一种无人智能化固相控制系统的制作方法
1.本发明涉及钻井液处理的技术领域,特别涉及一种无人智能化固相控制系统。
背景技术:
2.固控系统即为固相控制系统。固控系统是油气钻井过程必需组成部分,固控系统由钻井液(液相或气相)、固控罐体、固控设备及其管路、阀门组成,在钻井过程中通过钻井液的循环来实现多种功能,满足钻井工作需要。钻井液的循环是通过泥浆泵来维持的。从井口返回的循环钻井液流向固控系统,经过一系列固相净化处理或添加新材料,使钻井液满足钻井需求,才能继续参与循环。根据井深、地层的不同,不同阶段对循环钻井液进行净化或添加相关添加剂不同,目的是改变其密度、粘度等。目前固控系统的设备运行控制,阀门开关操作,钻井液性能检测,钻井液罐区监视等,都是由固控泥浆工程师现场手动操作完成的。
3.一般,在钻井过程中,固控区人员数量为5人。泥浆工程师根据钻井工艺过程及井口返回钻井液流量,钻井液的检测结果特性,负责罐区振动筛、除气器、泥浆清洁器、离心机、搅拌器、混料等电气设备的起停,维护及监视,负责手动开启/关闭流程系统各阀门。特别是管汇系统阀门,一般30、40钻机固控阀门数量在100件左右, 70、90钻机固控系统,阀门可达150件。
4.常规补给流程,如图1.1所示,将由操作人员手动打开进液阀门4
‑
01'及出液阀3
‑
01',手动启动补给泵p
‑
02',并观察压力表pt
‑
01'压力值以判断补给效果。补给泵p
‑
02'及补给仓t
‑
02'可以各设置1个,也可以设置多个。当设置有多个补给泵p
‑
02'和补给仓t
‑
02'时,可选择由1个补给泵p
‑
02'和1个补给仓t
‑
02'组成的补给线路,也可选择多个补给线路。同时操作人员将守候在补给罐现场,观察补给仓t
‑
02'液面高低。当补给仓t
‑
02'内液面过低时,将人工启动转浆流程,由转浆泵补充钻井液到仓t
‑
02',在整个起钻过程中,至少会有1人管理补给情况。
5.图2.1是常规钻井过程中的振动筛筛分示意图,泥浆工程师根据观察井口溢流流量情况来启动振动筛(s
‑
01'、s
‑
02'、s
‑
03'),如果溢流流量小,则开启1台振动筛,否则,开启多台振动筛。除振动筛需要启动动作外,还必须开启分流箱与振动筛之间的连通阀(10
‑
01'、10
‑
02'、10
‑
04')。除此外,分流箱中的钻井液不需筛分而直接流向沉砂仓(c
‑
01')或者直接排出罐外时,则应打开相应的阀门10
‑
05'或10
‑
03'。振动筛进液阀门的开启和关闭,均是由泥浆工程师手动开启。
6.图3.1为常规除气流程示意图,钻井液中的气泡对钻井作业是有害的,需要除气器去除钻井液中的气泡。泥浆工程师测量钻井液中含气量过高,需要除气时,首先手动打开除气供液泵p
‑
04'进出液的阀门(8
‑
02'、6
‑
03'),再打开除气器,然后启动除气供液泵p
‑
04',钻井液仓c
‑
03'的钻井液流经进液阀8
‑
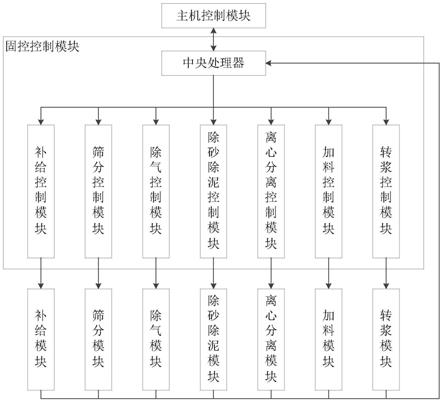
02'、除气供液泵p
‑
04'、出液阀6
‑
03',使除气器罐体内形成真空,除气器罐体依靠虹吸作用把除气仓c
‑
02'的钻井液吸进除气器罐体,在除气器罐体内气泡与液体分离,气泡变成气体经除气管道排出,除气器罐体内的钻井液经射流管
进入钻井液仓c
‑
03',完成除气功能。
7.如图4.1,常规除砂除泥流程示意图,固控泥浆工程师根据实验测得循环钻井液含砂含泥量过高,应启动除砂除泥流程。一般除砂除泥同时进行,所有阀件为手动阀。除砂、除泥时,手动启动除砂除泥器振动筛mc
‑
01',开启除砂供液泵进液阀8
‑
03'及出液阀6
‑
04',启动除砂供液泵p
‑
05'。开启除泥供液泵p
‑
06'的进液阀8
‑
04'及出液阀6
‑
05',启动除泥供液泵p
‑
06'。
8.图5.1是常规离心分离流程示意图。一般固控系统配置的中速离心机和高速离心机各一台,其流程原理相同。钻井过程中,随着钻井液不断循环,钻井液密度、粘度逐渐变大,当影响钻井液性能时,需要开启离心机。泥浆工程师也可能根据钻进时间开启离心机,开启离心机总时间为钻进总时间50%
‑
90%。常规情况下,泥浆工程师现场检测钻井液含砂量、密度和粘度,综合判定、操作离心的运行。需要启动离心机时,需打开离心机供液泵的进出液阀门5
‑
01'、6
‑
18',启动离心机cf
‑
01',离心机运行正常,再启动离心机供液泵sp
‑
01'。
9.钻井过程中,钻井液需要多次加入不同材料以改变其性能。普通加料系统主要设备有混料泵、混料漏斗、灰罐、材料吊机及混料仓。一般井场会配置2
‑
3台混料泵及混料漏斗,配置多台灰罐装上不同的材料备用。多台混料泵、混料漏斗及多个混料仓,通过管线、阀门连接,组成多条加料线路。在需要加料时,从一个灰罐中取出材料,选择某些线路进行混料加料。
10.图6.1是常规加料混料流程示意图,人工加料系统。选择泵p
‑
08'、漏斗h
‑
02'、灰罐w01',混料仓c
‑
09'进行人工混料。首先开启进液阀8
‑
07'、出液阀6
‑
16',启动泵p
‑
08',观察混料管路压力表pt
‑
07'的压力不小于0.2mpa后,用料袋通过吊机把灰罐w01'的材料吊到漏斗h
‑
02'上方,人工把料袋中料加入漏斗中。
11.转浆流程是把一个仓的钻井液转入另一个仓。转浆流程包括的设备有转浆泵、阀门及管线。
12.图7.1是常规转浆流程示意图。泥浆工程师通过观察转浆仓二c
‑
04'的液位计lt
‑
04'数值大小,或直接观察转浆仓二c
‑
04'内液面高低,决定是否开启转浆流程。当需要转浆时,依次开启转浆泵p
‑
03'的进液阀8
‑
01'、出液阀6
‑
02',再启动转浆泵p
‑
03'进行转浆,将转浆仓一c
‑
03'的钻井液转至转浆仓c
‑
04'二,转浆出口设置有支路,支路上设置有连通阀3
‑
05'可以在补给仓t
‑
02'需要时将转浆仓一c
‑
03'内的钻井液转入补给仓t
‑
02'。
13.图8.1是常规固控系统组成图,是由固控罐体、固控设备、管线、阀门及仪器仪表等组成,所有阀门、设备等开启与关闭,设备的起停,钻井液性能的检测,设备的维护等,均由泥浆工程师现场操作与管理。
14.钻井现场环境条件恶劣,固控系统属于露天设备,阀门开启/关闭费时费力,劳动条件极差,需要提高钻机的智能化程度。
15.现有技术存在以下缺点:1、因为现场的阀门均需要人工进行操作,人工成本高;2、因为固控电气类设备均采用高压电,人工操作有较大触电危险;3、因为阀门等设备均需要人工操作,阀门数量多且分布范围广,人工操作危险性较大,人工进行操作时费时费力,工作效率较低。
技术实现要素:
16.本发明的目的在于,为减少钻井成本,节省人力资源,降低因手动操作带来的风险,提高钻机的智能化程度,提出了一种无人智能化固相控制系统。
17.为了实现上述发明目的,本发明提供了以下技术方案:一种无人智能化固相控制系统,包括补给模块、筛分模块、除气模块、除砂除泥模块、离心分离模块、加料模块和转浆模块,所述补给模块、筛分模块、除气模块、除砂除泥模块、离心分离模块、加料模块和转浆模块中均设置有传感器,所述补给模块、筛分模块、除气模块、除砂除泥模块、离心分离模块、加料模块和转浆模块中的各部件均设置有控制端口;还包括主机控制模块和固控控制模块;所述固控控制模块包括中央处理器、补给控制模块、筛分控制模块、除气控制模块、除砂除泥控制模块、离心分离控制模块、加料控制模块和转浆控制模块,所述控制端口与所述中央处理器通信连接;所述补给控制模块根据钻机起钻、下钻状态,控制补给模块中的补给泵的启停及补给模块中的阀门开启或者关闭,还根据补给仓内液面高低,控制井口溢流方向或控制转浆泵是否转浆到补给仓;所述筛分控制模块根据井口溢流进分流箱的流量,启动或者停止振动筛工作,并控制筛分模块中的阀门开启或关闭,并且还根据振动筛是否跑浆,控制振动筛的倾斜角度;所述除气控制模块根据钻井液含气量检测值与程序预设值比较后的情况,控制除气器和除气供液泵的启停,并控制除气模块中的阀门开启或者关闭;所述除砂除泥控制模块控制除砂器实现除砂功能,并且控制除泥器实现除泥功能,包括:除砂除泥控制模块根据除砂仓和/或除泥仓的液位值和/或含砂量检测值,控制除砂器和除泥器及其供液泵的启停,以及控制除砂除泥模块中的阀门开启或者关闭;当除砂仓和除泥仓的含砂量低于其预设值,并且除砂仓和除泥仓的液位过高时,除砂除泥控制模块启动除砂器或除泥器的供液泵并控制相关阀门开启或关闭,但不启动除砂除泥器的振动筛来实现转浆功能;所述离心分离控制模块根据钻井液密度和/或钻井液粘度和/或含砂量和/或离心机的运行时间,控制离心机及离心机供液泵的启停,以及控制离心分离模块中的阀门开启或关闭,实现钻井液的液相与固相分离,达到改变钻井液密度和/或钻井液粘度和/或含砂量的目的;所述加料控制模块根据钻井深度和/或钻井液密度和/或钻井液粘度和/或钻井液酸碱度,控制加料模块中的混料设备和阀门的开启或者关闭,将不同灰罐中的材料加入混合漏斗,实现自动加料;所述转浆流程控制模块根据转浆仓液位值控制转浆泵的启停及转浆流程线路上的阀门开启或关闭,实现转浆;所述主机控制模块与所述中央处理器之间通信连接,所述中央处理器根据所述主机控制模块和/或各控制端口传输的数据控制所述补给控制模块、筛分控制模块、除气控制模块、除砂除泥控制模块、离心分离控制模块、加料控制模块和转浆控制模块的运行或停止,实现固相控制系统的智能控制;所述补给控制模块、筛分控制模块、除气控制模块、除砂除泥控制模块、离心分离
控制模块、加料控制模块和转浆控制模块在运行过程中发生故障时,所述中央处理器接收故障信号并进行报警。
18.作为本发明的优选方案,所述补给控制模块、筛分控制模块、除气控制模块、除砂除泥控制模块、离心分离控制模块、加料控制模块和转浆控制模块均集成在所述中央处理器中。
19.作为本发明的优选方案,所述补给控制模块根据钻机起钻、下钻状态,控制补给模块中的补给泵的启停及补给模块中的阀门开启或者关闭,还根据补给仓内液面高低,控制井口溢流方向或控制转浆泵是否转浆到补给仓,具体步骤包括:所述补给仓液位高于最低液位阈值时,中央处理器控制补给控制模块启动补给流程;启动补给流程过程是:依次打开补给泵一端的进液阀、补给泵另一端的出液阀和补给泵;所述补给仓液位低于或等于最低液位阈值时,补给控制模块打开井口或转浆泵到补给仓的进液阀且关闭分流到分流箱的进液阀,向补给仓转浆,使补给仓液位升高;所述补给仓液位高于最高液位阈值时,中央处理器启动补给流程,若正在进行转浆流程则停止转浆流程,同时关闭井口溢流到补给仓的阀门且打开分流到分流箱的阀门,以阻止补给仓液位继续升高。
20.作为本发明的优选方案,所述筛分控制模块根据井口溢流进分流箱的流量,启动或者停止振动筛工作,并控制筛分模块中的阀门开启或关闭,并且还根据振动筛是否跑浆,控制振动筛的倾斜角度,具体步骤包括:在下钻、钻进过程中,当流向分流箱的钻井液流量小于或等于第一流量阈值时,启动第一台振动筛,再开启分流箱与第一台振动筛之间的连通阀,并检测第一台振动筛是否跑浆,若跑浆则调整振动筛的筛网倾角,以实现筛分;当流向分流箱的钻井液流量大于第一流量阈值并且小于或等于第二流量阈值时,启动第一台和第二台振动筛,再开启分流箱与第一台和第二台振动筛之间的连通阀,并检测这两台振动筛是否跑浆,若跑浆则调整振动筛的筛网倾角,以实现筛分;当流向分流箱的钻井液流量大于第二流量阈值,启动第一台、第二台和第三台振动筛,再开启分流箱与第一台、第二台和第三台振动筛之间的连通阀,并检测这三台振动筛是否跑浆,若跑浆则调整振动筛的筛网倾角,以实现筛分;所述分流箱还与所述井口连通,所述分流箱与所述井口的连通管线上设置有连通阀,且连通阀处于常开状态,用于接收从所述井口中溢流出的钻井液。
21.作为本发明的优选方案,所述除气控制模块根据钻井液含气量检测值与程序预设值比较后的情况,控制除气器和除气供液泵的启停,并控制除气模块中的阀门开启或者关闭,具体包括以下步骤:在钻进的过程中,检测钻井液中的含气量;当所述钻井液中的含气量大于或等于第一含气量阈值时,打开除气供液泵的进液阀和出液阀,并打开除气器,启动除气供液泵;当所述钻井液中的含气量小于第一含气量阈值时,关闭除气器,关闭除气供液泵。
22.作为本发明的优选方案,所述除砂除泥控制模块控制除砂器实现除砂功能,并且
控制除泥器实现除泥功能,具体包括以下步骤:在钻进过程中,检测除砂仓的液位值;当检测到除砂仓的液位值大于或等于高位阈值时,首先,打开除砂供液泵的进液阀和出液阀,其次,如果除砂仓的含砂量高于设定的含砂量阈值,则打开清洁器的除砂除泥器振动筛和除砂旋流器,并启动除砂供液泵进行除砂,如果除砂仓的含砂量低于设定的含砂量阈值,则不打开清洁器的除砂除泥器振动筛和除砂旋流器,开启转浆阀门并启动除砂器供液泵进行转浆;当检测到除砂仓的液位值小于或等于低位阈值时,则不启动除砂器供液泵,不进行转浆;除砂除泥控制模块控制清洁器实现除泥功能具体包括以下步骤:在进行除砂时,当检测到除泥仓的液位值大于或等于除泥仓高位阈值时,打开除泥器供液泵的进液阀和出液阀,启动除泥器供液泵进行除泥;当检测到除泥仓的液位值小于或等于除泥仓低位阈值时,停止除泥器供液泵。
23.作为本发明的优选方案,所述除砂除泥流程控制模块实现除砂除泥的功能时,除砂除泥的时间为钻进时间的60%
‑
90%。
24.作为本发明的优选方案,所述离心分离控制模块根据钻井液密度和/或钻井液粘度和/或含砂量和/或离心机的运行时间,控制离心机及离心机供液泵的启停,以及控制离心分离模块中的阀门开启或关闭,实现钻井液的液相与固相分离,达到改变钻井液密度和/或钻井液粘度和/或含砂量的目的,具体包括以下步骤:中央处理器实时读取离心分离参数,所述离心分离参数包括钻井液密度、钻井液粘度、含砂量和离心机的运行时间,将所述离心分离参数与预先设定的离心分离阈值进行比较,中央处理器根据比较结果启动所述离心分离控制模块,所述离心分离控制模块控制所述离心机、离心机供液泵及离心分离模块中的阀门的启动或停止。
25.作为本发明的优选方案,所述离心分离流程控制模块实现离心分离的功能还包括以下步骤:根据钻进时间长度控制离心机的开启和关闭,并且离心机开启时间为钻进时间的50%
‑
90%。
26.作为本发明的优选方案,所述加料控制模块根据钻井深度和/或钻井液密度和/或钻井液粘度和/或钻井液酸碱度,控制加料模块中的混料设备和阀门的开启或者关闭,将不同灰罐中的材料加入混合漏斗,实现自动加料,具体包括以下步骤:s61,获取吸入罐加料参数;s62,将读取的吸入罐的加料参数与预设的加料阈值进行比较,根据比较结果计算添加材料的重量;s63,通过控制阀门,加料控制模块选择灰罐、混浆仓室、混料泵及混料漏斗,并开启加料模块中相应的阀门,启动混料泵后,生成加料模块钻井液的循环;s64,开启压缩空气进口阀门和出料阀使灰罐中的料进入混料漏斗,进行加料并混料。
27.作为本发明的优选方案,所述转浆流程控制模块根据转浆仓液位值控制转浆泵的启停及转浆流程线路上的阀门开启或关闭,实现转浆具体步骤包括:s71,读取转浆仓二液位值;
s72,当转浆仓二液位值大于转浆仓二液位阈值时,关闭转浆泵;当转浆仓二液位值小于或等于转浆仓二液位值阈值时,开启转浆泵两端的进液阀和出液阀,再启动转浆泵进行转浆,钻井液从转浆仓一流入转浆仓二,完成转浆。
28.作为本发明的优选方案,所述转浆模块设置有支路与所述补给仓连通,所述支路上设置有连通阀。
29.与现有技术相比,本发明的有益效果:采用本发明的控制系统和方法,通过采集相应的数据,确定了振动筛、除气器、除砂器、除泥器、离心机、混料等设备的启动和停止,实现了固控系统的自动控制,无需人为监视、识别和选择工作,降低了成本、降低现场操作的危险性,提高了钻机的工作效率。
附图说明
30.图1.1为本发明常规补给模块示意图;图1.2a为本发明实施例1中的带集线器的补给模块示意图;图1.2b为本发明实施例1中不带集线器的补给模块示意图;图1.3为本发明实施例1中的补给控制模块工作流程图;图2.1为本发明常规筛分模块示意图;图2.2a为本发明实施例1中带集线器的筛分模块示意图;图2.2b为本发明实施例1中不带集线器的筛分模块示意图;图2.3为本发明实施例1中筛分控制模块逻辑控制流程图;图3.1为本发明常规除气模块示意图;图3.2a为本发明实施例1中带集线器的除气模块示意图;图3.2b为本发明实施例1中不带集线器的除气模块示意图;图3.3为本发明实施例1中除气控制模块除气流程图;图4.1为本发明常规除砂除泥模块示意图;图4.2a为本发明实施例1中带集线器的除砂除泥模块示意图;图4.2b为本发明实施例1中不带集线器的除砂除泥模块示意图;图4.3为本发明实施例1中除砂除泥控制模块逻辑控制流程图;图5.1为本发明常规离心分离模块示意图;图5.2a为本发明实施例1中带集线器的离心分离模块示意图;图5.2b为本发明实施例1中不带集线器的离心分离模块示意图;图5.3为本发明实施例1中离心分离控制模块逻辑控制流程图;图6.1为本发明常规加料模块示意图;图6.2a为本发明实施例1中带集线器的加料模块示意图;图6.2b为本发明实施例1中不带集线器的加料模块示意图;图6.3为本发明实施例1中加料控制模块逻辑控制流程图;图7.1为本发明常规转浆模块示意图;图7.2a为本发明实施例1中带集线器的转浆模块示意图;图7.2b为本发明实施例1中不带集线器的转浆模块示意图;图7.3为本发明实施例1中转浆控制模块逻辑控制流程图;
图8.1为本发明常规固控系统组成图;图9为本发明实施例1中的一种无人智能化固相控制系统。
具体实施方式
31.下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
32.实施例1固控系统中,各种设备起/停、阀门开/关控制,均采用远程自动化控制,也可远程手动控制,并保留本地手动控制。
33.固控系统各子流程,包括补给流程、筛分流程、除气流程、除砂除泥流程、离心分离流程、加料混料流程、转浆流程、钻井液搅拌流程、排污流程、钻井液泵灌注流程、钻屑收集处理流程等,以及振动筛筛布周期更换提示,电机、减速箱、轴承润滑提醒、报警,设备故障报警等,均集成到无人智能化固相控制系统中,以实现固控系统的远程自动化控制,无人智能化固相控制系统主要包括固控控制模块、主机控制模块以及各子模块。固控控制模块包括中央处理器、各子控制模块(补给控制模块、筛分控制模块、除气控制模块、除砂除泥控制模块、离心分离控制模块、加料控制模块和转浆控制模块),各子控制模块在中央处理器的控制下实现上述流程的自动控制。
34.固控系统中钻井液液位、压力、密度、流量、含气量、含砂量、粘度等钻井液特性,由相应自动化检测设施检测,由传感器通过控制端口输入到中央处理器。主机控制模块与中央处理器之间建立了通信连接,用于监控各个模块的工作状态,并通过中央处理器对各模块进行控制。
35.固控控制模块包括无人智能化固相控制系统的中央处理器,固控控制模块在主机控制模块的监控下控制各子模块(补给模块、筛分模块、除气模块、除砂除泥模块、离心分离模块、加料模块和转浆模块)的运行,从而实现各功能模块的自动运行或停止。或人为选择子模块的运行或停止。
36.主机控制模块与固控控制模块通信连接,中央处理器从主机控制模块中获取钻井工况,从各子模块中获取传感器采集的数据(包括检测的钻井液特性),并根据钻井工况和各数据启动相应的子控制模块。
37.补给流程:补给流程包括补给控制模块和补给模块,补给控制模块根据钻机起钻、下钻状态,控制补给模块中的补给泵的启停及补给模块中的阀门开启或者关闭,还根据补给仓内液面高低,控制井口溢流方向或控制转浆泵是否转浆到补给仓,具体步骤包括:所述补给仓液位高于最低液位阈值时,中央处理器控制补给控制模块启动补给流程;启动补给流程过程是:依次打开补给泵一端的进液阀、补给泵另一端的出液阀和补给泵;所述补给仓液位低于或等于最低液位阈值时,补给控制模块打开井口或转浆泵到补给仓的进液阀且关闭分流到分流箱的进液阀,向补给仓转浆,使补给仓液位升高;所述补给仓液位高于最高液位阈值时,中央处理器启动补给流程,停止转浆流程,
同时关闭井口溢流到补给仓的阀门且打开分流到分流箱的阀门,以阻止补给仓液位继续升高。
38.具体的,补给模块如图1.2b所示,补给模块包括补给管线、补给泵p
‑
02、进液阀4
‑
01和6
‑
01、出液阀3
‑
01、补给仓t
‑
02、带液位传感器lt
‑
02的液位计和带压力传感器的压力表pt
‑
01,补给泵p
‑
02、进液阀4
‑
01、出液阀3
‑
01、液位传感器lt
‑
02和压力表pt
‑
01上均设置有控制端口并通过控制端口与中央处理器和补给控制模块连接,中央处理器根据控制端口或主机控制模块传输来的信号控制补给控制模块运行。补给流程的作用是当提起钻柱时,补给泵p
‑
02吸入补给仓t
‑
02的钻井液,通过补给管线输送到井筒内。如图1.2a所示的带集线器的补给模块示意图,补给控制模块中在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如补给控制模块中有5根线缆,从集线器中将5根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,5根线缆直接与中央处理器连接, 不带集线器的补给模块示意图如图1.2b所示。
39.补给流程采用自动化阀件及带传感器的压力表,补给仓增加带液位传感器lt
‑
02的液位计。补给控制模块根据中央处理器的指令,开启进液阀4
‑
01及出液阀3
‑
01,启动补给泵p
‑
02,根据中央处理器读取的压力表pt
‑
01压力值输出补给效果。补给时,如果液位传感器lt
‑
02检测到补给仓液位过低,将启动转浆流程(图7.2b)或开启进液阀6
‑
01。如果有故障,系统将报警。设置多个补给泵p
‑
02及补给仓t
‑
02时,通过补给控制模块自动选择1个补给泵p
‑
02、1个补给仓t
‑
02及相应的阀门线路实现补给功能。图1.3为补给流程图,流程为:第一步,中央处理器获取补给参数;第二步,将补给参数与补给流程启动的条件进行比较,根据比较结果判断是否启动补给流程,如果否则返回第一步,如果是则进入下一步;第三步,将补给仓液位值与预设的液位阈值进行比较判断是否需要进行转浆,如果否则进行下一步,如果是则进入第六步;第四步,打开进液阀4
‑
01、出液阀3
‑
01;第五步,启动补给泵,补给仓中的钻井液进入井筒;第六步,将钻井液转输至补给仓,完成补给后返回第一步。第六步中的转浆有两种途径,第一种即启动转浆流程,第二种开启进液阀6
‑
01,将井筒中的钻井液转入补给仓。
40.筛分流程:筛分流程包括筛分控制模块和筛分模块,筛分模块包括溢流管、设置在溢流管上的流量传感器ft
‑
01、分流箱、振动筛(s
‑
01、s
‑
02、s
‑
03)、沉砂仓c
‑
01、分流箱与振动筛之间的连通阀(10
‑
01、10
‑
02、10
‑
04)、分流箱与沉砂仓c
‑
01之间的连通阀10
‑
05、分流箱与沉砂仓c
‑
01外的连通阀10
‑
03;流量传感器ft
‑
01、振动筛(s
‑
01、s
‑
02、s
‑
03)、连通阀(10
‑
01、10
‑
02、10
‑
03、10
‑
04、10
‑
05)上均设置有控制端口并通过控制端口分别与中央处理器和筛分控制模块连接,中央处理器根据控制端口或主机控制模块传输来的信号控制筛分控制模块运行。筛分流程的功能是把从井口溢流管返回到固控系统的钻井液中的液相与固相分离,使钻井液流入沉砂仓c
‑
01内,把有害的固相排出到罐外。
41.连通阀(10
‑
01、10
‑
02、10
‑
03、10
‑
04、10
‑
05)采用自动化阀门,井口溢流管上增加流量传感器ft
‑
01,如图2.2a所示的带集线器的筛分模块示意图,筛分控制模块中在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如筛分控制模块中有8根线缆,从集线器中将8根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,8根线缆直接与中央处理器连接, 不带集线器的筛分模块示意图如图2.2b所示。由溢流管上的流量
传感器ft
‑
01传输实时流量至中央处理器。在钻机钻进时,中央处理器可依据筛分参数(流量传感器ft
‑
01监测到的流入分流箱的钻井液的流量和/或主机控制模块传输过来的钻机工况),控制筛分控制模块指令启/停一台或多台振动筛及开/关相应的连通阀(10
‑
01、10
‑
02、10
‑
03、10
‑
04、10
‑
05),流量越大启动振动筛的数量越多。整个筛分流程实现无人化控制。在连通阀启闭、设备起停、运行过程中,如果有故障,系统将报警。图2.3为筛分流程图,步骤为:第一步,中奖处理器获取筛分参数;第二步,根据筛分参数判断是否启动筛分控制模块;如果是否,则返回第一步,否则,执行第三步;第三步,根据流量大小选择并启动振动筛;第四步,开启分流箱与启动的振动筛之间的连通阀;第五步,振动筛对钻井液进行筛分;第六步,检测到有跑浆情况时,根据需要自动调整振动筛倾角,直至不跑浆;第七步,完成钻井液中液相与固相分离。
42.除气流程:除气流程包括除气控制模块和除气模块,除气模块包括除气器、除气供液泵p
‑
04、射流管、设置有气体探测器qt
‑
01的除气仓一c
‑
02、除气仓二c
‑
03、进液阀8
‑
02、出液阀6
‑
03、设置有压力传感器的压力表pt
‑
03。
43.启动除气控制模块对除气模块进行除气时,采用自动化阀,除气仓c
‑
02增加气体探测器qt
‑
01,如图3.2b所示。除气模块包括除气器、除气供液泵p
‑
04、气体探测器qt
‑
01、除气供液泵p
‑
04、进液阀8
‑
02、出液阀6
‑
03、压力传感器pt
‑
03均设置有控制端口并通过控制端口分别与中央处理器和除气控制模块连接。由气体探测器qt
‑
01传输实时含气量至中央处理器。在钻井液循环过程中,中央处理器实时获取气体探测器qt
‑
01自动循环检测到的钻井液含气量和主机钻机工况。中央处理器根据主机钻机工况及含气量检测值与程序预设阈值比较,判断是否需要启动除气流程。需要启动除气流程时,中央处理器启动除气控制模块,除气控制模块按预设逻辑开启上述除气模块中的阀门及设备,并反馈显示开启结果。检测值低于停止值时,由除气控制模块指令停止流程,逆序关闭相关设备及阀门。如果有故障,系统将报警。这样,除气流程实现无人化操作。
44.如图3.2a所示的带集线器的除气模块示意图,除气控制模块中在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如除气控制模块中有7根线缆,从集线器中将7根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,7根线缆直接与中央处理器连接, 不带集线器的除气模块示意图如图3.2b所示。
45.图3.3为除气流程图,步骤为:第一步,中央处理器获取除气参数;第二步,除气参数与预设阈值进行比较;第三步,判断是否启动除气控制模块,如果否,则返回第一步,如果是,则执行第四步;第四步,打开除气器;第五步,打开进液阀、出液阀;第六步,启动除气供液泵;第七步,钻井液中的气体与钻井液分离;第八步,气体排出罐外,钻井液流入除气仓二。
46.除砂除泥流程:除砂除泥流程包括除砂除泥控制模块和除砂除泥模块,除砂除泥模块包括清洁器mc
‑
01、除砂仓c
‑
04、除泥仓c
‑
05、离心分离仓一c
‑
06、除砂供液泵p
‑
05、除泥供液泵p
‑
06、进液阀(8
‑
03、8
‑
04)、出液阀(6
‑
04、6
‑
05、6
‑
08)、安装在除砂仓c
‑
04的含砂量测量仪sm
‑
01和液位计lt04、安装在除泥仓c
‑
05的含砂量测量仪sm
‑
02液位计lt05及其管线,液位计(lt04、lt05)上设置有液位传感器,除砂除泥模块用于自动除砂除泥。清洁器mc
‑
01包括除砂旋流
器、除泥旋流器、除砂除泥器振动筛。
47.图4.2b是除砂除泥模块示意图,如图4.2b所示,所有阀件采用自动阀,清洁器mc
‑
01、除砂供液泵p
‑
05、除泥供液泵p
‑
06、进液阀(8
‑
03、8
‑
04)、出液阀(6
‑
04、6
‑
05、6
‑
08)、转浆阀(6
‑
07)、含砂量测量仪sm
‑
01、液位计lt04、含砂量测量仪sm
‑
02、液位计lt05均设置有控制端口并通过控制端口分别与中央处理器和除砂除泥控制模块连接,中央处理器实时读取除砂除泥参数(钻机工况、含砂量检测仪和/或液位传感器的检测值),并将除泥参数与预先设定的阈值进行比较,当比较结果达到启动除砂除泥控制模块的条件时,中央处理器启动砂除泥控制模块执行除砂除泥流程,启动清洁器mc
‑
01、打开进液阀(8
‑
03、8
‑
04)和出液阀(6
‑
04、6
‑
05、6
‑
08)、启动除泥供液泵p
‑
06,当达到转浆条件,关闭清洁器mc
‑
01,打开转浆阀(6
‑
07)进行转浆操作。如果有故障,系统将报警。
48.图4.2a是带集线器的除砂除泥模块示意图,除砂除泥模块在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如除砂除泥模块中有12根线缆,从集线器中将12根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,12根线缆直接与中央处理器连接,不带集线器的除砂除泥模块示意图如图4.2b所示。
49.值得注意的是,除泥过程是与除砂过程同时进行的,经过除砂的钻井液流入除泥仓,经过除泥的钻井液流入离心分离仓一c
‑
06,当不需要进行除砂除泥时,打开转浆阀(6
‑
07),直接将除砂仓中的钻井液转入离心分离仓一c
‑
06。
50.除砂除泥也可以按钻进时间60%
‑
90%进行控制,如设定80%钻进时间开启除砂除泥。无论是以钻井液含砂量还是钻进时间进行除砂除泥,通过改变控制参数,就能实现自动除砂除泥。图4.3为除砂除泥流程图,步骤为:第一步,中央处理器获取除砂除泥参数;第二步,除砂除泥参数与程序预设阈值比较;第三步,判断是否启动除砂除泥控制模块,如果否,则返回第一步,如果是,执行第四步;第四步,打开除砂供液泵的进液阀和出液阀;第五步,根据除砂仓液位值、含砂量及除泥仓液位值进行除砂或转浆或除泥;第六步,砂和泥从钻井液中分离排出仓外,钻井液流入离心分离仓一。
51.离心分离流程:离心分离流程包括离心分离控制模块和离心分离模块,离心分离模块包括离心分离仓一c
‑
06、离心分离仓二c
‑
08、设置在离心分离仓一c
‑
06的密度检测仪dm
‑
01、进液阀5
‑
01、出液阀6
‑
18、离心机和离心机供液泵sp
‑
01;离心分离控制模块控制离心分离模块中的离心机除去钻井液中更细小的固体颗粒物。
52.离心分离控制模块控制离心分离模块进行离心分离时,流程中所采用的阀门均为自动化阀门,离心机仓增加密度检测仪dm
‑
01,图5.2b为离心分离模块示意图,如图5.2b所示,密度检测仪dm
‑
01、进液阀5
‑
01、出液阀6
‑
18、离心机和离心机供液泵sp
‑
01均设置有控制端口并通过控制端口分别与中央处理器和离心分离控制模块连接。中央处理器通过密度检测仪dm
‑
01实时读取离心分离仓一c
‑
06的含砂量值(离心分离参数)并与程序预设的离心分离阈值比较,根据比较结果判断是否启动离心分离流程,若需要启动离心分离流程则启动离心分离控制模块,由离心分离控制模块控制离心分离模块进行离心分离操作,从而实现离心分离流程自动化控制。如果有故障,系统将报警。
53.图5.2a是带集线器的离心分离模块示意图,离心分离模块在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如离心分离模块中有5根线缆,从集线器中将5根
线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,5根线缆直接与中央处理器连接, 不带集线器的离心分离模块示意图如图5.2b所示。
54.图5.3是离心分离流程图,流程为:第一步,中央处理器通过控制端口获取离心分离参数;第二步、将离心分离参数与离心分离阈值进行比较;第三步、判断是否启动离心分离控制模块,否则返回第一步,是则进入下一步;第四步,离心分离控制模块打开离心机供液泵sp
‑
01、进液阀和出液阀;第五步,打开离心机;第六步,启动离心机供液泵;第七步,固体颗粒从钻井液中分离;第六步固体颗粒排到离心分离仓一c
‑
06外,钻井液流入离心分离仓二c
‑
08。
55.加料流程:加料流程包括加料控制模块和加料模块,加料模块包括混料泵p
‑
08、质量传感器ma
‑
01、密度传感器dm
‑
04、管路压力表pt
‑
07、设置在管路压力表pt
‑
07上的压力传感器、进液阀8
‑
07、进气阀4
‑
13、出料阀4
‑
09、出液阀6
‑
16、加料仓c
‑
09、漏斗h
‑
02、和灰罐1;其中混料泵p
‑
08、质量传感器ma
‑
01、密度传感器dm
‑
04、压力传感器、进液阀8
‑
07、进气阀4
‑
13、出粉阀4
‑
09和出液阀6
‑
16均设置有控制端口并通过控制端口分别与中央处理器和加料控制模块连接,各阀均采用自动阀门。每一个混料泵p
‑
08、质量传感器ma
‑
01、密度传感器dm
‑
04、管路压力表pt
‑
07、设置在管路压力表pt
‑
07上的压力传感器、进液阀8
‑
07、进气阀4
‑
13、出料阀4
‑
09、出液阀6
‑
16、加料仓c
‑
09、漏斗h
‑
02、和灰罐1组成一套加料管线。在其他实施例中加料模块包括若干套加料管线,可以一套加料管线使用一个加料仓,也可以几套加料管线共用一个加料仓。图6.2b是加料模块示意图,如图6.2b所示,以压缩空气作为动力,用压缩空气压缩灰罐中的料进入加料管道并推进漏斗。中央处理器根据钻井深度和/或钻井液密度和/或钻井液质量和/或钻井液粘度和/或钻井液酸碱度等加料参数与预设的加料阈值比较,判断是否加料。也就是说,可以以泥浆密度为例进行判断,实现加料混料具体步骤,也可以多次循环,每次以钻井深度、钻井液密度、钻井液质量、钻井液粘度和钻井液酸碱度任一个参数作为基准进行是否加料的判断。当加料参数低于预设加料阈值时,先开启进液阀8
‑
07、出液阀6
‑
16,启动泵p
‑
08,当管路压力传感器pt
‑
07感应到管路压力大于预设加料阈值时,再开启灰罐出料阀4
‑
09、进气阀4
‑
13,进行加料。质量传感器ma
‑
01自动计算添加材料重量,直至加料完成。如果有故障,系统将报警。
56.图6.2a是带集线器的加料模块示意图,加料模块在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如加料模块中有8根线缆,从集线器中将8根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,8根线缆直接与中央处理器连接, 不带集线器的加料模块示意图如图6.2b所示。
57.图6.3为加料流程图,步骤为:第一步,中央处理器从控制端口和/或主机控制模块获取加料参数;第二步,将加料参数与预先设定的加料阈值进行比较;第三步,根据比较结果判断是否启动加料控制模块,否,则返回第一步,是,则进入下一步;第四步,选择并开启相应的混料泵、进液阀和出液阀,实现钻井液在加料管路中的循环流动,加料管路产生压力;第五步,管路压力大于预设加料阈值时,开启灰罐的出料阀和进气阀;第六步,质量传感器ma
‑
01计量添加材料重量;第七步,完成加料并清理管道。
58.转浆流程:转浆流程包括转浆控制模块和转浆模块,转浆模块包括转浆泵p
‑
03、进液阀8
‑
01、
出液阀6
‑
02、连通阀3
‑
05、转浆仓一c
‑
03、转浆仓二c
‑
04和设置在转浆仓二c
‑
04的液位计lt
‑
04,液位计1t
‑
04设置有液位传感器,前述各阀均采用自动化阀门,转浆是转浆控制模块控制转浆模块中的转浆泵p
‑
03、进液阀8
‑
01、出液阀6
‑
02等实现的,图7.2b是转浆模块示意图,转浆泵p
‑
03、进液阀8
‑
01、出液阀6
‑
02、连通阀3
‑
05和液位传感器均设置有控制端口并通过控制端口分别与中央处理器和转浆控制模块连接,转浆时,中央处理器通过控制端口和/或主机控制模块获取液位值和钻机工况等转浆参数,将转浆参数与程序预设的转浆阈值进行比较,达到转浆要求时启动转浆控制模块,由转浆控制模块控制转浆模块进行转浆,由此实现转浆自动化。如果有故障,系统将报警。
59.图7.2a是带集线器的转浆模块示意图,转浆模块在线缆较多布置较复杂的情况下,选择使用集线器来归集线缆。比如转浆模块中有5根线缆,从集线器中将5根线缆集合成一根线缆,方便布置和管理,同时也可以不采用集线器,5根线缆直接与中央处理器连接, 不带集线器的转浆模块示意图如图7.2b所示。
60.图7.3为转浆流程图,步骤为:第一步,中央处理器从控制端口和/或主机控制模块获取转浆仓二c
‑
04的液位信息和钻机工况等转浆参数;第二步,将转浆参数与转浆阈值比较;第三步,根据比较结果判断是否启动转浆控制模块,否则返回第一步,是则进入下一步;第四步,开启转浆泵p
‑
03、进液阀8
‑
01和出液阀6
‑
02;第三步,启动转浆泵;第四步,钻井液从转浆仓一c
‑
03流入转浆仓二c
‑
04,完成转浆。
61.为了方便给补给仓t
‑
02需要时补给钻井液,设置有支路,在支路上设置有连通阀3
‑
05,当补给仓t
‑
02需要补给钻井液时,打开连通阀3
‑
05关闭进行补给,钻井液从转浆仓一c
‑
03流入补给仓t
‑
02。
62.显然,固控系统包括但不限于前述各子控制模块和子模块,在实际应用中还可能会涉及其他子控制模块和子模块,如搅拌设备、钻井液泵灌注系统、钻屑收集、干燥、输送、钻井液排污处理等子控制模块和子模块,同样采取上述控制方式,实现自动控制的目的。
63.固控系统:图9是一种固控系统图,固控系统包括主机控制模块、固控控制模块和各子模块(补给模块、筛分模块、除气模块、除砂除泥模块、离心分离模块、加料模块和转浆模块),与常规固控系统不同的是,所有阀门采用电动或气动阀,电动或气动阀设置有控制端口,控制端口与固控控制模块连接,各钻井液参数采用自动化检测设备,由固控控制模块根据钻井工况及钻井液参数,实现固控系统自动控制。
64.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1