一种汽车液压泵用铸铝泵壳的制作方法
1.本实用新型涉及汽车液压泵配件技术领域,更具体地说,涉及一种汽车液压泵用铸铝泵壳。
背景技术:
2.汽车液压泵是液压系统中的动力原件,将原动机输入的机械能转换为压力能输出,为执行原件提供压力油,汽车液压泵的外部主要通过泵壳进行防护。
3.但是;
4.1、现有的砂型铸造成型的泵壳,强度、硬度、光洁度以及重量均有改进的空间;
5.2、现有的液压泵的泵壳主要采用机械加工的方式制作成型,由于机械加工会存在误差,当泵壳经机械加工的步骤越多,其累积误差也就越大,影响产品质量,而且机械加工对金属的利用率低,产生的废料较多,而且加工工时长,生产的效率低,所以我们提出了一种汽车液压泵用铸铝泵壳来解决上述存在的问题。
技术实现要素:
6.1.要解决的技术问题
7.针对现有技术中存在的问题,本实用新型的目的在于提供一种汽车液压泵用铸铝泵壳,它可以实现产品精度高,可以不用进行机械加工直接使用,或者加工量很小,提高了金属利用率,减少了加工工时。生产效率高,可以快速成型,产品质量好,表面光洁度好,强度和硬度比砂型铸造高,重量轻。
8.2.技术方案
9.为解决上述问题,本实用新型采用如下的技术方案。
10.一种汽车液压泵用铸铝泵壳,包括泵壳本体,所述泵壳本体底部一体成型有底座,所述泵壳本体两侧外壁均固定连接有补强凸台,所述补强凸台两侧均一体成型有肋板,且肋板分别与补强凸台和泵壳本体外壁相结合,所述泵壳本体一端导通连接有连接管,所述连接管与泵壳本体外壁结合处一体成型有环形凸台,且环形凸台与连接管根部结合处固定连接有加强筋,所述泵壳本体另一端呈开口结构设置,且所述开口内侧一体成型有安装座。
11.进一步的,所述底座设置有两个,且两个所述底座两端均开设有安装孔。
12.进一步的,同侧补强凸台上对称设置有两组肋板,且每组所述肋板等距设置有多个,多个所述肋板均呈直角梯形结构设置。
13.进一步的,所述加强筋环设有多个,且多个所述加强筋均呈直角三角形结构设置。
14.进一步的,所述安装座设置在泵壳本体所述开口的拐角处,且安装座对称设置有多个。
15.进一步的,所述安装座表面开设有螺孔。
16.3.有益效果
17.相比于现有技术,本实用新型的优点在于:
18.(1)本方案,通过泵壳本体利用铝质材料通过模具一体铸造成型,表面光洁度好,强度和硬度比砂型铸造高,重量轻,同时通过泵壳本体两侧外壁均固定连接有补强凸台,而且补强凸台两侧均一体成型有多个肋板,使泵壳本体可以承受来自横向或纵向的双向挤压力,而且补强凸台凸出于泵壳本体的外侧,因此使泵壳本体具有很好的抗冲击力,通过在环形凸台与连接管根部结合处环设多个加强筋,增强连接管的强度和刚性以及抗扭能力,可克服连接管因壁厚差别带来的应力不均所造成的制品歪扭变形,以增加结合面的强度,从而提升了泵壳本体的整体强度;
19.(2)本方案,主要优点有产品精度高,可以不用进行机械加工直接使用,或者加工量很小,提高了金属利用率,减少了加工工时;生产效率高,可以快速成型,产品质量好。
附图说明
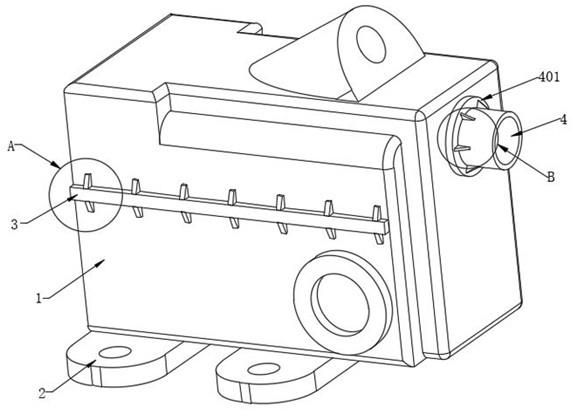
20.图1为本实用新型的立体结构示意图;
21.图2为本实用新型的a部分放大示意图;
22.图3为本实用新型的b部分放大示意图;
23.图4为本实用新型的另一视角下的结构示意图。
24.图中标号说明:
25.1、泵壳本体;
26.2、底座;201、安装孔;
27.3、补强凸台;301、肋板;
28.4、连接管;401、环形凸台;402、加强筋;
29.5、安装座。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.实施例:
32.请参阅图1-4,一种汽车液压泵用铸铝泵壳,包括泵壳本体1,泵壳本体1底部一体成型有底座2,泵壳本体1两侧外壁均固定连接有补强凸台3,补强凸台3两侧均一体成型有肋板301,且肋板301分别与补强凸台3和泵壳本体1外壁相结合,泵壳本体1一端导通连接有连接管4,连接管4与泵壳本体1外壁结合处一体成型有环形凸台401,且环形凸台401与连接管4根部结合处固定连接有加强筋402,泵壳本体1另一端呈开口结构设置,且开口内侧一体成型有安装座5;
33.泵壳本体1利用铝质材料通过模具一体铸造成型,主要优点有产品精度高,可以不用进行机械加工直接使用,或者加工量很小,提高了金属利用率,减少了加工工时;生产效率高,可以快速成型,产品质量好,表面光洁度好,强度和硬度比砂型铸造高,重量轻,同时通过泵壳本体1两侧外壁均固定连接有补强凸台3,而且补强凸台3两侧均一体成型有多个肋板301,使泵壳本体1可以承受来自横向或纵向的双向挤压力,而且补强凸台3凸出于泵壳
本体1的外侧,因此使泵壳本体1具有很好的抗冲击力,通过在环形凸台401与连接管4根部结合处环设多个加强筋402,增强连接管4的强度和刚性以及抗扭能力,可克服连接管4因壁厚差别带来的应力不均所造成的制品歪扭变形,以增加结合面的强度。
34.参阅图1,底座2设置有两个,且两个底座2两端均开设有安装孔201,方便对泵壳本体1装配固定。
35.参阅图1、图2,同侧补强凸台3上对称设置有两组肋板301,且每组肋板301等距设置有多个,多个肋板301均呈直角梯形结构设置,使泵壳本体1可以承受来自横向或纵向的双向挤压力,而且补强凸台3凸出于泵壳本体1的外侧,因此使泵壳本体1具有很好的抗冲击力。
36.参阅图1、图3,加强筋402环设有多个,且多个加强筋402均呈直角三角形结构设置,增强连接管4的强度和刚性以及抗扭能力,可克服连接管4因壁厚差别带来的应力不均所造成的制品歪扭变形,以增加结合面的强度。
37.参阅图4,安装座5设置在泵壳本体1开口的拐角处,且安装座5对称设置有多个,安装座5表面开设有螺孔,方便泵壳本体1装配连接件,同时提升了连接件的装配稳定性。
38.在使用时:泵壳本体1利用铝质材料通过模具一体铸造成型,主要优点有产品精度高,可以不用进行机械加工直接使用,或者加工量很小,提高了金属利用率,减少了加工工时;生产效率高,可以快速成型,产品质量好,表面光洁度好,强度和硬度比砂型铸造高,重量轻,同时通过泵壳本体1两侧外壁均固定连接有补强凸台3,而且补强凸台3两侧均一体成型有多个肋板301,使泵壳本体1可以承受来自横向或纵向的双向挤压力,而且补强凸台3凸出于泵壳本体1的外侧,因此使泵壳本体1具有很好的抗冲击力,通过在环形凸台401与连接管4根部结合处环设多个加强筋402,增强连接管4的强度和刚性以及抗扭能力,可克服连接管4因壁厚差别带来的应力不均所造成的制品歪扭变形,以增加结合面的强度,从而提升了泵壳本体1的整体强度。
39.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1