一种低成本的多级套筒式液压油缸的制作方法
1.本发明涉及液压油缸技术领域,尤其涉及一种低成本的多级套筒式液压油缸。
背景技术:
2.液压传动是利用液体压力能进行能量转换的传动方式,其主要产品液压油缸在国民经济和国防建设中的地位和作用十分重要,目前已成为实现生产过程自动化、提高劳动生产率必不可少的重要手段之一。我国的液压工业始于上世纪50年代,其产品最初只用于机床和锻压设备,后来才用到拖拉机和工程机械上;自上世纪60年代从国外引进一些液压元件生产技术,并自行设计液压产品以来,我国的液压件已在各种机械设备上得到了广泛的使用;80年代起加速了对先进液压产品和技术的有计划引进、消化、吸收和国产化工作,使得我国的液压技术在产品质量、经济效益、研究开发等各个方面逐步靠拢世界水平。尤其是近十年来基础产品工业得到国家支持,装备水平不断提高,目前已能为汽车、工程机械、农业机械、机床、塑机、冶金矿山、发电设备、铁路、船舶、轻工、电子、以及国防工业提供品种齐全的产品。
3.随着我国液压工业的不断发展,行业供给能力不断增强,产品出现供过于求,同时受下游需求市场对产品质量要求的不断提高的影响,我国液压油缸行业增速也放缓了脚步。因此,对液压油缸的质量、生产效率、生产成本等各个方面提出了更高的要求,为了提高企业利润,获取在液压油缸行业中的竞争优势,提升和优化液压油缸产品结构,加强技术创新,成为了现今液压油缸行业的必由之路。
4.但是,目前生产的整体式液压油缸为了保证缸体底部凸台高度,缸筒外圆需留有5
㎜
加工余量,导致原材料的成本偏高,且加工时间长,材料利用率及生产效率低。
技术实现要素:
5.针对现有技术中所存在的不足,本发明提供了一种低成本的多级套筒式液压油缸,其解决了现有技术中存在的加工成本偏高、材料利用率低、生产效率低的技术问题。
6.由此,本发明提供了一种低成本的多级套筒式液压油缸,包括有缸筒,所述缸筒具有依次套接的活塞杆、二级缸体、一级缸体和外缸体,所述活塞杆上设有安装通孔,所述外缸体上设有铰轴,所述活塞杆与所述二级缸体之间、所述二级缸体与所述一级缸体之间以及所述一级缸体与所述外缸体之间均存在安装位,所述安装位沿所述活塞杆的轴向布置;还包括:
7.后端盖,所述后端盖设于所述外缸体的底部,以部分密封所述安装位;
8.凸台,所述凸台位于所述安装位上,并靠近所述后端盖布置,所述凸台与对应的所述活塞杆、所述二级缸体以及所述一级缸体固定连接,所述凸台具有沿所述活塞杆的径向布置的堆焊层,所述堆焊层采用焊丝堆焊而成,以增厚所述活塞杆、所述二级缸体和所述一级缸体,所述堆焊层的长度不超过所述缸筒总长度的6%;
9.导套,所述导套沿所述活塞杆的轴向插设于所述安装位上,并背离所述后端盖布
置,以部分密封所述安装位,所述导套与对应的所述活塞杆、所述二级缸体以及所述一级缸体之间均设有间隔布置的支撑环和密封件。
10.相比于现有技术,本发明具有如下有益效果:
11.第一,为保证缸筒底部的凸台高度,采用堆焊方式对其进行增厚,由于凸台的长度不超过缸筒总长度的6%,堆焊材料能够降低原材料的成本同时能够缩短加工时间,进而使材料和加工成本得到有效的控制,提高了材料利用率和生产效率;
12.第二,取消了缸筒底部原安装的孔用t型支撑环,仅在顶部用支撑环保持相邻缸体间的相对同心,在取消了上述孔用t型支撑环的同时,缸筒底部不用再加工孔用t型支撑环的沟槽,从而降低了加工成本以及优化了加工工序,使得生产效率得到提高。
13.优选地,所述活塞杆、所述二级缸体、所述一级缸体和所述外缸体的长度为410
㎜
~470
㎜
;
14.所述二级缸体、所述一级缸体和所述外缸体的内径为φ60mm~φ100
㎜
。
15.优选地,所述二级缸体、所述一级缸体和所述外缸体的材质为20#冷拔钢管。
16.优选地,所述后端盖靠近所述一级缸体的一端上具有圆形凹槽,所述圆形凹槽将所述后端盖分割为凹陷部和平滑部,所述凹陷部与所述一级缸体的外圆直径相适配,所述平滑部与位于所述一级缸体上的堆焊层相抵接。
17.优选地,所述圆形凹槽的槽深为1.5
±
0.1
㎜
。
18.优选地,所述导套具有相对布置的作业端和封闭端,所述作业端分为一体的第一连接部和第二连接部,所述第一连接部与对应的所述二级缸体、所述一级缸体以及所述外缸体相抵接,所述第二连接部贴合于对应的所述活塞杆、所述二级缸体、所述一级缸体和所述外缸体的侧壁后伸入对应的所述安装位内。
19.优选地,所述支撑环的数量为两个,所述密封件的数量为三个,所述支撑环与所述密封件之间交错布置。
20.优选地,所述导套的内表面具有用于容纳所述支撑环的第一开口以及用于容纳所述密封件的第二开口。
21.优选地,所述导套的长度为95
㎜
~105
㎜
;
22.所述支撑环的内圆与其外圆之间的间距为2.5
±
0.1
㎜
、宽为9.5
±
0.1
㎜
。
23.优选地,所述活塞杆、所述二级缸体和所述一级缸体靠近所述凸台的一端上均具有定位槽。
附图说明
24.图1为本发明的结构示意图;
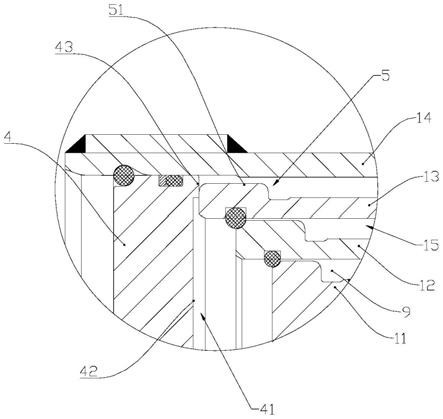
25.图2为图1中a处的局部放大图;
26.图3为图1中b处的局部放大图;
27.图4本发明的部分结构示意图;
28.图5为现有技术中液压油缸的部分结构示意图。
29.图中:
30.1、缸筒;11、活塞杆;12、二级缸体;13、一级缸体;14、外缸体;15、安装位;2、安装通孔;3、铰轴;4、后端盖;41、圆形凹槽;42、凹陷部;43、平滑部;5、凸台;51、堆焊层;6、导套;
61、作业端;611、第一连接部;612、第二连接部;62、封闭端;63、第一开口;64、第二开口;7、支撑环;8、密封件;9、定位槽;10、孔用t型支撑环。
具体实施方式
31.需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
32.下面将结合附图1-4,对本发明做进一步说明。
33.一种低成本的多级套筒式液压油缸,包括有缸筒1,所述缸筒1具有从内向外依次套接的活塞杆11、二级缸体12、一级缸体13和外缸体14,所述活塞杆11上设有安装通孔2,所述外缸体14上设有铰轴3,所述活塞杆11与所述二级缸体12之间、所述二级缸体12与所述一级缸体13之间以及所述一级缸体13与所述外缸体14之间均存在安装位15,所述安装位15沿所述活塞杆11的轴向布置(以上为现有技术,在此不再详述);本液压油缸还包括有后端盖4、凸台5和导套6;
34.所述后端盖4盖设于所述外缸体14的底部,以部分密封所述安装位15;
35.所述凸台5位于所述安装位15上,并靠近所述后端盖4布置,所述凸台5与对应的所述活塞杆11、所述二级缸体12以及所述一级缸体13固定连接,所述凸台5具有沿所述活塞杆11的径向布置的堆焊层51,所述堆焊层51采用焊丝堆焊而成,以增厚所述活塞杆11、所述二级缸体12和所述一级缸体13,所述堆焊层51的长度不超过所述缸筒1总长度的6%;
36.所述导套6沿所述活塞杆11的轴向插设于所述安装位15上,并背离所述后端盖4布置,以部分密封所述安装位15,所述导套6与对应的所述活塞杆11、所述二级缸体12以及所述一级缸体13之间均设有间隔布置的支撑环7和密封件8。
37.本实施例中,为了使安装位15形成一个密闭的空腔,在缸筒1的两端分别增设后端盖4和导套6,后端盖4用于密封缸筒1的底部、导套6用于密封缸筒1的顶部,另外,在导套6与对应的活塞杆11、二级缸体12、一级缸体13之间用密封件8对其密封,增大缸筒1的严密性;另一方面,取消了缸筒1底部的支撑环7(图5示出了现有技术中缸筒1的结构,其中,缸筒1底部设有孔用t型支撑环10,以及用于容纳该孔用t型支撑环10的沟槽),仅在缸筒1的顶部设置支撑环7,位于缸筒1顶部的支撑环7用于保持相邻缸体间的相对同心,进而减少了沟槽的加工工序和安装孔用t型支撑环10的装配工序,从而降低了生产成本,提高了生产效率;再者,为保证缸筒1底部的凸台5高度,凸台5上具有堆焊层51,采用堆焊方式对其进行增厚,如此能够简化加工工艺,无需在缸筒1外圆处预留加工余量,且堆焊方式使用的原材料为焊丝,从而简化了加工过程,降低了原材料的成本,与此同时,堆焊层51的长度不超过缸筒1总长度的6%,进一步节约了材料和加工成本,提高了生产效率。
38.所述活塞杆11、所述二级缸体12、所述一级缸体13和所述外缸体14的长度为410
㎜
~470
㎜
;所述二级缸体12、所述一级缸体13和所述外缸体14的内径为φ60mm~φ100
㎜
。
39.本实施例中,以外缸体14、一级缸体13、二级缸体12和活塞杆11的长度分别为450
㎜
、415
㎜
、410
㎜
和470
㎜
为例,以外缸体14、一级缸体13和二级缸体12内径为φ100
㎜
、φ80
㎜
、φ60mm为例。
40.所述二级缸体12、所述一级缸体13和所述外缸体14的材质为20#冷拔钢管。
41.现有技术中的缸筒1的材质为45#热轧钢管,热轧钢管的表面粗糙度及尺寸精度低,内外圆均需留3
㎜
加工余量,材料成本和加工成本均较高。而在本实施例中,二级缸体12、一级缸体13和外缸体14的材质为20#冷拔钢管,材质强度相当,但冷拔钢管的表面粗糙度及尺寸精度较高,油缸级间非密封面即缸筒1内孔可不加工,直接使用;因此可减少原材料厚度,将厚度由8
㎜
改为6
㎜
,材料重量减少25%,材料单价成本增加20%,实际节约材料成本10%,同时缸筒1内孔不加工,加工成本可节约23%。
42.所述后端盖4靠近所述一级缸体13的一端上具有圆形凹槽41,所述圆形凹槽41将所述后端盖4分割为凹陷部42和平滑部43,所述凹陷部42与所述一级缸体13的外圆直径相适配,所述平滑部43与位于所述一级缸体13上的堆焊层51相抵接。
43.本实施例中,为了支撑、连接一级缸体13,在后端盖4靠近一级缸体13的一端上设有圆形凹槽41,该圆形凹槽41能够将后端盖4分为凹陷部42和平滑部43,该凹陷部42的直径与一级缸体13外圆直径相同,该平滑部43与堆焊层51相抵,如此,能够起到密封作用的同时还能够起到支撑一级缸体13的作用,使缸体之间保持同心。
44.所述圆形凹槽41的槽深为1.5
±
0.1
㎜
;本实施例以1.5
㎜
为例。
45.所述导套6具有相对布置的作业端61和封闭端62,所述作业端61分为一体的第一连接部611和第二连接部612,所述第一连接部611与对应的所述二级缸体12、所述一级缸体13以及所述外缸体14相抵接,所述第二连接部612贴合于对应的所述活塞杆11、所述二级缸体12、所述一级缸体13和所述外缸体14的侧壁后伸入对应的所述安装位15内。
46.本实施例中,为了对各个位置上的安装位15进行密封,将导套6分为作业端61和封闭端62,其中作业端61从外向内分为第一连接部611和第二连接部612,第一连接部611用于与对应的二级缸体12、一级缸体13和外缸体14的端部相抵,第二连接部612用于插设在对应的安装位15内,如此形成一个密封的空腔。
47.所述支撑环7的数量为两个,所述密封件8的数量为三个,所述支撑环7与所述密封件8之间交错布置。
48.本实施例中,两个支撑环7和三个密封件8从缸筒1的后端至其前端方向交错布置,支撑环7用于加强对相邻缸体之间的支撑固定,以保持其同心,密封件8用于密封其间的间隙。
49.所述导套6的内表面具有用于容纳所述支撑环7的第一开口63以及用于容纳所述密封件8的第二开口64。增设第一开口63和第二开口64能够对支撑环7和密封件8进行让位,使支撑环7和密封件8能够与相应的一级缸体13、二级缸体12和活塞杆11的外表面相贴合。
50.所述导套6的长度为95
㎜
~105
㎜
;
51.所述支撑环7的内圆与其外圆之间的间距为2.5
±
0.1
㎜
、宽为9.5
±
0.1
㎜
。
52.本实施例中,从外向内方向,三个导套6的长度分别以105
㎜
、95
㎜
和95毫米为例;支撑环7的内圆与其外圆之间的间距为2.5
㎜
,宽为9.5
㎜
为例;为了保持相邻缸体的相对同心,提高相对同心度,较传统的导套6,本实施例增加了导套6的长度,同时也能够将缸筒1底部的孔用t型支撑环10替换掉,如此减少了配件,降低了加工成本。
53.所述活塞杆11、所述二级缸体12和所述一级缸体13靠近所述凸台5的一端上均具
有定位槽9。
54.本实施例将缸筒1的原材料材质更改为20#冷拔钢管,材质强度相当,但冷拔钢管的表面粗糙度及尺寸精度较高,液压油缸级间非密封面即缸筒1内孔可不加工(因为冷拔钢管内孔可直接使用),因此可减少原材料厚度,将厚度由原有的8
㎜
改为6
㎜
,材料重量减少25%,材料单价成本增加20%,实际节约材料成本10%,同时缸筒1内孔不加工,加工成本可节约23%;采用厚度较薄的底部堆焊式缸筒1,即在缸筒1底部凸台5处增设堆焊层51,以此原材料厚度减少至6
㎜
,为保证缸筒1底部凸台5高度,采用堆焊方式增厚,由于堆焊层51长度仅有20
㎜
,占缸筒1总长的6%,堆焊材料成本及加工时间短,材料和加工成本可节约成本32%,提高材料利用率和生产效率;取消了缸筒1底部凸台5原安装的孔用t型支撑环10,由于本液压油缸专用于小缸径、短行程液压油缸,油缸级间可仅在缸筒1顶部用支撑环7保持两级缸体间相对同心,为提高缸筒1级间相对同心度,增加导套6的长度,且增大了支撑环7的间距,在取消孔用t型支撑环10的同时,缸筒1底部凸台5不用再加工安装孔用t型支撑环10的沟槽,使得可节约配件和加工成本近5%。
55.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1