耐磨性能。这三者性能决定了扶正套的使用寿命。
49.三者性能综合体现了在铬酸中耐蚀、70℃温度环境下耐变形、最终体现在扶正套耐磨性能方面。
50.阳极与扶正套、过电拉杆三者间联接方式,除阳极本体本身镀铅或铅锡合金的质量外,联接方式直接影响到组合阳极的寿命。
51.阳极与扶正套、过电拉杆的联接方式如图1所示,除螺纹联接外,还须用绝缘材料将联接处进行密封,密封性能不好,铬酸渗入阳极本体,会迅速将阳极本体密封不良处腐蚀,造成阳极本体报废。
52.可用的密封材料有:软聚氯乙烯绝缘带,耐铬酸的快干胶。先用绝缘带缠好联接处后,再涂快干胶。放置半个小时后就可备用了。
53.扶正套材料的耐磨性能决定了阳极的使用寿命;
54.扶正套与新镀身管的间隙,以及有效磨损量决定了身管对径与长度方向的均匀性;
55.扶正套的过液间隙决定了身管狭窄区域镀铬溶液与气体排除的流畅性,从而决定了镀铬质量的好坏;
56.扶正套材料还具有一定的润滑性能,保证阳极在身管内上、下移动时,扶正套不与身管内壁发生卡咬。
57.最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1