一种气缸和压缩机的制作方法
1.本实用新型涉及压缩机技术领域,具体涉及一种气缸和压缩机。
背景技术:
2.目前旋转式压缩机的气缸,其具备吸气孔,排气口,滑片槽等结构,其中排气口应该尽量靠近滑片槽设置,以减小压缩机余隙容积,从而减少对压缩机能效的影响;为了使得排气口尽量靠近滑片槽,零件加工成精件后,会产生翻边、毛刺、甚至破边,影响压缩机性能稳定,并且存在很大的质量隐患,可能导致压缩机功率高甚至卡死。
3.由于现有技术中的压缩机气缸存在排气口处的余隙容积和毛刺翻边不能同时解决等技术问题,因此本实用新型研究设计出一种气缸和压缩机。
技术实现要素:
4.因此,本实用新型要解决的技术问题在于克服现有技术中的压缩机气缸存在排气口处的余隙容积和毛刺翻边不能同时解决的缺陷,从而提供一种气缸和压缩机。
5.为了解决上述问题,本实用新型提供一种气缸,其包括:
6.气缸本体、排气口和滑片槽,所述排气口和所述滑片槽均设置于所述气缸本体上,所述排气口包括第一缺口和第二缺口,所述第一缺口相对于所述第二缺口远离所述滑片槽设置,所述第二缺口相对于所述第一缺口靠近所述滑片槽设置,且所述第二缺口一端与所述滑片槽连通、另一端与所述第一缺口连通,使得所述第二缺口位于所述第一缺口与所述滑片槽之间。
7.在一些实施方式中,所述第一缺口的容积为v
大
,所述第二缺口的容积为v
小
,v
小
<v
大
;和/或,所述第一缺口能够用于排气。
8.在一些实施方式中,v
小
≤0.25v
大
。
9.在一些实施方式中,所述第一缺口为通过第一圆柱体与所述气缸本体相交切除所得;所述第二缺口为通过第二圆柱体或球体与所述气缸本体相交切除所得。
10.在一些实施方式中,所述第一圆柱体的直径为d1,所述第二圆柱体或所述球体的直径为d2,并有d1=d2。
11.在一些实施方式中,所述气缸本体包括气缸端面,所述第二缺口与所述第一缺口和所述气缸端面共同相交于点a,点a与所述滑片槽之间的最短距离为la,且la≥0.2mm。
12.在一些实施方式中,所述气缸本体包括气缸内圆,所述第二缺口与所述第一缺口和所述气缸内圆共同相交于点b,所述滑片槽处还开设有倒角,所述倒角与所述气缸内圆相交于边c,所述滑片槽与所述第二缺口相交的侧面为第一面,且所述边c距离所述第一面之间的距离为l
倒角
,点b距离与所述第一面之间的距离为lb;满足l
b-l
倒角
≥0.2mm。
13.在一些实施方式中,所述气缸本体包括气缸轴线,所述第一圆柱体在加工所述第一缺口时,在纵截面内所述第一圆柱体的中心轴线与所述气缸轴线的夹角为α大;所述第二缺口为通过第二圆柱体与所述气缸本体相交切除所得时,在通过所述第二圆柱体在加工所
述第二缺口时,在纵截面内所述第二圆柱体的中心轴线与所述气缸轴线的夹角为α小;满足0
°
≤α大-α小≤15
°
。
14.在一些实施方式中,所述气缸本体包括气缸端面,所述第二缺口与所述气缸端面相交形成第一边,所述滑片槽与所述气缸端面相交形成的第二边,所述第一边与所述第二边之间形成交角β,并有β≥60
°
。
15.在一些实施方式中,所述气缸本体包括气缸内圆,所述第二缺口与所述气缸内圆相交形成第三边,所述倒角与所述气缸内圆相交形成第四边,所述第三边与所述第四边之间形成交角θ,并有θ≥60
°
。
16.在一些实施方式中,在任意平行于所述气缸端面的截面内,所述第二缺口的中心与所述气缸本体的中心之间的连线、与所述滑片槽的中心轴线之间形成夹角γ,并有3
°
≤γ≤10
°
。
17.本实用新型还提供一种压缩机,其包括前任一项所述的气缸。
18.本实用新型提供的一种气缸和压缩机具有如下有益效果:
19.本实用新型通过在气缸本体上设置两个缺口,且第二缺口一端与第一缺口连通、另一端与滑片槽连通,能够利用第一缺口进行排气,而第二缺口有效形成特殊结构的倒角处理,从而消除了翻边毛刺,这种解决方案,效果明显,带来的余隙容积增加也很少,而且生产工艺性好,对改善生产下线率、压缩机能效提升、以及减少售后隐患,效果明显,在减小余隙容积的同时还有效消除了翻边和毛刺,减小由于翻边和毛刺带来的集中应力过大的情况,保证生产的气缸和压缩机的性能合格,提高产品合格率。
附图说明
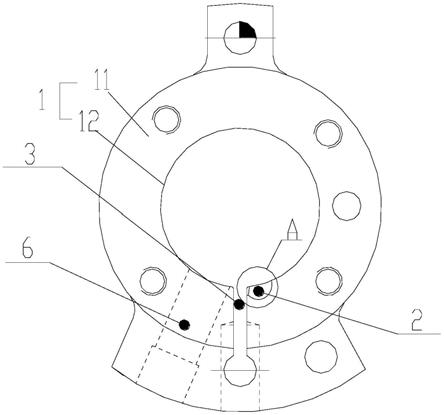
20.图1是本实用新型的气缸的俯视结构图;
21.图1a为图1中a部分的局部放大图;
22.图2是本实用新型的气缸的立体结构图;
23.图2a为图2的b部分的局部放大图
24.图3为采用圆柱体结构铣刀进行加工缺口的结构示意图;
25.图4为采用头部球状结构的铣刀进行加工缺口的结构示意图;
26.图5为本实用新型的第二实施方式的气缸的立体结构图;
27.图5a为图5的c部分的局部放大图;
28.图6为本实用新型为体现缺口与气缸端面夹角的气缸俯视图;
29.图6a为图6的d-d剖视图;
30.图6b为图6的e-e剖视图;
31.图7为本实用新型为体现缺口与滑片槽交角和与倒角之间交角的气缸立体图;
32.图7a为图7的f部分的局部放大图;
33.图8为本实用新型为体现第二缺口中心与滑片槽中心轴线之间夹角的俯视图。
34.附图标记表示为:
35.1、气缸本体;11、气缸端面;12、气缸内圆;13、气缸轴线;2、排气口;21、第一缺口;22、第二缺口;3、滑片槽;31、第一面;41、第一圆柱体;42、球体;5、倒角;6、吸气孔。
具体实施方式
36.如图1-8所示,本实用新型提供一种气缸,其包括:
37.气缸本体1、排气口2和滑片槽3,所述排气口2和所述滑片槽3均设置于所述气缸本体1上,所述排气口2包括第一缺口21和第二缺口22,所述第一缺口21相对于所述第二缺口22远离所述滑片槽3设置,所述第二缺口22相对于所述第一缺口21靠近所述滑片槽3设置,且所述第二缺口22一端与所述滑片槽3连通、另一端与所述第一缺口21连通,使得所述第二缺口22位于所述第一缺口21与所述滑片槽3之间。本实用新型通过在气缸本体上设置两个缺口,且第二缺口一端与第一缺口连通、另一端与滑片槽连通,能够利用第一缺口进行排气,而第二缺口有效形成特殊结构的倒角处理,从而消除了翻边毛刺,这种解决方案,效果明显,带来的余隙容积增加也很少,而且生产工艺性好,对改善生产下线率、压缩机能效提升、以及减少售后隐患,效果明显,相比现有技术排气口隔滑片槽较远的结构而言,本实用新型的用于排气的第一缺口有效地靠近了滑片槽,并且在第一缺口与滑片槽之间加工倒角结构(第二缺口),能够在减小余隙容积的同时还有效消除了翻边和毛刺,减小由于翻边和毛刺带来的集中应力过大的情况,保证生产的气缸和压缩机的性能合格,提高产品合格率。彻底解决了翻边、毛刺问题,并且不会增加余隙容积。
38.所述两个缺口,定义远离滑片槽的为第一缺口,靠近滑片槽的缺口为第二缺口,其中,第一缺口为气缸的排气通道,其大小是关键参数,大小不能随意更改,设计原则一般为,保证排气顺畅时,需要使得该缺口尽量小,以减小余隙容积。第二缺口则是为了清除加工滑片时,产生得翻边和毛刺;因此也需要尽量小,从而不会导致余隙容积加大太多。因为余隙容积对应的腔体内会残留一部分高压气体,不能排出气缸,回流到吸气和压缩腔,从而影响压缩机能效。
39.在一些实施方式中,所述第一缺口21的容积为v
大
,所述第二缺口22的容积为v
小
,v
小
<v
大
;和/或,所述第一缺口21能够用于排气。
40.由于第一缺口主要用于对气缸进行排气,而第二缺口的作用为进行有效地特殊倒角或倒圆以消除毛刺或翻边,其容积应尽可能地小,以减小余隙容积。关于v
小
和v
大
的定义,可以理解为:v
大
为气缸端面、缺口曲面、气缸内圆,以及第一缺口和第二缺口的相交面所围成的空腔部分的容积;其中第一缺口和第二缺口的相交面为第一缺口和第二缺口的相交曲线沿气缸内圆中心轴线扫描形成的曲面。同理,v
小
定义为气缸端面、缺口曲面、气缸内圆、滑片槽靠近排气口的侧面,以及第一缺口和第二缺口的相交面所围成的空腔部分的容积。
41.在一些实施方式中,v
小
≤0.25v
大
。当满足v
小
≤0.25v
大
,可以保证不产生翻边和毛刺的同时,对压缩机能效的影响较小。
42.如下表1所示,为压缩机开第二缺口设置不同大小时,压缩机批量生产中的能效与生产不合格品的统计情况:
43.表1
44.[0045][0046]v小
/v
大
越小毛刺越多越明显,则产品不合格数量越多,而v
小
/v
大
越大则会带来压缩机余隙容积增加,会降低压缩机能效,因此优选0.05≤v
小
/v
大
≤0.06为最佳,既能使得能效最高,还能减小毛刺,提高气缸合格的数量和提高合格率;实际使用时,第二缺口会设计的非常小。
[0047]
在一些实施方式中,所述第一缺口21为通过第一圆柱体41与所述气缸本体1相交切除所得;所述第二缺口22为通过第二圆柱体(未示出)或球体42与所述气缸本体1相交切除所得。这是本实用新型的第一缺口和第二缺口成型的优选成型方式,第一缺口通过第一圆柱体的铣刀铣出来,第二缺口可通过第二圆柱体或球体的铣刀或铣刀头而铣出来。
[0048]
两个缺口采用铣刀两次加工所得,因此所述两个缺口的形状为两个圆柱与气缸分别相交所得的形状;这种加工方法成本低,加工效率高。
[0049]
所述两个缺口,其中一个为圆柱与气缸相交切除所得,另一个为球形与气缸相交切除所得;
[0050]
图4为所述第二个缺口的加工示意图,第二缺口采用头部为球状的铣刀加工所得,因此所述第二缺口的形状为球体与气缸分别相交所得的形状;采用头部为球状铣刀加工,刀具和气缸的方向可以是垂直的,因此不需要将气缸倾斜处理。这种加工方法成本进一步降低。
[0051]
所述两个缺口,其中一个为圆柱与气缸相交切除所得,另一个为球形沿着一定的轨迹,与气缸相交所得;当球状铣刀不能保证加工出来的气缸完全没有毛刺时,有些零件可以将球状铣刀可以在数控铣床或加工中心进行走刀加工。(没有毛刺不是由刀头形状决定的,是由加工后排气口形状决定。)
[0052]
在一些实施方式中,所述第一圆柱体41的直径为d1,所述第二圆柱体或所述球体42的直径为d2,并有d1=d2。
[0053]
当d1=d2时,设备可以不用切换刀具进行加工,刀具进给量不一样,能够形成缺口大小不一样,因此设计时就保证了生产效率,降低了工时成本。
[0054]
在一些实施方式中,所述气缸本体1包括气缸端面11,所述第二缺口22与所述第一缺口21和所述气缸端面11共同相交于点a,点a与所述滑片槽3之间的最短距离为la,且la≥0.2mm。
[0055]
第二缺口22的设计,在保证零件不产生尖边和毛刺时,应该尽量做小,但是太小是,由于设备加工存在误差,存在有毛刺的风险。当la≥0.2mm,加工滑片槽时,开始不产生翻边和毛刺;如图5和图5a所示。
[0056]
优选地,la≥0.4mm;鉴于现有半精件和精件的零件加工精度;当la<0.2mm时,压缩机比较容易出现不合格品,进一步优选地当la≥0.4mm,大批量生产过程中未出现过不合格品。实际上距离越大,去翻边毛刺的效果越好,但是第二缺口容积就越大,余隙容积就越大,压缩机能效越差。
[0057]
在一些实施方式中,所述气缸本体1包括气缸内圆12,所述第二缺口22与所述第一缺口21和所述气缸内圆12共同相交于点b,所述滑片槽3处还开设有倒角5,所述倒角5与所述气缸内圆12相交于边c,所述滑片槽3与所述第二缺口22相交的侧面为第一面31,且所述边c距离所述第一面31之间的距离为l
倒角
,点b距离与所述第一面31之间的距离为lb;满足l
b-l
倒角
≥0.2mm。
[0058]
上述靠近滑片槽的缺口,其与第一缺口、气缸内圆相交于点b,滑片槽倒角边缘距离滑片槽距离为l
倒角
,点b距离滑片槽距离为lb;满足l
b-l
倒角
≥0.2mm;如图5所示。满足l
b-l
倒角
≥0.2mm时,加工滑片槽倒角时,不产生翻边和毛刺(因为倒角也不能碰到大缺口,碰到了也会产生毛刺,上述公式能够在有倒角的情况下减小或消除毛刺)。
[0059]
优选地,l
b-l
倒角
≥0.4mm;鉴于现有半精件和精件的零件加工精度;当l
b-l
倒角
<0.2mm时,压缩机比较容易出现不合格品,当l
b-l
倒角
≥0.4mm,大批量生产过程中未出现过不合格品。
[0060]
在一些实施方式中,所述气缸本体1包括气缸轴线13,所述第一圆柱体41在加工所述第一缺口21时,在气缸的纵截面内所述第一圆柱体41的中心轴线与所述气缸轴线11的夹角为α
大
;所述第二圆柱体在加工所述第二缺口22时,在气缸的纵截面内所述第二圆柱体的中心轴线与所述气缸轴线13的夹角为α
小
;满足0
°
≤α
大-α
小
≤15
°
。
[0061]
所述两个缺口为两个圆柱与气缸分别相交切除所得;且两个圆柱直径相同;且靠近滑片槽的缺口,所述的圆柱,与气缸轴线的夹角为α
小
;远离滑片槽的缺口,所述的圆柱,与气缸轴线的夹角为α
大
;满足0
°
≤α
大-α
小
≤15
°
;一般地,由于滑片槽倒角的存在,需要保证lb比la更大,因此α
小
会取值比较大一些来保证,当0
°
≤α
大-α
小
≤15
°
,设计时能够更好地减小或防止毛刺。如图6-6b所示。
[0062]
在一些实施方式中,所述气缸本体1包括气缸端面11,所述第二缺口22与所述气缸端面11相交形成第一边,所述滑片槽3与所述气缸端面11相交形成第二边,所述第一边与所述第二边之间形成交角β,并有β≥60
°
。如果交角太小,容易产生翻边和毛刺,将交角β设置在上述范围内能够进一步减小或防止毛刺的发生。
[0063]
在一些实施方式中,所述气缸本体1包括气缸内圆12,所述第二缺口22与所述气缸内圆12相交形成第三边,所述倒角5与所述气缸内圆12相交形成第四边,所述第三边与所述第四边之间形成交角θ,并有θ≥60
°
。如果交角太小,容易产生翻边和毛刺,将交角θ设置在上述范围内能够进一步减小或防止毛刺的发生。
[0064]
在一些实施方式中,在任意平行于所述气缸端面11的截面内,所述第二缺口22的中心与所述气缸本体1的中心之间的连线、与所述滑片槽3的中心轴线之间形成夹角γ,并有3
°
≤γ≤10
°
。如图8所示,当第二缺口与滑片槽夹角过小时,会切除到滑片槽左侧实体部分,不允许。当夹角过大时,切出的缺口容积太大,造成压缩机余隙容积大,能效低的问题。满足3
°
≤γ≤10
°
时,综合效果好,既能保证能效还能不对滑片槽产生影响,还能减小毛刺。
[0065]
本实用新型还提供一种压缩机,其包括前任一项所述的气缸。
[0066]
本实用新型优选在气缸半精件上开设上述第一缺口和第二缺口,包含吸气孔、排气口、但不包含滑片槽结构,其特点是该气缸的排气口至少由两个缺口组成。如果半精件来料时不加工第二缺口,在气缸精件上进行去毛刺处理,也可以达到效果,但是成本高,易损伤零件。
[0067]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1