用于供暖、通风、空调和制冷单元的鼓风机的制作方法
1.本公开总体上涉及供暖、通风、空调和制冷(“heating,ventilation,air conditioning,andrefrigeration”,hvacr)系统。更具体地,本公开涉及用于hvacr单元的鼓风机和制造鼓风机的方法。
背景技术:
2.典型地在例如建筑空调系统中采用的hvacr系统通常包括诸如风扇的空气推动装置。在一些情况下,风扇可以是离心式风扇。离心式风扇经常被制造成两个件,然后将这两个件接合在一起。例如,底部护罩和叶片或扇叶可以被形成为一个件,该一个件然后与顶部护罩接合。制造的成本和复杂性可能存在挑战。期望改进的风扇和制造方法。
技术实现要素:
3.本公开总体上涉及供暖、通风、空调和制冷(hvacr)系统。更具体地,本公开涉用于hvacr单元的鼓风机,以及制造该鼓风机的方法。
4.公开了一种用于供暖、通风、空调和制冷(hvacr)单元的鼓风机。鼓风机包括多个鼓风机段。每个段包括第一护罩、在鼓风机的纵向轴线的方向上与第一护罩间隔开的第二护罩、以及叶片。该叶片被形成为使得该叶片的第一端与该第一护罩相接合并且该叶片的第二端与该第二护罩相接合。带固定到多个鼓风机段。在实施例中,带将多个鼓风机段保持在一起,并且当这些段接合在一起时可以保持整个鼓风机的完整性。
5.公开了一种制造用于供暖、通风、空调和制冷(hvacr)单元的鼓风机的方法。该方法包括形成鼓风机的多个段。每个段包括第一护罩、在鼓风机的纵向轴线的方向上与第一护罩间隔开的第二护罩、以及叶片。该叶片被形成为使得该叶片的第一端与该第一护罩相接合并且该叶片的第二端与该第二护罩相接合。该方法还包括将带固定到多个段。
附图说明
6.参考了形成本公开的一部分的附图,这些附图示出了其中可以实践在本说明书中描述的鼓风机和方法的实施例。
7.图1是根据实施例的热传递回路的示意图;
8.图2示出根据实施例的用于hvacr单元的鼓风机;
9.图3示出根据实施例的图2的鼓风机的底部平面图;
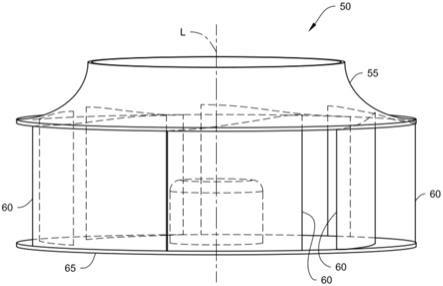
10.图4示出根据实施例的图2和图3的鼓风机50的侧视图;
11.图5示出根据实施例的图2至图4的鼓风机的多个段中的一个段;
12.图6是根据实施例的用于制造鼓风机的方法的流程图;
13.相同的附图标记始终表示相同的零件。
具体实施方式
14.本公开大致涉及供暖、通风、空调和制冷(hvacr)系统。作为一个示例,本公开涉及用于hvacr单元的鼓风机,以及制造该鼓风机的方法。将理解,用于制造鼓风机的方法以及从这样的方法得到的鼓风机可以针对独立的鼓风机,而不需要将其应用于hvacr系统或产品中的具体实现方式。
15.用于hvacr单元的鼓风机(诸如但不限于用于hvacr单元的离心式鼓风机)可以由随后接合在一起的两个件制成。例如,一些鼓风机可以由塑料制成并且通过例如注塑成型等形成为两个分开的件。这两个分开的件(通常护罩和叶片一起作为一个件而第二护罩作为第二件)可以被制造然后接合在一起。随着鼓风机的直径增加,制造过程的复杂性也增加。
16.3d打印工艺正日趋广泛。然而,鼓风机可能不能简单地被3d打印而不是注塑成型。一种利用如本说明书中所描述的3d打印工艺的方式包括将鼓风机划分成多个相似或相同的件。然后可以通过3d打印工艺形成这些件,该3d打印工艺诸如但不限于选择性激光烧结 (selective laser sintering,sls)、多射流熔合(multi-jet fusion,mjf)、熔融沉积建模(fuseddeposition modeling,fdm)等。3d打印工艺使得鼓风机的各个件能够以良好地保持尺寸并且接近注塑成型的鼓风机的性能的方式形成。
17.在本说明书中描述的实施例中,鼓风机以多个件形成,每个件包括共同形成为单件的整体型构造的第一护罩、叶片和第二护罩。当组装时,多个件提供围绕公共轮毂的叶片的布置。结果,每个件的尺寸相对于整个鼓风机的尺寸减小。例如,尺寸以鼓风机中的叶片的数量作为因子地减小。也就是说,6叶片鼓风机可以包括单独地形成并且组装在一起的6个件。因此,在本说明书中描述的实施例可以导致打印的部件的尺寸是6叶片鼓风机的全鼓风机尺寸的1/6。应当理解,将基于鼓风机的叶片的数量做出类似的减小(例如,12个叶片导致1/12 的尺寸等)。由于减小每个单独的件的整体尺寸,因此可以减小来自3d打印工艺的诸如翘曲等的潜在影响。
18.在一实施例中,各个件中的每个件可以包括一个或多个突出部,以及一个或多个开口,该一个或多个开口用于接收来自另一件的一个或多个突出部。这可以例如简化鼓风机的组装过程。
19.在一实施例中,各个件可以可替代地以利用较小的模具的方式被注塑成型。
20.如在此所描述的,“hvacr单元”可以总体上包括制冷单元,该制冷单元包括单个压缩机或包括多个压缩机。在一些实施例中,多个压缩机中的一个压缩机具有比该多个压缩机中的另一压缩机更大的容量。在一些实施例中,多个压缩机是固速压缩机。
21.本说明书中描述的各方面可以应用于各种类型的hvacr单元、设备和/或系统,例如但不限于利用鼓风机的分离系统、整体设备、屋顶设备、水源热泵、冷却器、空气处理器等。在实施例中,本说明书中描述的方面可以应用于与例如燃气炉、电加热器系统等接口连接并提供空气流到例如燃气炉、电加热器系统等的风扇。在一实施例中,在此的描述可以应用于可以被实施到运输制冷系统或产品(诸如但不限于卡车、拖车、公共汽车、空气处理器单元等中的hvacr)中的风扇。
22.图1是根据一些实施例的热传递回路10的示意图。热传递回路10通常包括压缩机 15、冷凝器20、膨胀器25(例如,膨胀阀)、以及蒸发器30。热传递回路10是示例性的并且可以
被修改成包括额外的部件。例如,在一些实施例中,热传递回路10可以包括节能器热交换器、一个或多个流控制装置(例如,阀)、收集罐、干燥器、吸入液体热交换器等。在一些实施例中,热传递回路10可以包括多个压缩机15。在一些实施例中,该多个压缩机15可以包括具有不同容量的压缩机。
23.热传递回路10通常可以应用到用于控制空间(通常被称为条件受控空间)中的环境条件(例如,温度、湿度、空气质量等)的各种系统中。系统的示例包括但不限于供暖、通风和空调(hvac)系统、运输制冷系统等。
24.热传递回路10的部件是流体地连接的。热传递回路10可以被具体配置成能够在冷却模式下运行的冷却系统(例如,空调系统)。替代性地,热传递回路10可以被具体配置为热泵系统,该热泵系统可以在冷却模式和加热/除霜模式两者中运行。
25.热传递回路10根据通常已知的原理来运行。热传递回路10可以配置为加热或冷却热传递流体或介质(例如,液体,诸如但不限于水等),在这种情况下,热传递回路10在一些实施例中通常可以代表液体冷却器系统。热传递回路10可以替代性地配置为加热或冷却热传递介质或流体(例如,气体,诸如但不限于空气等),在这种情况下,热传递回路10通常可以代表空调或热泵。在一些实施例中,该空调或热泵可以被包括在例如屋顶hvac单元等中。
26.在运行中,压缩机15将热传递流体(例如,制冷剂等)从相对较低压力气体压缩到相对较高压力气体。相对较高压力气体从压缩机15排出并且流过冷凝器20。根据通常已知的原理,热传递流体流过冷凝器20并且将热量排出到热传递流体或介质(例如,水、空气等),由此冷却热传递流体。当前处于液态形式的冷却的热传递流体流到膨胀器25。膨胀器25减小热传递流体的压力。因此,一部分热传递流体被转换成气态形式。当前处于混合的液态和气态形式的热传递流体流到蒸发器30。热传递流体流过蒸发器30并且从热传递介质(例如,水、空气等)吸收热量,加热该热传递流体,并且将其转换成气态形式。气态热传递流体然后返回到压缩机15。当热传递回路例如在冷却模式下运行时(例如,当压缩机15被启用时),继续上述过程。
27.图2示出了根据实施例的用于hvacr单元的鼓风机50。根据实施例,鼓风机50可替代性地被称为离心式鼓风机50、叶轮50等。
28.鼓风机50包括护罩55(例如,第一护罩)、多个叶片60和护罩65(例如,第二护罩)。将理解,叶片可以适用于使用静态叶片或旋转叶片的鼓风机设计。在一实施例中,本文中的鼓风机50和方法可以用于任何离心式鼓风机类型。在一实施例中,鼓风机50可以代表护罩式叶轮。在一实施例中,鼓风机是离心式鼓风机。在一实施例中,离心式鼓风机具有后曲叶片。应当理解,本说明书中描述的概念可以应用到具有不同叶片几何形状(例如,前曲等) 的护罩式叶轮。纵向轴线l延伸穿过鼓风机50的中央开口。
29.鼓风机50可以由例如塑料制成。塑料可以是例如适合于经由3d打印工艺制造的塑料。鼓风机50通常通过3d打印工艺形成,3d打印工艺诸如但不限于选择性激光烧结(sls)、多射流熔合(mjf)、熔融沉积建模(fdm)等。将理解,可以采用用于形成鼓风机的其他工艺,包括但不限于快速原型,并且这样的处理包括选择性激光烧结(sls)、选择性激光熔化 (selective laser melting,slm)、立体光固化成型(stereolithography,sla)、以及3d金属打印。在一实施例中,sls可以对诸如例如金属、塑料、陶瓷、碳化物和橡胶等的材料有效, 3d金属打印可以包括增材制造技术(即,非减材)类型,这可以意味着材料被逐渐地添加以
获得最终的结果,而不是被去除(例如,诸如在车削或研磨中)。还将理解,可以采用其他工艺来获得鼓风机,诸如硅胶成型、铸造等。
30.在实施例中,将理解,用于鼓风机的材料可以包括塑料材料,诸如但不限于聚酰胺的变体(例如,尼龙)、聚碳酸酯、这些材料中的任一种的玻璃增强或碳纤维增强形式、abs (acrylonitrile butadiene styrene,丙烯腈丁二烯苯乙烯)、asa(acrylonitrile styrene acrylate 丙烯腈苯乙烯丙烯酸酯)等。
31.图3示出了根据实施例的鼓风机50的底部平面图。
32.在所示出的实施例中,护罩65被示为具有多个切割线70。每个切割线70代表为制造目的而将鼓风机50划分成多个单独段的位置。也就是说,多个段73中的每个段75由两个切割线70界定,或者替代性地,切割线70代表鼓风机50的每个段75的范围。
33.在一实施例中,切割线70是弯曲的。作为一个非限制性示例,所示出的实施例将切割线70示为弯曲的。应当理解,切割线70可以是能够获得分开的鼓风机段(例如,鼓风机段75)的任何合适的切割线。在实施例中,鼓风机段在一些情况下可以是同等形状的径向鼓风机段。
34.其他类型的切割线可以包括例如直切割线、以一定角度集合在一起的直线、或任何合适的互锁模式的线(诸如例如榫舌和凹槽),或它们的组合,包括曲线。
35.在一实施例中,切割线70以及相应地鼓风机50的每个段75的几何形状被选择成使得鼓风机50的每个段75被形成为包括多个叶片60中的一个叶片60。此外,切割线70是以每个段75相同或基本相同的方式包括的。在本说明书中,基本相同意味着受到相同的制造公差等。具有相同或基本相同的段75可以例如通过减少零件的数量和组装零件的复杂性来简化制造和组装过程。
36.在所示出的实施例中,鼓风机50包括七个段75。应当理解,段的数量可以变化超过或低于七个。例如,在一实施例中,鼓风机50可以被划分成比七个更少的段75并且由这些段75生产,而在另一实施例中,鼓风机50可以被划分成比七个更多的段75并且由这些段 75生产。在一实施例中,形成鼓风机50的段75的数量代表被打印的部件的尺寸减小的因子。例如,所示出的实施例包括七个叶片和七个段75。因此,制造过程包括是鼓风机50的尺寸的1/7的多个部件,并且因此被打印的每个部件的尺寸比将整个鼓风机作为单个件(或甚至作为组装在一起的两个件)打印相对更小。这可以例如减少由制造过程引起的热翘曲的量。
37.带80经由多个孔85固定到护罩65。带80可以由紧固件(诸如但不限于螺钉、螺栓、铆钉等)固定。在一实施例中,带80可以经由粘合剂固定。在一实施例中,带80可以通过热熔固定,这可以通过减少硬件组装需要和组装时间来改进整个过程。在一实施例中,带80 可以经由粘合剂和紧固件固定。在所示出的实施例中,该带是环。应当理解,带80的几何形状可以基于护罩65的几何形状。在一实施例中,带80还可以提供用于将电机固定到鼓风机 50的安装位置。
38.图4示出了根据实施例的图2和图3的鼓风机50的侧视图。从图4中可以看出,鼓风机50包括带87。类似于带80,带87可以通过紧固件(诸如但不限于螺钉、螺栓、铆钉等) 固定。在一实施例中,带87可以经由粘合剂固定。在一实施例中,带80可以通过热熔固定,这可以通过减少硬件组装需要和组装时间来改进整个过程。在一实施例中,带87可以经由粘合剂和紧固件固定。在所示出的实施例中,该带是环。应当理解,带87的几何形状可以基于护
罩65的几何形状。在一实施例中,带87可以是外部带,而带80可以是内部带。
39.图5示出根据实施例的图2至图4的鼓风机50的多个段75中的一个段75。段75包括护罩55、叶片60和护罩65。段75的径向边缘90a和90b将与来自图3的切割线70对齐。包括三个部件55-65的段75由单件的整体型构造形成。通常地,段75经由3d打印工艺形成。应当理解,该单个件可以替代性地通过注塑成型工艺形成。
40.在所示出的实施例中,径向边缘90a包括多个突出部95,并且径向边缘90b包括多个开口100。应当理解,突出部和开口的位置关于它们位于哪个径向边缘上是可互换的。多个突起部95和多个开口100被设计为使得它们是可接合的。例如,通过将突起95插入到另一段(未图示)的开口100中或者通过将另一段的突起95插入到段75的开口100中,另一段将能够接合到径向边缘90a。例如,这可通过维持部分固定的连接直到当带80和带85被固定到鼓风机50时为止来简化组装过程。
41.在所示出的实施例中,示出了两个突出部95和两个开口100。应当理解,这是一示例,并且突出部95和开口100的数量可以变化,只要突出部95和开口100的数量是相同的。例如,在一实施例中,可以存在单个突起95和开口100,或者在另一实施例中可以存在三个以上突起95和三个以上开口100。段75附加地包括用于接收带80和带85的紧固件的多个孔85和多个孔110。应当理解,如果带80、带85经由粘合剂接合,则可以包括或可以不包括孔85和孔110。
42.图6示出根据实施例的用于制造鼓风机的方法125的流程图。方法125代表用于制造如以上根据图2至图5所示出和描述的鼓风机50的方法。
43.在130处,形成多个单独的段(例如,段75)。段75可以经由注塑成型、3d打印工艺等形成。每个段75包括第一护罩部分55和第二护罩部分65以及叶片60。该多个段75通常包括沿着该段的径向边缘的突出部和开口,以便于这些段75的组装。
44.在135处,多个单独的段75被放置在一起,使得一个段的突出部被组装到另一段的开口中。
45.在140处,当所有段75到位使得鼓风机50被组装时,一个或多个带(例如,带80、带87)被固定到鼓风机50。在一实施例中,这可以包括经由粘合剂、经由一个或多个紧固件等的固定中的一种或多种。
46.在另一实施例中,将理解,带可以首先被铺设在诸如桌子的表面上,然后多个单独的段被放置在带上,并且使用突出部和开口使这些段相对于彼此定位,然后紧固件穿过带进入这些段中。
47.方面
48.应注意,方面1至10中的任一方面可与方面11至18中的任一方面组合。
49.方面1.一种用于供暖、通风、空调和制冷(hvacr)单元的鼓风机,包括:多个鼓风机段,每个段包括:第一护罩、在鼓风机的纵向轴线的方向上与第一护罩间隔开的第二护罩,以及叶片,该叶片被形成为使得叶片的第一端与第一护罩相接合并且叶片的第二端与第二护罩相接合;以及带,固定到多个鼓风机段。
50.方面2.如方面1所述的鼓风机,其中,多个鼓风机段是塑料、金属、复合材料或打印的复合材料。
51.方面3.如方面1或2所述的鼓风机,其中,多个鼓风机段中的每个鼓风机段由单件
的整体型构造形成。
52.方面4.如方面1至3中任一方面所述的鼓风机,其中,多个鼓风机段中的每个鼓风机段的第一护罩包括在第一护罩的第一径向边缘上的突出部和在第一护罩的第二径向边缘上的开口,第一径向边缘和第二径向边缘彼此周向地间隔开。
53.方面5.如方面4所述的鼓风机,其中,多个鼓风机段中的第一鼓风机段的突出部插入到多个鼓风机段中的第二鼓风机段的开口中。
54.方面6.如方面1至5中任一方面所述的鼓风机,其中,带通过紧固件或粘合剂中的一者或多者固定到多个鼓风机段。
55.方面7.如方面1至6中任一方面所述的鼓风机,其中,鼓风机是具有后曲叶片的离心式鼓风机。
56.方面8.如方面1至7中任一方面所述的鼓风机,其中,多个段中的段的数量基于鼓风机的叶片的数量。
57.方面9.如方面1至8中任一方面所述的鼓风机,其中,多个段中的每个段都是相同的。
58.方面10.如方面1至9任一方面所述的鼓风机,其中,带是环。
59.方面11.一种制造用于供暖、通风、空调和制冷(hvacr)单元的鼓风机的方法,包括:形成鼓风机的多个段,每个段包括第一护罩、在鼓风机的纵向轴线的方向上与第一护罩间隔开的第二护照,以及叶片,该叶片形成为使得叶片的第一端与第一护罩接合并且叶片的第二端与第二护罩接合;以及将带固定到多个段。
60.方面12.如方面11所述的方法,其中,该形成包括从塑料材料形成多个段。
61.方面13.如方面11或12中任一方面所述的方法,其中,该形成包括3d打印工艺。
62.方面14.如方面13所述的方法,其中,3d打印工艺包括选择性激光烧结、多射流熔合或熔融沉积建模。
63.方面15.如方面11或12中任一方面所述的方法,其中,该形成包括注塑成型工艺。
64.方面16.如方面11至15中任一方面所述的方法,其中,该形成包括将每个段形成为单件的整体型构造。
65.方面17.如方面11至16中任一方面所述的方法,进一步包括将多个段组装在一起以形成鼓风机。
66.方面18.如方面17所述的方法,其中,该组装包括将多个段中的第一段的第一护罩的第一径向边缘上的突出部插入多个段中的第二段的第一护罩的第二径向边缘上的开口。
67.在本说明书中使用的术语旨在描述具体实施例并且不旨在是限制性的。术语“一/一个”和“该”也包括复数形式,除非另外清楚地指示。在本说明书中使用的术语“包括”和/ 或“包含”指定所陈述的特征、整数、步骤、操作、元件和/或部件的存在,但不排除一个或多个其他特征、整数、步骤、操作、元件和/或部件的存在或添加。
68.关于前面的描述,应理解,在不脱离本公开的范围的情况下,可在细节上做出改变,尤其是在所采用的构造材料和部件的形状、尺寸和布置的方面。本说明书和所描述的实施例仅是示例性的,本公开的真实范围和精神由所附权利要求书指示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1