水泵体压铸坯件的制作方法
1.本实用新型涉及毛坯铸件技术领域,尤其涉及一种水泵体压铸坯件。
背景技术:
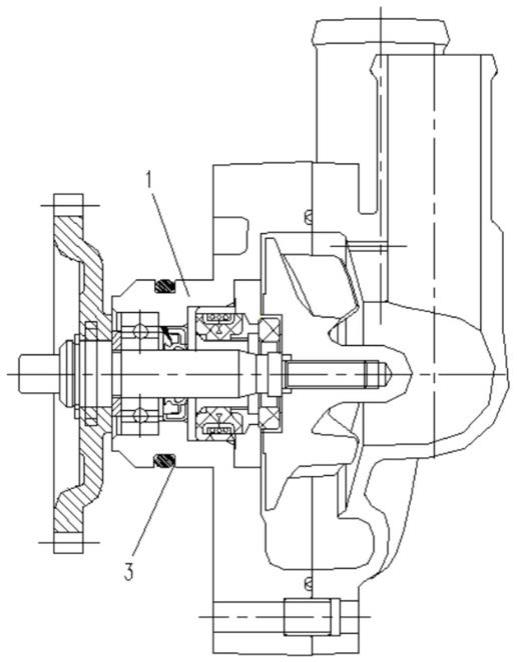
2.如图4中所示,发动机冷却水泵结构总成:水泵总成右端为进排水装置,左端为机油循环结构。
3.水封作用:避免冷却液泄漏进入箱体。
4.油封作用:避免油液泄漏。
5.o环作用:避免油水相互混入。
6.如图1中所示,成品深沟环槽深度2.7mm,宽度4.5mm;坯件对应部位加工量为深度3.28mm(41.16-34.6)/2*宽度3.7(4.5-0.8)mm。铝合金压铸坯件表面深度0.6mm以内为致密层,无气孔,超过0.6mm为疏松层,会产生大量空隙,其内部空隙相互贯通,导致水泵内漏和环槽密封不良。
7.常规改善方案为抽芯结构完成环槽预制成型,但水泵系列产品因结构特性及减重要求,无法实现预制成型;产品实际状况:机加后深沟环槽内30%密布空隙大于0.7mm,40%密布0.3-0.7mm中空隙,其余30%为0.3mm及以下小空隙。0.3及以下小空隙产品气密测试合格率约90%,0.3-0.7孔隙产品浸渗处理后50%可满足气密测试要求,空隙大于0.7mm产品气密全数不合格,需报废处理。产品平均气密合格率为:47%。
技术实现要素:
8.为了克服上述所存在的技术缺陷,本实用新型的目的在于提供一种自动去除压铸铝合金深沟环槽上气孔,外观合格率达到99.8%以上,密封性能合格率达到95%以上,生产成本降低了50%的水泵体压铸坯件。
9.为了达到上述目的,本实用新型通过以下技术方案实现:
10.本技术方案为一种水泵体压铸坯件,包括水泵体压铸坯件和镶套;在水泵体压铸坯件上预置镶套。
11.进一步优选,镶套预置在水泵体压铸坯件的深沟环槽部。
12.进一步优选,水泵体压铸坯件是合金铸件。
13.进一步优选,水泵体压铸坯件和镶套采用铝合金。
14.进一步优选,镶套的预留环槽单侧宽度余量为0.5mm,深度余量为0.4mm。
15.进一步优选,水泵体压铸坯件是tc380发动机水泵体压铸坯件。
16.本实用新型的有益效果是:
17.水泵体压铸坯件上深沟环槽部预置镶套的方式,实现坯件上深沟环槽部对应部位减小加工余量。适用于压铸铝合金深沟环槽自动去除气孔。改进后水泵体上深沟环槽部外观无气孔合格率达到99.8%以上;密封性能合格率达到95%以上;生产成本降低了50%以上。
附图说明
18.本实用新型将通过例子并参照附图的方式说明,其中:
19.图1是本实用新型中水泵体的成品结构示意图。
20.图2是本实用新型中水泵体上预置镶套后的结构示意图。
21.图3是本实用新型中水泵体上镶套加工成品的结构示意图。
22.图4是发动机冷却水泵的结构总成示意图。
23.图中所示:
24.水泵体压铸坯件1。
25.镶套2。
26.深沟环槽部3。
具体实施方式
27.下面结合附图,对本实用新型作详细的说明。
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.实施例,一种水泵体压铸坯件,包括水泵体压铸坯件1和镶套2;在水泵体压铸坯件1上预置镶套2。
30.镶套预置在水泵体压铸坯件的深沟环槽部3。
31.水泵体压铸坯件1是合金铸件。
32.水泵体压铸坯件1和镶套2采用铝合金。
33.镶套的预留环槽宽度单侧余量为0.5mm,深度余量为0.4mm。
34.水泵体压铸坯件1是tc380发动机水泵体压铸坯件。
35.以tc380发动机冷却水泵体为例,水泵体压铸坯件1上预置镶套2的预留环槽宽度余量单侧0.5mm;深度余量为0.4mm;预置的镶套2通过车削即可自动去除;深沟环槽部3去除压铸材料质量1.1克(不含预置镶套)约为原结构25%;孔隙率小于0.2%,气密合格率90%以上。
36.如图1-图3中所示,镶套结构及加工余量。水泵体压铸坯件1上深沟环槽部3预置镶套的方式,实现坯件上深沟环槽部3对应部位减小加工余量。本结构适用于压铸铝合金深沟环槽自动去除气孔。改进后水泵体上深沟环槽部外观无气孔合格率达到99.8%以上;密封性能合格率达到95%以上;生产成本降低了50%以上。
37.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1