合金钨丝金刚石线锯生产工艺参数的优化控制方法及系统与流程
本技术涉及金刚石线锯,特别是涉及一种合金钨丝金刚石线锯生产工艺参数的优化控制方法及系统。
背景技术:
1、金刚石线锯也称为金刚线,是指利用电镀工艺或树脂结合的方法,将金刚石磨料固定在金属丝上。
2、目前,已经有越来越多的新兴技术运用到金刚石线锯的生产监测与控制上,如公开号为cn205920378u的专利中公开了一种金刚石线锯生产线电镀液实时监测系统,包括电镀液槽、ph值传感器、数据分析装置、报警装置,其中ph值传感器设置在电镀液槽内部,与电镀液槽内电镀液直接接触,用于监测电镀液的ph值,并输出ph值数据信号;数据分析装置与ph值传感器连接,接收ph值传感器输出的ph值数据信号,经过计算分析后,输出控制信号;报警装置与数据分析装置连接,接收控制信号并进行报警。本实用新型为金刚石线锯生产线增加了电镀液实时监测系统,能够监测电镀液的各项参数变化,并根据变化进行报警;具有紧急停机功能,能够自动控制关停生产线;具有电镀液参数反馈调节装置,能够自动调节电镀液参数返回正常数值。
3、虽然上述专利文件中的技术方案能够实现在钨丝金刚石线锯生产过程中的监测,但是,其仍然存在监测不全面、生产控制的精细化程度低、生产工艺参数监测及控制精准性低的问题,进而影响金刚石线锯的生产质量。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提高钨丝金刚石线锯生产工艺中的参数控制,实现精准、精细化控制的合金钨丝金刚石线锯生产工艺参数的优化控制方法及系统。
2、本发明技术方案如下:
3、一种合金钨丝金刚石线锯生产工艺参数的优化控制方法,所述方法包括:
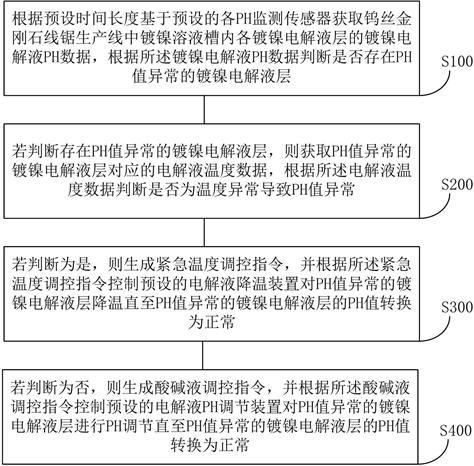
4、根据预设时间长度基于预设的各ph监测传感器获取钨丝金刚石线锯生产线中镀镍溶液槽内各镀镍电解液层的镀镍电解液ph数据,根据所述镀镍电解液ph数据判断是否存在ph值异常的镀镍电解液层,其中,所述镀镍电解液层的数量为多个,每个所述镀镍电解液层在一个所述预设时间长度内对应一个所述镀镍电解液ph数据;
5、若判断存在ph值异常的镀镍电解液层,则获取ph值异常的镀镍电解液层对应的电解液温度数据,根据所述电解液温度数据判断是否为温度异常导致ph值异常;
6、若判断为是,则生成紧急温度调控指令,并根据所述紧急温度调控指令控制预设的电解液降温装置对ph值异常的镀镍电解液层降温直至ph值异常的镀镍电解液层的ph值转换为正常;
7、若判断为否,则生成酸碱液调控指令,并根据所述酸碱液调控指令控制预设的电解液ph调节装置对ph值异常的镀镍电解液层进行ph调节直至ph值异常的镀镍电解液层的ph值转换为正常。
8、可选地,根据所述镀镍电解液ph数据判断是否存在ph值异常的镀镍电解液层,包括:
9、提取各所述镀镍电解液ph数据中的实际最大ph值和实际最小ph值,其中,一个所述镀镍电解液ph数据对应一个所述实际最大ph值和一个所述实际最小ph值;
10、分别判断各镀镍电解液ph数据对应的实际最大ph值和实际最小ph值中的任一个是否超出预存的正常ph值范围区间;
11、若判断为是,则将对应的镀镍电解液层判定为ph值异常的镀镍电解液层。
12、可选地,获取ph值异常的镀镍电解液层对应的电解液温度数据,根据所述电解液温度数据判断是否为温度异常导致ph值异常,包括:
13、获取ph值异常的镀镍电解液层对应的电解液温度数据,根据所述电解液温度数据获取当前温度变动差值,并根据ph值异常的镀镍电解液层对应的镀镍电解液ph数据生成ph增长值,其中,所述ph增长值为ph值异常的镀镍电解液ph数据中实际最大ph值与起始状态ph值的差值;
14、获取镀镍溶液槽内各镀镍电解液层的实际使用时间,并根据所述实际使用时间获取对应的温度变动数据,其中,所述温度变动数据包括多个标准温度变动差值,每个所述标准温度变动差值均对应一个ph值变化范围;
15、将所述当前温度变动差值与对应的温度变动数据中各标准温度变动差值对比,并筛选出与所述当前温度变动差值匹配的标准温度变动差值,其中,筛选出的标准温度变动差值对应的ph值变化范围为目标ph值变化范围;
16、判断所述ph增长值是否处于所述目标ph值变化范围;
17、若判断为是,则判断是温度异常导致ph值异常。
18、可选地,根据所述镀镍电解液ph数据判断是否存在ph值异常的镀镍电解液层,还包括:
19、若判断不存在ph值异常的镀镍电解溶液层,则分别根据各所述镀镍电解液ph数据计算对应的镀镍电解液层的电解液ph波动值,其中,一个所述镀镍电解液ph数据对应一个电解液ph波动值;
20、获取预存的电解液ph波动合格范围;
21、将各所述电解液ph波动值与所述电解液ph波动合格范围对比,并筛选出不处于所述电解液ph波动合格范围内的电解液ph波动值,并将筛选出的电解液ph波动值对应的镀镍电解液层设定为ph值波动异常的镀镍电解液层;
22、对ph值波动异常的镀镍电解液层按照预设的ph值波动调节步骤进行调控。
23、可选地,所述预设时间长度中包括多个监测时间点;
24、根据一个镀镍电解液ph数据计算对应的镀镍电解液层的电解液ph波动值,包括:
25、提取所述镀镍电解液ph数据中各监测时间点监测到的实时电解液ph值;
26、计算各所述实时电解液ph值与预存的电解液ph中间值的实际ph差值;
27、筛选出大于等于标准ph差值的实际ph差值对应的实时电解液ph值,并记为电解液标记ph值,其中,所述电解液标记ph值的数量为多个;
28、基于以下公式根据各所述实时电解液ph值和各所述电解液标记ph值生成电解液ph波动值:
29、;
30、其中,f为电解液ph波动值,为第一权重系数,phi为镀镍电解液ph数据中的第i个实时电解液ph值,phmid为电解液ph中间值,n为实时电解液ph值的数量,phsmax为预存的标准ph最大值,phsmin为预存的标准ph最小值,为第二权重系数,phj为镀镍电解液ph数据中的第j个电解液标记ph值,phse为预存的补偿ph值,n为电解液标记ph值的数量。
31、可选地,还提供一种合金钨丝金刚石线锯生产工艺参数的优化控制系统,所述系统包括:
32、异常电解液层判断模块,用于根据预设时间长度基于预设的各ph监测传感器获取钨丝金刚石线锯生产线中镀镍溶液槽内各镀镍电解液层的镀镍电解液ph数据,根据所述镀镍电解液ph数据判断是否存在ph值异常的镀镍电解液层,其中,所述镀镍电解液层的数量为多个,每个所述镀镍电解液层在一个所述预设时间长度内对应一个所述镀镍电解液ph数据;
33、电解液温度排查模块,用于若判断存在ph值异常的镀镍电解液层,则获取ph值异常的镀镍电解液层对应的电解液温度数据,根据所述电解液温度数据判断是否为温度异常导致ph值异常;
34、电解液温度调控模块,用于若判断为是,则生成紧急温度调控指令,并根据所述紧急温度调控指令控制预设的电解液降温装置对ph值异常的镀镍电解液层降温直至ph值异常的镀镍电解液层的ph值转换为正常;
35、电解液酸碱调节模块,用于若判断为否,则生成酸碱液调控指令,并根据所述酸碱液调控指令控制预设的电解液ph调节装置对ph值异常的镀镍电解液层进行ph调节直至ph值异常的镀镍电解液层的ph值转换为正常。
36、可选地,所述异常电解液层判断模块还用于:
37、提取各所述镀镍电解液ph数据中的实际最大ph值和实际最小ph值,其中,一个所述镀镍电解液ph数据对应一个所述实际最大ph值和一个所述实际最小ph值;
38、分别判断各镀镍电解液ph数据对应的实际最大ph值和实际最小ph值中的任一个是否超出预存的正常ph值范围区间;
39、若判断为是,则将对应的镀镍电解液层判定为ph值异常的镀镍电解液层。
40、可选地,所述电解液温度排查模块还用于:
41、获取ph值异常的镀镍电解液层对应的电解液温度数据,根据所述电解液温度数据获取当前温度变动差值,并根据ph值异常的镀镍电解液层对应的镀镍电解液ph数据生成ph增长值,其中,所述ph增长值为ph值异常的镀镍电解液ph数据中实际最大ph值与起始状态ph值的差值;
42、获取镀镍溶液槽内各镀镍电解液层的实际使用时间,并根据所述实际使用时间获取对应的温度变动数据,其中,所述温度变动数据包括多个标准温度变动差值,每个所述标准温度变动差值均对应一个ph值变化范围;
43、将所述当前温度变动差值与对应的温度变动数据中各标准温度变动差值对比,并筛选出与所述当前温度变动差值匹配的标准温度变动差值,其中,筛选出的标准温度变动差值对应的ph值变化范围为目标ph值变化范围;
44、判断所述ph增长值是否处于所述目标ph值变化范围;
45、若判断为是,则判断是温度异常导致ph值异常。
46、可选地,所述合金钨丝金刚石线锯生产工艺参数的优化控制系统还包括电解液ph波动监测模块,所述电解液ph波动监测模块用于:若判断不存在ph值异常的镀镍电解溶液层,则分别根据各所述镀镍电解液ph数据计算对应的镀镍电解液层的电解液ph波动值,其中,一个所述镀镍电解液ph数据对应一个电解液ph波动值;获取预存的电解液ph波动合格范围;将各所述电解液ph波动值与所述电解液ph波动合格范围对比,并筛选出不处于所述电解液ph波动合格范围内的电解液ph波动值,并将筛选出的电解液ph波动值对应的镀镍电解液层设定为ph值波动异常的镀镍电解液层;对ph值波动异常的镀镍电解液层按照预设的ph值波动调节步骤进行调控。
47、可选地,所述预设时间长度中包括多个监测时间点;所述电解液ph波动监测模块用于:提取所述镀镍电解液ph数据中各监测时间点监测到的实时电解液ph值;
48、计算各所述实时电解液ph值与预存的电解液ph中间值的实际ph差值;
49、筛选出大于等于标准ph差值的实际ph差值对应的实时电解液ph值,并记为电解液标记ph值,其中,所述电解液标记ph值的数量为多个;
50、基于以下公式根据各所述实时电解液ph值和各所述电解液标记ph值生成电解液ph波动值:
51、;
52、其中,f为电解液ph波动值,为第一权重系数,phi为镀镍电解液ph数据中的第i个实时电解液ph值,phmid为电解液ph中间值,n为实时电解液ph值的数量,phsmax为预存的标准ph最大值,phsmin为预存的标准ph最小值,为第二权重系数,phj为镀镍电解液ph数据中的第j个电解液标记ph值,phse为预存的补偿ph值,n为电解液标记ph值的数量。
53、一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述合金钨丝金刚石线锯生产工艺参数的优化控制方法所述的步骤。
54、一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述合金钨丝金刚石线锯生产工艺参数的优化控制方法所述的步骤。
55、本发明实现技术效果如下:
56、上述合金钨丝金刚石线锯生产工艺参数的优化控制方法及系统,为了精细化对电解液的ph值进行监测,故采用按照时间段来进行数据分段,具体为预先设置了预设时间长度,另一方面还通过对钨丝金刚石线锯生产线中镀镍溶液槽内的镀镍电解液进行分层,具体为划定了多个镀镍电解液层,这样通过对不同层的镀镍电解液进行ph值的获取实现更精细化监测与生产参数控制,具体为通过根据预设时间长度基于预设的各ph监测传感器获取钨丝金刚石线锯生产线中镀镍溶液槽内各镀镍电解液层的镀镍电解液ph数据,接着根据所述镀镍电解液ph数据判断是否存在ph值异常的镀镍电解液层,当判断存在ph值异常的镀镍电解液层,不直接注入酸或碱性液体进行ph的调节,而是先判断是否由于镀镍电解液内的温度变化导致ph值的异常,具体为通过获取ph值异常的镀镍电解液层对应的电解液温度数据,其中,温度相关的数据是通过本领域技术人员在ph监测传感器旁安装温度监测传感器来进行采集的。接着,根据所述电解液温度数据判断是否为温度异常导致ph值异常,较之现有技术中对镀镍电解液进行调节时,忽略温度对ph值的影响而直接进行注入酸或碱性液体进行ph调节容易导致的调节不精准问题,本技术考虑了温度对ph值的影响进而实现更精准的ph调控。对于温度升高导致的ph值异常时,只要将温度调回,即可使镀镍电解液的ph值基本回到正常的状态,此时无需像现有技术中直接增加酸或碱性液体进行ph调节,此外,对于温度异常且ph值异常的情况,现有技术中则需要注入酸或碱性液体的同时还需要进行降温控制,而本技术中则是在判断是温度导致的ph异常时只需要进行降温控制,而不需要注入酸或碱性液体,一方面节省了用于调节ph值的酸或碱性液体,另一方面实现了精准的ph值调控,保证镀镍电解液的ph值对钨丝基材的生产不会造成影响。进一步地,当判断为温度异常导致ph值异常,则生成紧急温度调控指令,并根据所述紧急温度调控指令控制预设的电解液降温装置对ph值异常的镀镍电解液层降温直至ph值异常的镀镍电解液层的ph值转换为正常;若判断不是温度异常导致ph值异常,此时需要对温度和ph值进行分别调控,具体为生成酸碱液调控指令,并根据所述酸碱液调控指令控制预设的电解液ph调节装置对ph值异常的镀镍电解液层进行ph调节直至ph值异常的镀镍电解液层的ph值转换为正常,从而在检测到镀镍电解液层的ph值异常时考量了温度对ph值的影响并基于此进行ph值的调控,较之现有技术节省了用于调节ph值的溶液还实现了对镀镍电极液ph值的精准调控,实现对合金钨丝金刚石线锯生产工艺的参数优化,提升生产质量和控制精度。
- 还没有人留言评论。精彩留言会获得点赞!