可液压装拆叶轮的离心压缩机转子的制作方法
1.本实用新型属于离心压缩机技术领域,具体涉及一种可液压装拆叶轮的离心压缩机转子。
背景技术:
2.离心压缩机是石油化工、煤化工、天然气输送、冶金、化肥、制药等众多工业领域关键装置中的核心设备,其运行状况直接影响整个工艺装置的生产效益。因而,离心压缩机不仅要满足运行高效、安全稳定长周期等要求,而且要具备检修方便、维修成本低等特点。
3.离心压缩机转子作为单轴离心压缩机的主要旋转做功部件,其包括主轴、叶轮以及其他紧固件,目前叶轮与主轴的装配方式主要有两种:一种是过盈配合,另一种是过盈+销钉配合。但是,这两种装配方式均需要通过火焰加热叶轮,利用叶轮内孔热胀冷缩的特性实现叶轮与主轴的过盈配合,操作过程复杂、危险。尤其是从转子主轴上拆卸叶轮的过程,由于离心压缩机转子结构紧凑,对叶轮加热比较困难,一方面,极易造成叶轮受热不均,拆卸时破坏叶轮内孔与主轴的配合;另一方面,如果出现叶轮加热后仍无法拆卸的情况,一般采取边加热、边锤击叶轮的方式拆卸,而加热后的叶轮硬度降低,敲击作用力会对叶轮表面造成伤害,轻则影响叶轮外观质量,重则影响转子平衡,甚至叶轮报废。同时,当过盈量大时,由于局部加热温度过高,会引起叶轮发蓝,影响叶轮外观。
技术实现要素:
4.针对上述现有技术存在的不足,本实用新型的目的在于,提供一种可液压装拆叶轮的离心压缩机转子,以解决现有的离心压缩机转子叶轮装拆困难、易变形、重复装配精度差、加热引起转子外观变差、拆卸过程中存在安全风险等问题。
5.为了达到上述目的,本实用新型提供一种可液压装拆叶轮的离心压缩机转子,包括主轴、平衡盘、叶轮、轴套和锁紧螺母,其中,所述平衡盘、叶轮、轴套和锁紧螺母依次安装在主轴上,所述锁紧螺母与主轴通过螺纹连接;所述叶轮的内孔为锥面,叶轮套装在主轴上,叶轮的内孔锥面与主轴外壁的配合锥面过盈配合;所述主轴的配合锥面上设有环形通油槽,主轴的轴心设置有轴向注油孔,所述轴向注油孔的一端位于主轴的轴头位置,且设有螺纹孔,另一端通过径向进油孔与所述环形通油槽相连通。
6.进一步的,所述叶轮的内孔锥面的锥度为1:20。
7.进一步的,所述轴套与主轴的配合锥面微过盈配合。
8.进一步的,所述锁紧螺母的螺纹旋向与转子旋向相反。
9.进一步的,所述锁紧螺母的前端上下对称设有两个弧形孔,垂直于这两个弧形孔所在平面的锁紧螺母前端分别设有两个螺纹孔,用于安装锁紧螺钉。
10.进一步的,所述锁紧螺母侧壁上均匀设有多个径向光孔,该径向光孔为盲孔。
11.进一步的,所述锁紧螺母侧壁上的径向光孔有4个。
12.进一步的,所述锁紧螺钉为内六角螺钉或外六角螺钉。
13.相较于现有技术,本实用新型具有如下技术效果:
14.在叶轮安装与拆卸过程中,不需要火焰加热叶轮,操作步骤简单、安全,同时避免了热装过程中叶轮变形、叶轮因加热发蓝等问题;通过锁紧螺母、轴套和主轴上的轴肩结构,将叶轮轴向定位锁紧,避免了转子旋转过程中可能出现的叶轮轴向窜动;通过液压安装工具实现叶轮安装精准定位,避免了拆装对叶轮和主轴配合面造成的损伤,可多次拆装。
附图说明
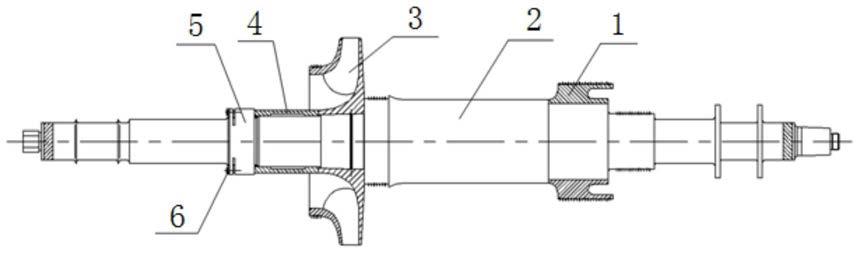
15.图1是本实用新型的可液压装拆叶轮的离心压缩机转子的结构示意图;
16.图2是主轴注油结构示意图;
17.图3是主轴注油结构剖视图及液压装置连接示意图;
18.图4是锁紧螺母的结构示意图。其中,(b)为(a)的b-b向视图。
19.以下结合附图和具体实施方式对本实用新型进一步解释说明。
具体实施方式
20.本实用新型适用于单级,两级背靠背、两级顺排等结构的转子。
21.如图1-图3所示,本实用新型的可液压装拆叶轮的离心压缩机转子,包括主轴1、平衡盘2、叶轮3、轴套4和锁紧螺母5。其中,平衡盘2、叶轮3、轴套4和锁紧螺母5依次安装在主轴1上,锁紧螺母5与主轴1通过螺纹连接;叶轮3的内孔为锥面,叶轮3套装在主轴上,叶轮3的内孔锥面与主轴1外壁的配合锥面过盈配合,过盈度根据转速和叶轮结构进行校核确定;主轴1的配合锥面上设有环形通油槽7。主轴1的轴心设置有轴向注油孔10,轴向注油孔10的一端位于主轴的轴头位置,且设有螺纹孔,用于与高压油接头9连接,另一端通过径向进油孔11与环形通油槽7相连通。
22.优选的,所述锥面的锥度为1:20。
23.如图4所示,轴套4与主轴1的配合锥面微过盈配合(微过盈配合是本领域的常规说法,指相对于一般过盈要求,其过盈度更小)。锁紧螺母5与主轴1通过螺纹连接,优选的,锁紧螺母5的螺纹旋向与转子旋向相反,通过锁紧螺钉6实现锁紧螺母5与主轴1的锁紧,即实现压缩机运行过程中锁紧螺母5越转越紧。具体的,锁紧螺母5的前端上下对称设有两个弧形孔12,垂直于这两个弧形孔12所在平面的锁紧螺母5前端分别设有两个螺纹孔,用于安装锁紧螺钉6。与该待锁紧螺母5安装到位后,通过压紧锁紧螺钉6使锁紧螺母5前端产生塑性变形,变形量根据转速和锁紧螺母结构进行校核确定,进而使锁紧螺母5与主轴1螺纹紧密连接,防止锁紧螺母5松动脱扣。
24.优选的,锁紧螺母5侧壁上均匀设有多个(优选4个)径向光孔12,该径向光孔为盲孔,用于插入延长杆13,延长杆13用来起撬杠作用带动锁紧螺母5旋转。
25.优选的,锁紧螺钉6为常规内六角螺钉或外六角螺钉,比如gb/t5783螺栓m8
×
25-8.8。
26.上述本实用新型的转子的叶轮安装方法,包括如下步骤:
27.1)将叶轮3、轴套4依次安装到主轴1配合锥面部位,在轴套4与主轴1的接触面上涂抹二硫化钼,起润滑作用;
28.2)在锁紧螺母5与轴套4接触面涂抹二硫化钼,将锁紧螺母5套在主轴上,旋转锁紧
螺母5至贴紧轴套4端面;
29.3)将高压油接头9接入主轴1轴头的螺纹孔,然后利用高压油接头9将液压装置8的高压油注入主轴1的轴心注油孔10,再由径向进油孔11流入环形通油槽7;
30.4)使用多个延长杆13分别插入锁紧螺母5的径向光孔12,缓缓旋转锁紧螺母5,与来自高压液压装置8的高压油作用配合,直至叶轮3内孔轮盘侧端面与主轴1轴肩贴合,表示叶轮3安装到位;
31.5)将锁紧螺钉6装入锁紧螺母5对应的螺纹孔,通过旋转锁紧螺钉6使锁紧螺母5前端弧形孔的宽度减小从而产生塑性变形,达到锁紧螺母5内螺纹与主轴1配合螺纹锁紧防松效果;
32.6)从而实现叶轮3与主轴1的液压安装。
33.上述本实用新型给出的叶轮拆卸方法与上述叶轮安装过程相反,包括如下步骤:
34.1)将锁紧螺母5端部的锁紧螺钉6拆下,然后松开锁紧螺母5,使锁紧螺母5与轴套4端面轴向距离达到合理值l,该合理值由叶轮过盈量a,通过以下公式估算,l=a*(25-35);
35.2)利用高压油接头9将液压装置8的高压油注入主轴1的轴心注油孔10,再由径向进油孔11流入环形通油槽7,利用高压油作用力使叶轮3从主轴1锥面部位脱离;
36.3)将锁紧螺母5拆下,然后依次拆下轴套4和叶轮3,实现叶轮3的液压拆卸。
37.本实用新型已应用于申请人生产的多项离心压缩机基本级测试装置中,装拆方便、经济、可靠、安全,可多次拆装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1