一种流体输送设备和细胞灌流培养装置的制作方法
1.本说明书涉及流体输送领域,特别涉及一种流体输送设备和细胞灌流培养装置。
背景技术:
2.在实验科研、生物制药、分析仪器、医疗、食品、化工等行业,液体输送设备被广泛地应用。以细胞灌流培养为例,在细胞灌流培养中,流体输送设备可以用于输送各种培养液液、导出废液等。目前,在细胞灌流培养系统中,可以通过蠕动泵与软管配合来实现流体的输送,蠕动泵可以通过多条滚轮来交替挤压软管来实现软管内流体的输送。
技术实现要素:
3.本说明书实施例提供一种流体输送设备,其包括:挤压机构,所述挤压机构包括辊体和设置在所述辊体上的螺旋叶片;驱动机构,所述驱动机构用于驱动所述辊体沿所述辊体的轴线旋转;多条输送管路,所述输送管路用于供流体流通,所述输送管路包括用于被所述螺旋叶片挤压的挤压段;多条所述输送管路的挤压段均沿着所述辊体的轴线方向延伸,且多条所述输送管路的挤压段沿着所述辊体的轴线方向间隔排布;其中,所述螺旋叶片能够随所述辊体旋转而推压所述挤压段,以使得各条所述输送管路中的流体流动。
4.在一些实施例中,多条所述输送管路的进口端分别连通不同的流体储存机构,多条所述输送管路的出口端分别连接不同的目标输送机构。
5.在一些实施例中,所述螺旋叶片为变螺距螺旋叶片,且在多条所述输送管路的挤压段中,至少两个所述输送管路的挤压段对应的螺距不同。
6.在一些实施例中,所述螺旋叶片为等螺距螺旋叶片。
7.在一些实施例中,所述流体输送设备还包括承压平面,多条所述输送管路的挤压段均位于所述承压平面与所述挤压机构之间。
8.在一些实施例中,所述螺旋叶片的与所述挤压段接触的表面上和/或所述挤压段的外表上上设有防磨层。
9.在一些实施例中,所述螺旋叶片的螺距为1mm~50mm;所述螺旋叶片的外螺旋半径为1mm~100mm。
10.在一些实施例中,所述辊体呈圆柱形,所述螺旋叶片的外螺旋半径与所述辊体的半径的比值为10:1~10:9。
11.在一些实施例中,所述螺旋叶片的厚度为0.2mm~20mm。
12.本说明书实施例还提供一种细胞灌流培养装置,所述灌流培养装置包括培养箱,上述任一技术方案所述的流体输送设备的至少部分设于所述培养箱内。
附图说明
13.本说明书将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其
中:
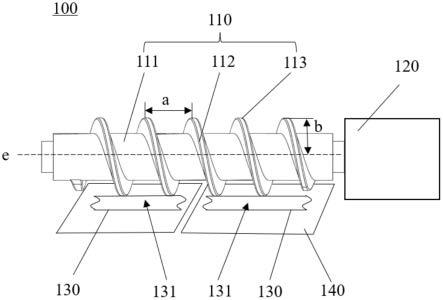
14.图1是根据本说明书一些实施例所示的流体输送设备的结构示意图;
15.图2是根据本说明书一些实施例所示的细胞灌流培养系统的结构示意图。
16.附图标记说明:1000、细胞灌流培养装置;100、流体输送设备;110、挤压机构;111、辊体;112、螺旋叶片;113、牙;120、驱动机构;130、输送管路;131、挤压段;140、承压平面;200、培养箱。
具体实施方式
17.为了更清楚地说明本说明书实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本说明书的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本说明书应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
18.应当理解,本文使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
19.如本说明书和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。
20.本说明书中使用了流程图用来说明根据本说明书的实施例的系统所执行的操作。应当理解的是,前面或后面操作不一定按照顺序来精确地执行。相反,可以按照倒序或同时处理各个步骤。同时,也可以将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作。
21.本说明书提供了一种流体输送设备和细胞灌流培养装置。流体输送设备包括挤压机构、驱动机构和输送管路,挤压机构包括辊体和设于辊体上的螺旋叶片,驱动机构用于驱动辊体沿辊体的轴线旋转。通过设置辊体和螺旋叶片,螺旋叶片能够随辊体旋转而推压挤压段,以为流体在输送管中的流通提供动力,使得该液体输送设备的所占的空间较小。流体输送设备包括多条输送管路,通过设置多条输送管路,可以使得不同的输送管路连接不同的流体储存机构和/或不同的目标输送机构。此外,可以使得挤压机构同时挤压多条输送管路的挤压段,使得流体输送设备的结构更加紧凑,流体输送效率更高。流体输送设备可以在细胞灌流培养装置中用于培养液的输送,也可以在生物医疗、食品、化工等多条行业用于流体的输送。
22.图1是根据本说明书一些实施例所示的流体输送设备的结构示意图。以下将结合图1对本技术实施例所涉及的液体输送设备进行详细说明,值得注意的是,以下实施例仅仅用以解释本技术,并不构成对本技术的限定。
23.如图1所示,流体输送设备100包括挤压机构110、驱动机构120和输送管路130。挤压机构110用于挤压输送管路130。挤压机构110包括辊体111和设置在辊体111上的螺旋叶片112。螺旋叶片112可以是指呈螺旋状环绕布置在辊体111的外周上的叶片结构,螺旋叶片
112具有沿辊体111的轴线(如图1中所示的虚线2)间隔开的多个“牙”113。辊体111可以为圆柱形,也可以为圆台形、圆锥形。输送管路130用于供流体(例如,细胞灌流培养系统的培养液、药液等)流通。输送管路130的至少部分与辊体111的轴线平行。输送管路130包括用于被螺旋叶片112挤压的挤压段131。挤压段131是指输送管路131上与辊体111平行的且被螺旋叶片112挤压的部分。流体输送设备100包括多条(例如,两条、五条等)输送管路130。多条输送管路130的挤压段131均沿着辊体111的轴线方向延伸,且多条输送管路130中各条输送管路130的挤压段131沿着辊体111的轴线方向间隔排布。挤压段131与挤压机构110接触,并被挤压机构110的螺旋叶片112(即螺旋叶片112的“牙”113)挤压。输送管路130可以包括能够被螺旋叶片112挤压变形的管体,例如橡胶管、塑料管等。
24.驱动机构120用于驱动辊体111沿辊体111的轴线旋转。驱动机构120可以包括电机、马达等。螺旋叶片112能够随辊体111旋转而推压挤压段131,以使得流体在输送管路130中流动。可以理解地,螺旋叶片112挤压输送管路130时的施压点至少有两个,也就是说,螺旋叶片112的至少两个“牙”113挤压输送管路130。对于一个输送管路130,其被螺旋叶片112挤压的第一个的施压点与最后一个施压点之间的部分即形成挤压段131。例如,当螺旋叶片112仅有两个“牙”113挤压输送管路130时,挤压段131为输送管路130上这两个“牙”113的施压点之间的部分。又例如,当螺旋叶片112有4个“牙”挤压输送管路130时,挤压段131为输送管路上第一个“牙”113和第四个“牙”113的施压点之间的部分。相邻的两个施压点之间会形成截断流体段,在螺旋叶片112随着辊体111旋转的过程中,相邻的两个施压点之间的截断流体段被推动,从而使得挤压机构110为输送管路130中流体的流动提供动力。
25.在一些实施例中,输送管路130可以连接在流体储存机构(例如,细胞灌流培养装置的培养液储存箱)和目标输送机构(例如,细胞灌流培养装置的细胞培养皿)之间,以将流体储存机构中的流体输送到目标输送机构。可以理解地,图1中仅示出了输送管路130的部分。在一些实施例中,输送管路130可以包括输入管和输出管,输入管和输出管可以均连接在流体储存机构和目标输送机构之间,输入管可以将流体储存机构中的流体输送到目标输送机构,而输出管可以将目标输送机构的流体送回到流体储存机构中。此时,输送管路130、流体储存机构和目标输送机构之间可以完成流体的循环。在一些实施例中,挤压段131可以位于输入管上。在另一些实施例中,挤压段131也可以位于输出管上。通过设置多条输送管路130,可以使得不同的输送管路130连接不同的流体储存机构和/或不同的目标输送机构。此外,挤压机构110同时挤压多条输送管路130的挤压段131,使得流体输送设备100的结构更加紧凑,流体的输送效率更高。
26.在一些实施例中,多条挤压段131的进口端分别连通不同的流体储存机构,多条挤压段131的出口端连通不同的目标输送机构。在一些实施例中,多条挤压段131的进口端分别连通不同的流体储存机构,多条挤压段131的出口端连通同一目标输送机构。在一些实施例中,多条挤压段131的进口端连通同一流体储存机构,多条挤压段131的出口端分别连通不同的目标输送机构。
27.在一些实施例中,流体输送设备100可以包括承压平面140,一个或多条输送管路130的挤压段131可以位于承压平面140与挤压机构110之间。承压平面140用于承托输送管路130的挤压段131,以使挤压段131与挤压机构110之间形成有效的挤压配合。承压平面140与辊体111的轴线之间的角度可以基于辊体111的形状来设置。例如,当辊体111为圆柱形,
承压平面可以平行于辊体111的轴线。又例如,当辊体111为圆台形时,承压平面可以平行于辊体111的母线。
28.在一些实施例中,螺旋叶片112为的等螺距螺旋叶片112。螺旋叶片112的螺距可以理解沿轴线上相邻的两个“牙”113之间的距离,也就是图1中所示的距离a。等螺距螺旋叶片112可以理解为任意相邻的两个“牙”113之间的距离相等。通过将螺旋叶片112设置为等螺旋叶片112,可以使得流体输送设备100内各个输送管路130具有相同的流体输送速度。
29.在一些实施例中,螺旋叶片112为变螺距螺旋叶片112。等螺距螺旋叶片112可以理解为至少两组相邻的两个“牙”113之间的距离不同。在一些实施例中,在多条输送管路130的挤压段131中,至少两个输送管路130的挤压段131对应的螺距不同。挤压段131对应的螺距可以理解为挤压该挤压段131的部分螺旋叶片112的螺距。如果两个输送管路130的挤压段131对应的螺距不同,则两个输送管路130内流体的输送速度不同,通过设置至少两个输送管路130的挤压段131对应的螺旋叶片112的螺距不同,可以使得流体输送设备100内各个输送管路130具有不同的流体输送速度。
30.在一些实施例中,螺旋叶片112的螺距可以为1mm~50mm。在一些实施例中,螺旋叶片112的螺距可以为10mm~20mm。在一些实施例中,螺旋叶片112的螺距可以为5mm~10mm。在一些实施例中,在一些实施例中,螺旋叶片112的外螺旋半径(即图1中的距离b)为1mm~100mm。在一些实施例中,螺旋叶片112的外螺旋半径为4mm~7mm。在一些实施例中,螺旋叶片112的外螺旋半径为8mm~15mm。螺旋叶片112的螺距和外螺旋半径可以影响输送管路130中流体的输送速率,通过上述螺距和外螺旋半径的设计,可以较为精确地控制输送管路130中流体的输送速率。
31.在一些实施例中,当辊体111呈圆柱形时,螺旋叶片112的外螺旋半径与辊体111的半径的比值为10:1~10:9。在一些实施例中,螺旋叶片112的外螺旋半径与辊体111的半径的比值为10:3~10:7。螺旋叶片112的外螺旋半径与辊体111的半径的比值为2:1。
32.在一些实施例中,螺旋叶片112的厚度为0.2mm~20mm。在一些实施例中,螺旋叶片112的厚度为0.5mm~1mm。在一些实施例中,螺旋叶片112的厚度为1mm~3mm。
33.在一些实施例中,螺旋叶片112的与所述挤压段131接触的表面上和/或所述挤压段131的外表上上设有防磨层(图中未示出)。防磨层可以包括润滑层、保护层(如橡胶层)等。防磨层可以降低螺旋叶片112与挤压段131之间的摩擦,减少输送管路130的磨损。
34.本说明书实施例还提供一种细胞灌流培养装置1000。图2是根据本说明书一些实施例所示的细胞灌流培养系统的结构示意图,如图2所示,细胞灌流培养装置1000包括培养箱200,上述任一技术方案所述的流体输送设备的至少部分设于所述培养箱200内。在一些实施例中,挤压机构110和输送管道130可以设于培养箱200内,驱动机构120设于培养箱200外。在一些实施例中,挤压机构110、驱动机构120和输送管道130可以均设于培养箱200内。通过使用上述流体输送设备100,可以使得培养箱200内的空间利用更加合理,培养箱200内布局更加紧凑。
35.本技术所披露的灌流培养装置可能带来的有益效果包括但不限于:(1)螺旋叶片能够随辊体旋转而推压挤压段,以为流体在输送管中的流通提供动力,使得该液体输送设备的所占的空间较小;(2)通过设置多条输送管路,可以使得不同的输送管路连接不同的流体储存机构和/或不同的目标输送机构;也可以使得不同的输送管路连接不同的流体储存
机构和/或不同的目标输送机构。此外,可以使得挤压机构同时挤压多条输送管路的挤压段,使得流体输送设备的结构更加紧凑,流体输送效率更高;(3)通过设置至少两个输送管路的挤压段对应的螺旋叶片的螺距不同,可以使得流体输送设备内各个输送管路具有不同的流体输送速度。需要说明的是,不同实施例可能产生的有益效果不同,在不同的实施例里,可能产生的有益效果可以是以上任意一种或几种的组合,也可以是其他任何可能获得的有益效果。
36.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1