一种气罐辅料添加机构及其控制方法与流程
1.本发明涉及气罐充装设备领域,尤其是一种气罐辅料添加机构及其控制方法。
背景技术:
2.气体罐装氧气也叫“便携式氧气呼吸器”、“小型罐装氧气”,具有含氧量高、体积小、携带方便、使用方便的特点。
3.目前用于气罐辅料添加的机构,大多不能做到辅料添加量的可控可调和压瓶速度的可控可调,辅料只能一次性加满,而且需要添加不同辅料时,不能自动选择抽吸不同辅料,需要频繁添加辅料。
4.例如,一种在中国专利文献上公开的“自动床料添加系统”,其公告号cn112747310a,包括渣仓、第一锅炉、第二锅炉、变频电动给料机、振动筛、缓冲仓、发送装置和输送管道,渣仓的底部固定有出料管,出料管的底部安装有变频电动给料机,变频电动给料机的底部连接有振动筛,振动筛的底部装配有缓冲仓,所述缓冲仓的下方设置有发送装置,气体管道的一端连接有进气管,所述进气管的下端配合安装有储气罐,储气罐的一端连接有空压机,储气罐远离空压机的一端连接有进气管,所述进气管与灰气混合器之间连接有第一补气管,进气管与输送管道的下端连接有第二补气管。缺点是不能做到辅料添加量的可控可调和压瓶速度的可控可调,辅料只能一次性加满,而且需要添加不同辅料时,不能自动选择抽吸不同辅料,需要频繁添加辅料。
技术实现要素:
5.本发明的目的是为了克服现有技术中气罐辅料添加机构不能自动吸取辅料的问题,提供了一种气罐辅料添加机构及其控制方法,实现气罐充装前的辅料添加的自动化、智能化。
6.为了实现上述目的,本发明采用以下技术方案:一种气罐辅料添加机构,包括:辅料桶,其用于容纳待添加辅料;气罐,其用于储存辅料,所述气罐与辅料桶通过辅料管连通;动力部,其用于提供动力,所述动力部包括第一气缸、第二气缸和给料气缸,所述第一气缸带动第二气缸进行同步运动,所述第一气缸与第二气缸连通,所述第二气缸与给料气缸连通,所述第二气缸设置在气罐的上方;控制系统,其用于控制动力部运动。
7.本发明中,辅料桶用于容纳待添加辅料,动力部用于提供动力,第一气缸开始下压动作,第一气缸动作的同时带动第二气缸下压气罐,第一气缸与第二气缸连通,利用速度调节阀方便调节气缸下压的速度,第二气缸与给料气缸通过辅料管连通、给料气缸与辅料桶通过辅料管连通,便于辅料从辅料桶内通过辅料管进入气罐中,进行辅料的添加,控制系统包括plc可编程控制器、hmi人机界面、气缸控制系统、操作系统和若干个传感器,人机界面,
又称用户界面或使用者界面,是系统和用户之间进行交互和信息交换的媒介,它实现信息的内部形式与人类可以接受形式之间的转换,气罐添加辅料高效、智能化hmi人机界面配合plc可编程控制器控制、辅料添加量可控可调、压瓶速度可调可控,辅料添加计量可通过hmi人机界面设置时间参数来实现。
8.作为优选,所述第一气缸通过管道连接第二气缸,管道上设有速度调节阀。管道为空气管,通过设在空气管上的速度调节阀,使进入气缸的空气流速发生变化,进而控制气缸的运动速度。
9.作为优选,所述第一气缸与电磁阀连接,所述第一气缸的进气口和出气口均与三通连接,三通通过进气管与第二气缸连接。由于两个气缸本身会产生摩擦力,没办法做到完全同步的,先用一只电磁阀控制一个气缸,在原来进气及出气的区域各增加一个三通接着,并引进气管到另一个气缸内,实现第一气缸和第二气缸的同步动作。
10.作为优选,所述辅料管包括第一辅料管和第二辅料管,所述辅料桶与给料气缸通过第一辅料管连接,所述给料气缸与第二气缸通过第二辅料管连接,第二辅料管上设有单向阀。辅料桶内的辅料先通过第一辅料管吸入到给料气缸处,再通过第二辅料管传递到第二气缸下方的气罐内,第二辅料管上的单向阀使得物料只能从给料气缸方向传递到第二气缸方向,无法回流,防止物料逆向流动,在辅料桶中添加不同的辅料,可以自动选择抽吸不同辅料。
11.作为优选,所述第一气缸上设有限位传感器。当第二气缸下行顶住气罐与气罐完全接合时,此时第一气缸刚好感应到限位传感器,限位传感器与控制系统连接,下部辅料添加口打开可以进料,进料计量根据时间调节,等待一定时间后开始复位,第一气缸反向运行,同时第二气缸回缩离开气罐。
12.作为优选,所述气罐的上部设有挤压开闭结构,所述挤压开闭结构与控制系统连接。第二气缸回缩离开气罐的同时挤压开闭结构同步关闭,防止辅料外泄。
13.作为优选,所述第一气缸为延时气缸。
14.作为优选,所述气罐的数量为四个。四个气罐同时添加辅料,高效便捷。
15.作为优选,所述挤压开闭结构包括设置在第二气缸上的上挤压部和设置在气罐端口的下移动部,所述上挤压部与下移动部适配,所述辅料管还包括第三辅料管,所述第三辅料管穿设在上挤压部的中间,所述第三辅料管上端与第二辅料管连接,所述第三辅料管的下端侧向开口,所述气罐内固定设有连接板,所述下移动部的下表面与连接板的上表面通过复位弹簧连接。上挤压部通过第二气缸带动,下移动部通过复位弹簧与气罐内的连接板连接,上挤压部与下移动部抵接配合,当上挤压部向下移动时,将下移动部抵入气罐内部,此时物料通过第三辅料管进入到空罐中,第三辅料管侧向开口便于辅料的添加,辅料添加完后,上挤压部向上移动,下移动部通过复位弹簧复位到气罐的瓶口处,下移动部与瓶口接触处设有密封圈,提高辅料的密封效果。
16.一种气罐辅料添加机构的控制方法,包括以下步骤:s1,按钮启动,底座转盘抓取气罐旋转到位;s2,电磁阀控制第一气缸开始下压动作;s3,第一气缸动作的同时带动第二气缸下压气罐;s4,当第二气缸下行顶住气罐与气罐完全接合时,此时第一气缸刚好感应到限位
传感器,下部辅料添加口打开可以进料;s5,进料结束后,开始复位。
17.通过实施上述技术方案,按钮启动,底座转盘抓取空罐旋转到位,电磁阀控制第一气缸开始下压动作,第一气缸动作的同时带动第二气缸下压气罐,当第二气缸下行顶住气罐与气罐完全接合时,此时第一气缸刚好感应到限位传感器,下部辅料添加口打开可以进料,进料计量根据时间调节,四个气罐同时添加辅料高效、智能化hmi人机界面配合plc可编程控制器控制、辅料添加量可控可调、压瓶速度可调可控,辅料添加计量可通过hmi人机界面设置时间参数来实现,无需频繁添加辅料,可自动选择抽吸不同辅料,进料结束后,开始复位,第一气缸反向运行,同时第二气缸回缩离开气罐,第二气缸回缩的同时挤压开闭机构同步关闭,防止辅料外泄,第一气缸反向运行完成后等待下一个操作指令。
18.本发明具有如下有益效果:(1)实现气罐充装前的辅料添加的自动化;(2)实现辅料添加量的可控可调和压瓶速度的可控可调;(3)在辅料桶中添加不同的辅料,可以自动选择抽吸不同辅料。
附图说明
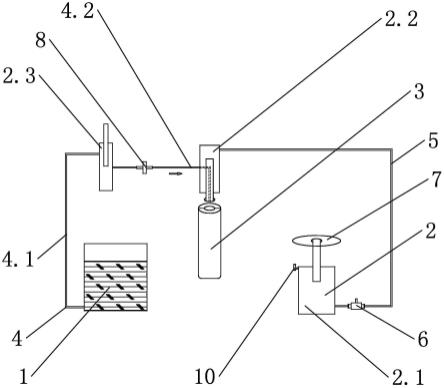
19.图1是本发明的结构示意图;图2是实施例一的结构示意图;图3是本发明中挤压开闭结构关闭时的结构示意图;图4是本发明中挤压开闭结构开启时的结构示意图;图5是本发明中控制系统的结构示意图。
20.图中:辅料桶1,动力部2,第一气缸2.1,第二气缸2.2,给料气缸2.3,气罐3,辅料管4,第一辅料管4.1,第二辅料管4.2,第三辅料管4.3,管道5,速度调节阀6,电磁阀7,单向阀8,控制系统9,限位传感器10,挤压开闭结构11,上挤压部11.1,下移动部11.2,连接板12,复位弹簧13。
具体实施方式
21.下面结合附图和实例对本发明进一步说明。
22.具体实施例一:如图1或图2所示,一种气罐辅料添加机构,包括辅料桶1、动力部2和控制系统9,辅料桶1与气罐3通过辅料管4连通,气缸2包括第一气缸2.1、第二气缸2.2和给料气缸2.3,第一气缸2.1带动第二气缸2.2同步运动,第一气缸2.1与第二气缸2.2连通,第二气缸2.2与给料气缸2.3连通,第二气缸2.2设置在气罐3的上方。第一气缸2.1通过管道5连接第二气缸2.2,管道5上设有速度调节阀6。第一气缸2.1与电磁阀7连接,第一气缸2.1的进气口和出气口均与三通连接,三通通过进气管与第二气缸2.2连接。辅料管4包括第一辅料管4.1和第二辅料管4.2,所述辅料桶1与给料气缸2.3通过第一辅料管4.1连接,给料气缸2.3与第二气缸2.2通过第二辅料管4.2连接,第二辅料管4.2上设有单向阀8。控制系统9包括plc可编程控制器、hmi人机界面、气缸控制系统、操作系统和若干个传感器。第一气缸2.1上设有限位传感器10。气罐3的上部设有挤压开闭结构11,挤压开闭结构11与控制系统9连接。第一气缸2.1为延时气缸。气罐3的数量为四个,辅料管4、给料气缸2.3、第二气缸2.2、气罐3、管道5和
第一气缸2.1以及传感器和控制阀共同组成一个添加结构,四个添加结构与辅料桶1连接形成加料系统。
23.上述技术方案中,上述技术方案中,辅料桶1用于容纳待添加辅料,动力部2用于提供动力,第一气缸2.1开始下压动作,第一气缸2.1动作的同时带动第二气缸2.2下压气罐3,第一气缸2.1与第二气缸2.2连通,利用速度调节阀方便调节气缸下压的速度,第二气缸2.2与给料气缸2.3通过辅料管4连通、给料气缸2.3与辅料桶1通过辅料管4连通,便于辅料从辅料桶1内通过辅料管4进入气罐3中,进行辅料的添加。管道5为空气管,通过设在空气管上的速度调节阀6,使进入气缸的空气流速发生变化,进而控制气缸的运动速度。由于两个气缸本身会产生摩擦力,没办法做到完全同步的,先用一只电磁阀控制一个气缸,在原来进气及出气的区域各增加一个三通接着,并引进气管到另一个气缸内,实现第一气缸2.1和第二气缸2.2的同步动作。辅料桶1内的辅料先通过第一辅料管4.1吸入到给料气缸2.3处,再通过第二辅料管4.2传递到第二气缸2.2下方的气罐内,第二辅料管4.2上的单向阀8使得物料只能从给料气缸2.3方向传递到第二气缸2.2方向,无法回流,防止物料逆向流动,在辅料桶1中添加不同的辅料,可以自动选择抽吸不同辅料。气罐添加辅料高效、智能化hmi人机界面配合plc可编程控制器控制、辅料添加量可控可调、压瓶速度可调可控,辅料添加计量可通过hmi人机界面设置时间参数来实现。当第二气缸2.2下行顶住气罐3与气罐3完全接合时,此时第一气缸2.1刚好感应到限位传感器10,限位传感器10与控制系统9连接,下部辅料添加口打开可以进料,进料计量根据时间调节,等待一定时间后开始复位,第一气缸2.1反向运行,同时第二气缸2.2回缩离开气罐。第二气缸2.2回缩离开气罐的同时挤压开闭结构11同步关闭,防止辅料外泄。四个气罐同时添加辅料,高效便捷。
24.具体实施例二:如图3或图4所示,挤压开闭结构11包括设置在第二气缸2.2上的上挤压部11.1和设置在气罐3端口的下移动部11.2,上挤压部11.1与下移动部11.2适配,辅料管4还包括第三辅料管4.3,第三辅料管4.3穿设在上挤压部11.1的中间,第三辅料管4.3上端与第二辅料管4.2连接,第三辅料管4.3的下端侧向开口,气罐3内固定设有连接板12,下移动部11.2的下表面与连接板12的上表面通过复位弹簧13连接。
25.上述技术方案中,上挤压部11.1通过第二气缸2.2带动,下移动部11.2通过复位弹簧13与气罐3内的连接板12连接,上挤压部11.1与下移动部11.2抵接配合,当上挤压部11.1向下移动时,将下移动部11.2抵入气罐3内部,此时物料通过第三辅料管4.3进入到空罐中,第三辅料管4.3侧向开口便于辅料的添加,辅料添加完后,上挤压部11.1向上移动,下移动部11.2通过复位弹簧13复位到气罐3的瓶口处,下移动部11.2与瓶口接触处设有密封圈,提高辅料的密封效果。
26.具体实施例三:本实施例提出一种气罐辅料添加机构的控制方法,参考图1或图2或图3或图4或图5,包括以下步骤:s1,按钮启动,底座转盘抓取气罐3旋转到位;s2,电磁阀7控制第一气缸2.1开始下压动作;s3,第一气缸2.1动作的同时带动第二气缸2.2下压气罐3;s4,当第二气缸2.2下行顶住气罐3与气罐3完全接合时,此时第一气缸2.1刚好感
应到限位传感器,下部辅料添加口打开可以进料;s5,进料结束后,开始复位。
27.上述技术方案中,按钮启动,底座转盘抓取空罐旋转到位,电磁阀7控制第一气缸2.1开始下压动作,第一气缸2.1动作的同时带动第二气缸2.2下压气罐3,当第二气缸2.2下行顶住气罐3与气罐3完全接合时,此时第一气缸2.1刚好感应到限位传感器,下部辅料添加口打开可以进料,进料计量根据时间调节,四个气罐同时添加辅料高效、智能化hmi人机界面配合plc可编程控制器控制、辅料添加量可控可调、压瓶速度可调可控,辅料添加计量可通过hmi人机界面设置时间参数来实现,无需频繁添加辅料,可自动选择抽吸不同辅料,进料结束后,开始复位,第一气缸2.1反向运行,同时第二气缸2.2回缩离开气罐,第二气缸2.2回缩的同时挤压开闭机构11同步关闭,防止辅料外泄,第一气缸2.1反向运行完成后等待下一个操作指令。
28.本发明具有如下有益效果:实现气罐充装前的辅料添加的自动化;实现辅料添加量的可控可调和压瓶速度的可控可调;在辅料桶中添加不同的辅料,可以自动选择抽吸不同辅料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1