一种掘进机用耐磨截齿及其制造工艺的制作方法
1.本发明属于掘进机技术领域,具体是一种掘进机用耐磨截齿及其制造工艺。
背景技术:
2.煤炭开采是经济发展的重要部分,而截齿是采煤机和掘进机最为关键的配件之一,截齿通常采用硬质合金齿尖(称之为硬质合金截齿),多为圆锥的外形,并直接固定在相应的底座上,在遇到硬度较高的岩层时,受到较大的冲击载荷和摩擦,其上的硬质合金截齿磨损较快,严重影响了工作效率,传统的硬质合金截齿主要成分是碳化钨和钴。
3.公开号为cn212359753u的中国专利,公开了一种新型高效掘进耐磨截齿,该专利要解决的问题为传统截齿在实际工作过程中由于截齿受到较大的冲击载荷、摩擦,导致截齿基体前端过度磨损使得硬质合金头过分突出,焊缝面积减小,从而导致焊缝强度不够造成硬质合金头脱落,该装置硬质合金头中部设有3mm厚、直径与截齿基体端面直径相同的柱状设计,减少了截齿基体前端被磨损,避免了硬质合金头因磨损导致的脱落,最终达到了耐磨的目的。
4.目前截齿包括基体与齿体两部分组成,而现有的截齿大多将采用钎焊将齿体套接于基体的顶部,并借助钎焊进行固定,形成截齿,由于采煤掘进机的工作强度较高,截齿的磨损程度较快,同时由于齿体通过钎焊固定于基体上,钎焊与齿体、基体的接触面积较差,在采煤过程中遇到岩石层,钎焊受到阻力,齿体容易脱落,导致降低了采煤的效率,同时降低了工作效率。
技术实现要素:
5.为解决上述背景技术中提出的问题,本发明提供了一种掘进机用耐磨截齿及其制造工艺,本发明通过设置有限位环、卡接孔与限位槽等达到了基体与齿体焊接稳定的目的,在生产掘进机用耐磨截齿时需要对齿体与基体进行焊接时,通过将齿体的底部放置于卡接孔的内部,并将齿体的底部卡接于限位槽的内部,通过限位槽对齿体的底部进行限位与固定,同时限位块将穿过限位环的内部,并位于限位环的底部,此时向齿体与卡接孔之间的间隙填充焊机,并进行钎焊,焊缝将灌满齿体与卡接孔之间的间隙,并通过限位环对钎焊进行固定,增加钎焊的稳定性,同时降低了齿体脱离的积率,增加截齿的使用寿命,达到了基体与齿体焊接稳定的优点。
6.为实现上述目的,本发明提供如下技术方案:一种掘进机用耐磨截齿,包括基体,基体外部的底部开设有卡簧槽,基体顶部的中部开设有卡接孔,卡接孔内部的顶部开设有限位槽,限位槽的内部固定卡接有齿体,齿体的外部固定安装有限位块,卡接孔内壁的中部固定安装有限位环,基体外部的顶部环形等角度固定安装有凸块。
7.上述技术方案中,优选的,限位槽7呈五边形,齿体4的底部呈六边形,齿体4的底部固定卡接于限位槽7的内部,齿体4的底部与限位槽7内部的大小一致。
8.上述技术方案中,优选的,限位环5内壁的直径值大于限位块8外部的直径值。
9.本发明还提出了一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其按重量分包括:碳化钨粉末90-95份,碳化钽4-5份,钴粉6-8份,碳化钨—碳化钛—碳化钽固溶体2-4份,碳化钨—铬固溶体0.8份,氮化钛6-9份,碳化硼3-4份及石蜡1份。
10.上述技术方案中,优选的,掘进机用耐磨截齿其重量分为:碳化钨粉末90份,碳化钽4份,钴粉6份,碳化钨—碳化钛—碳化钽固溶体2份,碳化钨—铬固溶体0.8份,氮化钛6份,碳化硼3份及石蜡1份。
11.上述技术方案中,优选的,掘进机用耐磨截齿的制造工艺步骤:s1、准备材料:将准备的材料进行搅拌研磨混合;s2、压制成型:压至前向材料中加入sbs成型剂;s3、负压脱脂:将压制后的坯料放入烧结炉中,并向炉腔内通入氮气,注入氮气的同时启动加热装置,5-10℃/min的加热速度升温至650-700℃,保持4-5h;s4、真空烧结:负压脱脂结束后,停止向炉内通入氮气,继续按5-10℃/min的加热速度进行加热,加热至1100-1200摄氏度;s5、冷却:烧结后,向炉内注入氩气,并对炉内以10-15℃进行降温,降至温室即可;s6、表面处理:对烧制成型后截齿的表面进行打磨成型。
12.上述技术方案中,优选的,s3中氮气以20-30l/min注入炉内。
13.上述技术方案中,优选的,s4烧结炉中处于真空度小于20kpa的条件下烧结2-3h。
14.与现有技术相比,本发明的有益效果如下:本发明通过设置有限位环、卡接孔与限位槽等达到了基体与齿体焊接稳定的目的,在生产掘进机用耐磨截齿时需要对齿体与基体进行焊接时,通过将齿体的底部放置于卡接孔的内部,并将齿体的底部卡接于限位槽的内部,通过限位槽对齿体的底部进行限位与固定,同时限位块将穿过限位环的内部,并位于限位环的底部,此时向齿体与卡接孔之间的间隙填充焊机,并进行钎焊,焊缝将灌满齿体与卡接孔之间的间隙,并通过限位环对钎焊进行固定,增加钎焊的稳定性,同时降低了齿体脱离的积率,增加截齿的使用寿命,使其达到了基体与齿体焊接稳定的效果。
15.本发明提供了一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其重量分为:碳化钨粉末90份,碳化钽4份,钴粉6份,碳化钨—碳化钛—碳化钽固溶体2份,碳化钨—铬固溶体0.8份,氮化钛6份,碳化硼3份及石蜡1份,并进行准备材料、压制成型、负压脱脂、真空烧结、冷却、表面处理,即可达到了增加截齿耐磨的效果。
附图说明
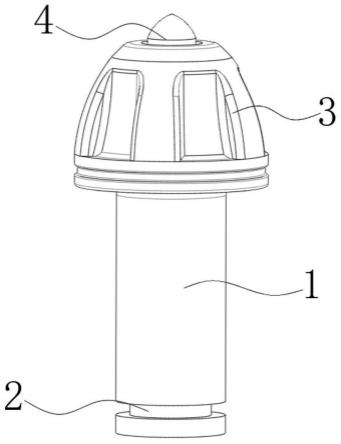
16.图1为本发明的整体外观示意图;图2为本发明的剖面示意图;图3为本发明中图2的a处放大示意图;图4为本发明的基体与齿体装配示意图;图5为本发明的俯视示意图;图6为本发明的齿体外观示意图。
17.图中:1、基体;2、卡簧槽;3、凸块;4、齿体;5、限位环;6、卡接孔;7、限位槽;8、限位块。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.如图1至图6所示,本发明提供一种掘进机用耐磨截齿,包括基体1,基体1外部的底部开设有卡簧槽2,基体1顶部的中部开设有卡接孔6,卡接孔6内部的顶部开设有限位槽7,限位槽7的内部固定卡接有齿体4,齿体4的外部固定安装有限位块8,卡接孔6内壁的中部固定安装有限位环5,基体1外部的顶部环形等角度固定安装有凸块3;在生产掘进机用耐磨截齿时需要对齿体4与基体1进行焊接时,通过将齿体4的底部放置于卡接孔6的内部,并将齿体4的底部卡接于限位槽7的内部,通过限位槽7对齿体4的底部进行限位与固定,同时限位块8将穿过限位环5的内部,并位于限位环5的底部,此时向齿体4与卡接孔6之间的间隙填充焊机,并进行钎焊,焊缝将灌满齿体4与卡接孔6之间的间隙,并通过限位环5对钎焊进行固定,增加钎焊的稳定性,同时降低了齿体4脱离的积率,增加截齿的使用寿命。
20.其中,限位槽7呈五边形,齿体4的底部呈六边形,齿体4的底部固定卡接于限位槽7的内部,齿体4的底部与限位槽7内部的大小一致,限位环5内壁的直径值大于限位块8外部的直径值;通过将齿体4放置于卡接孔6的内部,并将齿体4的底部卡接于限位槽7的内部,通过限位槽7对齿体4的底部进行限位与固定,在向齿体4与卡接孔6之间的间隙填充焊剂,并进行焊接,将齿体4固定于基体1的顶部,在采煤掘进机在进行采煤时,基体1与齿体4对煤炭进行破碎,通过限位槽7增加齿体4的固定性,增加了截齿的使用寿命。
21.实施例一:一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其按重量分包括:碳化钨粉末90-95份,碳化钽4-5份,钴粉6-8份,碳化钨—碳化钛—碳化钽固溶体2-4份,碳化钨—铬固溶体0.8份,氮化钛6-9份,碳化硼3-4份及石蜡1份。
22.一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其重量分为:碳化钨粉末92份,碳化钽4份,钴粉6份,碳化钨—碳化钛—碳化钽固溶体1份,碳化钨—铬固溶体0.8份,氮化钛6份,碳化硼3份及石蜡1份。
23.一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿的制造工艺步骤:s1、准备材料:将准备的材料进行搅拌研磨混合;s2、压制成型:压至前向材料中加入sbs成型剂;s3、负压脱脂:将压制后的坯料放入烧结炉中,并向炉腔内通入氮气,注入氮气的同时启动加热装置,5-10℃/min的加热速度升温至650-700℃,保持4-5h;s4、真空烧结:负压脱脂结束后,停止向炉内通入氮气,继续按5-10℃/min的加热速度进行加热,加热至1100-1200摄氏度;s5、冷却:烧结后,向炉内注入氩气,并对炉内以10-15℃进行降温,降至温室即可;s6、表面处理:对烧制成型后截齿的表面进行打磨成型。
24.实施例二:一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其按重量分包括:碳化钨粉末90-95份,碳化钽4-5份,钴粉6-8份,碳化钨—碳化钛—碳化钽固溶体2-4份,碳化钨—
铬固溶体0.8份,氮化钛6-9份,碳化硼3-4份及石蜡1份。
25.一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其重量分为:碳化钨粉末95份,碳化钽5份,钴粉8份,碳化钨—碳化钛—碳化钽固溶体2份,碳化钨—铬固溶体0.8份,氮化钛6份,碳化硼3份及石蜡1份。
26.掘进机用耐磨截齿的制造工艺步骤:s1、准备材料:将准备的材料进行搅拌研磨混合;s2、压制成型:压至前向材料中加入sbs成型剂;s3、负压脱脂:将压制后的坯料放入烧结炉中,并向炉腔内通入氮气,注入氮气的同时启动加热装置,5-10℃/min的加热速度升温至650-700℃,保持4-5h;s4、真空烧结:负压脱脂结束后,停止向炉内通入氮气,继续按5-10℃/min的加热速度进行加热,加热至1100-1200摄氏度;s5、冷却:烧结后,向炉内注入氩气,并对炉内以10-15℃进行降温,降至温室即可;s6、表面处理:对烧制成型后截齿的表面进行打磨成型。
27.实施例三:一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其按重量分包括:碳化钨粉末90-95份,碳化钽4-5份,钴粉6-8份,碳化钨—碳化钛—碳化钽固溶体2-4份,碳化钨—铬固溶体0.8份,氮化钛6-9份,碳化硼3-4份及石蜡1份。
28.一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿其重量分为:碳化钨粉末90份,碳化钽4份,钴粉6份,碳化钨—碳化钛—碳化钽固溶体2份,碳化钨—铬固溶体0.8份,氮化钛6份,碳化硼3份及石蜡1份。
29.一种掘进机用耐磨截齿的制造工艺,掘进机用耐磨截齿的制造工艺步骤:s1、准备材料:将准备的材料进行搅拌研磨混合;s2、压制成型:压至前向材料中加入sbs成型剂;s3、负压脱脂:将压制后的坯料放入烧结炉中,并向炉腔内通入氮气,注入氮气的同时启动加热装置,5-10℃/min的加热速度升温至650-700℃,保持4-5h;s4、真空烧结:负压脱脂结束后,停止向炉内通入氮气,继续按5-10℃/min的加热速度进行加热,加热至1100-1200摄氏度;s5、冷却:烧结后,向炉内注入氩气,并对炉内以10-15℃进行降温,降至温室即可;s6、表面处理:对烧制成型后截齿的表面进行打磨成型。
30.综上述本发明所提出的三个实施例中选用了不同比例的材料进行试验,经试验结果比对可知实施例三试验制备的产品具备耐磨的效果,优于其他两个实施例试验材料中的比例。
31.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
32.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1