一种组装风扇及其组装方法与流程
1.本发明涉及一种风扇,具体涉及一种组装风扇及其组装方法,用于风电、发动机组或工程机械领域。
背景技术:
2.目前,组装风扇在风电、发动机组、工程机械等领域应用比较广泛,它主要用来增加空气流动、增加散热、传递能量和扭矩等。组装风扇以其成本优势、调节性好,能够实现大直径的风扇等优势,在市场上稳定占据一定份额。
3.组装风扇的结构主要是由安装盘、扇叶、限位块、紧固螺栓和螺母等构成。虽然组装风扇的构成比较简单,但是由于风扇扇叶不规则,现有结构要求其必须同时装配,同时还需要保证扇叶的安装角度,因此安装装配比较繁琐,比较费时费力。现有的组装安装工艺为:将下安装盘放置在装配工装上,再在下安装盘的装配槽中放置限位块,然后将扇叶一端卡到下安装盘装配槽中,要求限位块不能放错位置,且限位块需要卡进对应的扇叶安装端,在工装保证扇叶全部装配到位,不存在翻起的情况下,扣合上安装盘,最后安装螺栓紧固。
4.从安装步骤来看,组装风扇的装配相当繁琐,尤其是在摆放扇叶的时候需要保证平衡块不能翻动的同时,需要和下安装盘的缺口及扇叶的安装缺口对准,同时在扣合上安装盘时,对风扇的摆放要求也比较高,要求所有摆放的风扇都不能出问题,才能扣合上安装盘。综合下来,安装复杂,且较难实现自动化装配。在人工成本相对较高的今天,很难实现大批量化、大规模生产,同时不必要的成本支出减少了产品的价格优势,不利于产品的快速发展。
5.另外,传统的组装扇叶径向限位采用工形槽的限位方式使得后期维护变得相当麻烦,维护成本很高。当单个扇叶或部分扇叶由于外力作用破损之后,只能将整个组装风扇从机组上拆卸出来,然后将紧固螺钉取掉,然后取掉上安装盘,才能进行扇叶更换。在松掉上安装盘后,扇叶将存在多个自由度,特别是在外部不存在工装的情况下,扇叶将变得七零八落,很难保证其达到装配要求的一致性,维护起来相当困难。
技术实现要素:
6.本发明的目的在于提供一种组装风扇,以解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:一种组装风扇,它包括:
8.安装盘,所述安装盘包括下安装盘以及安装在所述下安装盘上的上安装盘;所述下安装盘的外表面边缘处均匀设置有外凸的多个第一限位半槽,所述上安装盘的外表面边缘处均匀设置有与所述第一限位半槽相配合的多个第二限位半槽;
9.多片风扇叶,每片所述风扇叶包括安装在所述第一限位半槽和所述第二限位半槽之间的连接头以及形成在所述连接头外端面上的扇叶;
10.多组限位组件,每组所述限位组件用于将一片所述风扇叶卡接在所述安装盘上;
11.每个所述第一限位半槽上开设有至少一组第一插孔,每个所述第二限位半槽上开
设有与所述第一插孔相对应的至少一组第二插孔;每组所述限位组件包括插入所述第一插孔和所述第二插孔中且限位所述连接头的限位卡环以及安装在所述限位卡环上的防脱附件。
12.优化地,所述安装盘还包括多个限位件,所述连接头的周面上开设有多个第一容置槽,每个所述第一限位半槽的内壁上开设有与所述第一容置槽相配合的多个第二容置槽,每个所述第二限位半槽的内壁上开设有与所述第一容置槽相配合的多个第三容置槽;每个所述限位件设置于所述第一容置槽和所述第二容置槽之间或所述第一容置槽和所述第三容置槽之间。
13.进一步地,所述下安装盘和所述上安装盘通过多根安装螺柱以及与所述安装螺柱相配套的螺母连接。
14.进一步地,每片所述风扇叶还包括与所述第一限位半槽端面和所述第二限位半槽端面相接触的限位挡片,所述连接头设置于所述限位挡片的一表面上且所述扇叶置于所述限位挡片的另一表面上。
15.更进一步地,每片所述风扇叶还包括由所述扇叶表面延伸至所述限位挡片表面上的多块加强筋。
16.进一步地,所述连接头的周面上开设有与所述限位卡环相配合的限位环槽。
17.本发明的又一目的在于提供一种上述组装风扇的组装方法,它包括以下步骤:
18.(a)将所述下安装盘和所述上安装盘进行固定,使得所述第一限位半槽和所述第二限位半槽相对应;
19.(b)将所述风扇叶的连接头插至所述第一限位半槽和所述第二限位半槽之间;
20.(c)将所述限位卡环插入所述第一插孔和所述第二插孔中,并卡住所述连接头;
21.(d)将所述防脱附件安装在所述限位卡环的自由端即可。
22.优化地,它还包括:
23.(a1)将所述下安装盘和所述上安装盘固定后,还将多个所述限位件置于所述第二容置槽内以及所述第三容置槽内。
24.与现有技术相比,本发明的有益效果是:本发明组装风扇,通过采用特定结构的安装盘、风扇叶和限位组件进行配合,可以先固定上下安装盘,然后再安装风扇扇叶,零部件安装过程中自由度角度较低,可以实现半自动化以上的装配;在安装盘固定之后,可以使安装盘绕轴向方向步进固定角度,然后通过机械推进装置安装限位块和扇叶;优化后还能实现在旋转过程中扇叶不会发生偏转,不需要人工介入,后续限位卡环安装也可实现自动化装配。
附图说明
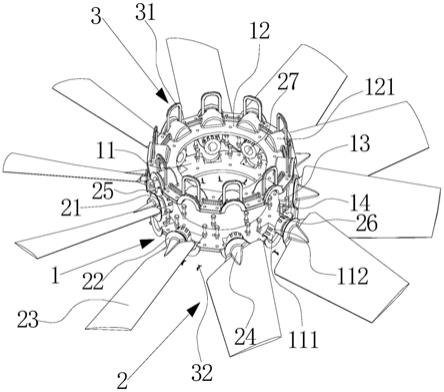
25.图1为本发明组装风扇的部分结构示意图;
26.图2为本发明组装风扇的结构示意图。
具体实施方式
27.下面将结合对本发明优选实施方案进行详细说明。
28.如图1和图2所示的组装风扇,主要包括安装盘1、多片风扇叶2和多组限位组件3
(风扇叶2和限位组件3的数量基本一致)。
29.其中,安装盘1包括下安装盘11以及安装在下安装盘11上的上安装盘12(即下安装盘11和上安装盘12组合在一起后形成完成的安装盘1;在本实施例中,下安装盘11和上安装盘12之间通过多根安装螺柱13以及与安装螺柱13相配套的螺母14连接;多根安装螺柱13均匀分布,其具体数量可以根据实际需要确定)。下安装盘11的外表面(下安装盘11和上安装盘12中相背的表面定义为外表面)边缘处均匀设置有外凸的多个第一限位半槽111(即第一限位半槽111形成在下安装盘11的外表面上并由外圆周处向内延伸,其朝背离上安装盘12的方向凸出);同样的,上安装盘12的外表面边缘处均匀设置有与第一限位半槽111相配合的多个第二限位半槽121。
30.风扇叶2有多片,其具体数量可以根据实际需要确定。每片风扇叶2包括安装在第一限位半槽111和第二限位半槽121之间的连接头21(即风扇叶2通过连接头21安装在下安装盘11和上安装盘12之间)以及形成在连接头21外端面上的扇叶23。限位组件3与风扇叶2一一配合,每组限位组件3用于将一片风扇叶2卡接在安装盘1上(即卡接在下安装盘11和上安装盘12之间)。
31.在本实施例中,每个第一限位半槽111上开设有至少一组第一插孔113,每个第二限位半槽121上开设有与第一插孔113相对应的至少一组第二插孔122;每组限位组件3包括插入第一插孔113和第二插孔122中且限位连接头21的限位卡环31以及安装在限位卡环31上的防脱附件32;这样限位卡环31既能起到连接下安装盘11和上安装盘12的作用,还能对连接头21进行限位而防止其从下安装盘11和上安装盘12之间脱落。具体地,可以在连接头21的周面上开设限位环槽25,使得它与限位卡环31相配合,这样限位卡环31的两端经限位环槽25而向外延伸。
32.具体地,安装盘1还包括多个限位件15,连接头21的周面上开设有多个第一容置槽26(由外端面向内延伸),每个第一限位半槽111的内壁上开设有与第一容置槽26相配合的多个第二容置槽112,每个第二限位半槽121的内壁上开设有与第一容置槽26相配合的多个第三容置槽;每个限位件15设置于第一容置槽26和第二容置槽112之间或第一容置槽26和第三容置槽之间,使得多个限位件15被安装在第一容置槽26和第二容置槽112之间以及第一容置槽26和第三容置槽之间,可以进一步抑制风扇叶2相对安装盘1进行转动,同时还能起到对扇叶2安装位置进行限位的作用。
33.在本实施例中,每片风扇叶2还包括与第一限位半槽111端面和第二限位半槽121端面相接触的限位挡片22(也可以用于对扇叶2安装位置进行限位);连接头21设置在限位挡片22的一表面(即内表面)上且扇叶23设置在限位挡片22的另一表面(即外表面)上。每片风扇叶2还包括由扇叶23表面延伸至限位挡片22表面上的多块加强筋24。
34.上述组装风扇的组装方法,它包括以下步骤:
35.(a)固定上、下安装盘:将下安装盘11和上安装盘12进行固定(利用多根安装螺柱13和螺母14进行连接),使得第一限位半槽111和第二限位半槽121相对应而形成完整的限位容置槽;
36.(a1)安装限位件:将多个限位件15置于第二容置槽112内以及第三容置槽内(即将第二容置槽11和第三容置槽2填充满限位件15);
37.(b)安装风扇叶:将风扇叶2(多个风扇叶2逐一或同时安装)的连接头21插至第一
限位半槽111和第二限位半槽121之间,使得限位件15还卡入第一容置槽26;
38.(c)安装限位卡环:将限位卡环31插入对应的第一插孔113和第二插孔122中,并经限位环槽25卡住连接头21;
39.(d)安装防脱附件:将防脱附件32安装在限位卡环31的自由端即可。
40.传统的组装风扇在组装时需要先固定下安装盘,才能摆放一圈风扇叶;如果不固定安装盘,由于扇叶的尺寸和重量远大于安装盘,那么在全部扇叶的摆放过程中,由于重心不稳,将会导致安装盘偏摆移位,造成安装困难。另外由于需要扇叶全部摆放完成后才能扣合上安装盘,而扇叶的不规则性及扇叶安装角度的多样性,将导致扇叶如果在没有外力支撑下,很难在不固定的情况下保持稳定,必须要设计复杂的工装才能保证全部扇叶稳定在装配位置。
41.本发明提供的组装风扇安装方式,通过改变装配结构,可以不用将安装盘安装在其它工装上(即不用固定安装盘)便可完成安装盘的安装及扇叶的安装。上、下安装盘可以直径扣合装配固定牢固,然后扇叶可以采用一片一片的方式插入安装到上下固定盘扣合后的安装孔位中,单个可控,免除了多个扇叶多自由度的情况下,需要复杂的工装辅助,才能完成正常装配的问题。
42.传统的组装风扇组装工艺为放置固定螺钉-放置下安装盘-摆放限位块-摆放风扇扇叶-安装上安装盘-安装螺母-固定打紧。装配工序较多,由于最后工序才能限制扇叶的多个自由度,导致全工序基本只能在一个装配工位上操作完成,不利于分工序生产及装配效率的提高。本发明提供的组装风扇的组装工艺为:扣合上下安装盘-安装紧固螺钉-放置限位块-安装风扇叶-安装限位环。简化了装配工序,同时先紧固固定安排盘的操作工艺,使后续的装配可以分工序分工位生产。扇叶的装配将不再受制约,不会影响整个风扇的装配效果。
43.传统的组装风扇组装方式由于风扇扇叶在摆放后存在多个自由度,且全部摆放完成后才能装上安装盘固定,导致扇叶需要工装限位来保证其安装一致性,这种情况下很难实现自动化、自动化装配。本发明提供的组装风扇的组装方式,通过先固定上下安装盘,再放置限位块,然后再安装风扇扇叶。零部件安装过程中自由度角度较低,可以实现半自动化以上的装配。在安装盘固定之后,可以使安装盘绕轴向方向步进固定角度,然后通过机械推进装置安装限位块和扇叶。旋转过程中扇叶不会发生偏转,不需要人工介入,后续限位卡环安装也可实现自动化装配。
44.传统的组装风扇组装安装结构使得风扇扇叶在后期维护方面非常困难。当有扇叶破损时,在使用环境中,只能将组装风扇从驱动装置上拆解下来,然后拆掉紧固件和安装盘,才能将扇叶取掉更换。传统结构,拆掉安装盘后,由于扇叶较重,且不规则,且安装盘一般位于风扇总高之间,失去胎具和压装的安装盘后,扇叶将七零八落,很难复原。本发明提供的组装风扇可以无需将组装风扇从驱动装置上拆掉,也无需分解安装盘,只需要找到损坏的扇叶,然后取掉限位的卡环,就可以直接拔出扇叶,然后更换新的扇叶,按照步骤逆向操作即可完成扇叶维护更换。
45.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1