六面顶压机停锤位置参数标定方法和标定工装与流程
本发明属于六面顶压机标定,具体涉及一种六面顶压机停锤位置参数标定方法和标定工装。
背景技术:
1、六面顶压机是合成聚晶金刚石复合片的主要设备,通过空间分布的六个超高压油缸驱动六个硬质合金顶锤,形成六面体合成腔,合成腔内放置六面体合成块,六个顶锤前进到相同的位置,之后同时前进对合成块加压,压力传递至中心位置,提供金刚石合成的高压环境。
2、六个顶锤所到达的相同位置,也叫停锤位置,停锤位置根据合成块尺寸设定,顶锤运动至停锤位置时自动停止。
3、合成块采用矿物材料压制而成,有脆性,顶锤处于停锤位置时,要保证锤面与合成块有一定距离,目前以接触但有间隙为准,判断方法为人工手感,很难保证间隙一致。合成块与锤面的初始距离影响加压时相邻顶锤间缝隙的宽度,缝隙由挤出的矿物材料填充,做密封边,密封边厚度(也即锤缝隙的宽度)的一致性影响密封效果,从而影响中心处高压环境,不利于金刚石产品的合成。
4、目前,大多通过人工手感判定得到停锤位置,锤面与合成块间隙0.2mm~1.0mm不等,无法统一。而且,人工校对时需要多次校对,判断间隙大了,但不能准确知道具体大了多少,每次减小一点,反复多次才能完成校对,效率较低,如果一次减小过多,则可能直接造成合成块压碎。
技术实现思路
1、本发明的目的在于提供一种六面顶压机停锤位置参数标定方法,用以解决现有技术中采用人工方式调整停锤位置造成的效率低以及容易造成合成块压碎的问题,还在于提供一种六面顶压机用标定工装,用以实现准确标定出六面顶压机停锤位置参数标定方法中所需参数。
2、为解决上述技术问题,本发明所提供的技术方案以及相应的有益效果分别为:
3、本发明的一种六面顶压机停锤位置参数标定方法,包括如下步骤:
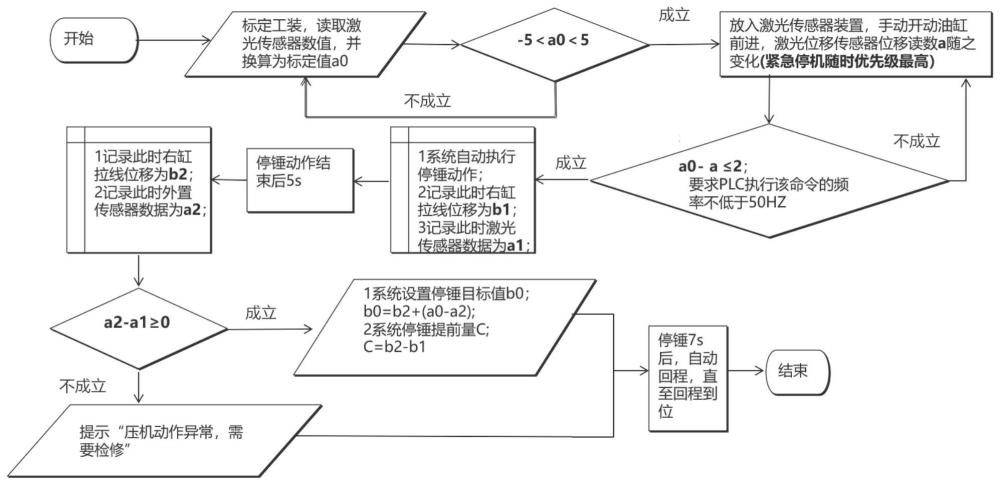
4、1)利用设置于某一顶锤锤面上的测距传感器测量其与另一顶锤锤面之间的距离,某一顶锤与另一顶锤相对设置;获取某一顶锤和另一顶锤处于理想的停锤位置时测距传感器的测量结果,记为|a0|;
5、2)在|a0|满足标定要求时,使某一顶锤不动,另一顶锤靠近某一顶锤运动,并在测距传感器的测量结果与|a0|之间差值满足要求且控制顶锤运动的工作频率达标时,使另一顶锤执行停锤动作,获取执行停锤动作开始时另一顶锤的缸体和活塞杆之间的位移和测距传感器的测量结果,分别记为|b1|和|a1|,进而获取执行停锤动作稳定后另一顶锤的缸体和活塞杆之间的位移和测距传感器的测量结果,分别记为|b2|和|a2|;
6、3)若|a1|-|a2|≥0则标定得到另一顶锤的缸体和活塞杆之间的停锤目标距离,记为|b0|=|b2|+|a2|-|a0|,以及停锤提前量,记为|c|=|b2|-|b1|。
7、上述技术方案的有益效果为:本发明为开拓型发明创造,的标定方法是基于在某一顶锤不动时,与该某一顶锤相对设置的另一顶锤的缸体和活塞杆之间的位移与测距传感器的测量结果存在对应关系,因而首先标定出两个相对设置的顶锤处于理想的停锤位置时测距传感器的测量结果|a0|,进而将执行停锤动作时油缸的压力释放过程考虑在内,确定与|a0|对应的缸体和活塞杆之间的位移|b0|,并确定相应的停锤提前量|c|,利用|b0|和|c|便可在六面顶压机工作过程中对停锤位置进行准确控制。该方法是一种自动化的手段,无需人工调整校对停锤位置,在金刚石合成过程中利用|b0|和|c|只需一次操作便可自动精准完成相对设置的两个顶锤之间停锤位置的调整,效率较高;而且,该方法使用测距传感器代替合成块进行标记与调整,避免出现压碎合成块的情况,更为安全。
8、进一步地,测距传感器用于通过固定部和磁吸件设置于某一顶锤锤面上,测距传感器与固定部固定设置,磁吸件设置于固定部上,磁吸件用于使固定部与顶锤锤面可拆卸连接。
9、上述技术方案的有益效果为:设置磁吸件,可以在不改进六面顶压机的情况下使固定部可拆卸连接于顶锤锤面上,且方便在六面顶压机正常工作时取下固定部。
10、进一步地,利用标定工装获得|a0|,标定工装包括所述固定部和标定部,标定部包括信号反射面和用于使信号反射面支撑到远离测距传感器的信号发射端的距离达到|a0|的支撑部,其中测距传感器和固定部在信号测量方向上的厚度之和加上|a0|为对应的某一顶锤和另一顶锤之间的理想停锤锤面距离。
11、上述技术方案的有益效果为:利用标定部可以准确测量出基于理想停锤锤面距离而得到的|a0|,为参数准确标定打下基础。而且,标定部和固定部为两个不同的部件,可以实现根据不同的六面顶压机更换不同的标定部便可实现对不同六面顶压机的|a0|的标定。
12、进一步地,所述固定部为开口朝向信号发射方向的u型结构,且测距传感器固定于开口内。
13、上述技术方案的有益效果为:固定部设置成u型结构,方便固定测距传感器。
14、进一步地,所述标定部为开口朝向固定部的u型结构,包括两个水平件和一个竖向件,所述反射面为所述竖向件的内表面,两个水平件和除所述内表面外的竖向件构成所述支撑部;固定部也包括两个水平件和一个固定件,且在测量|a0|时标定部的两个水平件与固定部的两个水平件对应顶接。
15、上述技术方案的有益效果为:配合固定部的u型结构,标定部同样设置成u型结构,且固定部和标定部的两个水平件顶接便于设计标定部,以使标定部满足“测距传感器和固定部在信号测量方向上的厚度之和加上|a0|为对应的某一顶锤和另一顶锤之间的理想停锤锤面距离”的要求。
16、进一步地,所述测距传感器为激光位移传感器。
17、上述技术方案的有益效果为:使用激光位移传感器可以得到精度更高的距离测量结果。
18、本发明的一种六面顶压机用标定工装,包括用于固定测距传感器的固定部,还包括用于确定标定距离的标定部,标定部包括信号反射面和用于使信号反射面支撑到远离测距传感器的信号发射端的距离达到标定距离的支撑部,测距传感器和固定部在信号测量方向上的厚度之和加上标定距离为对应的两个相对设置的顶锤之间的理想停锤锤面距离。
19、上述技术方案的有益效果为:为开拓型发明创造,该标定工装包括固定部和和与固定部配套设置的标定部,固定部用于固定测距传感器,该标定部包括一个信号反射面,测距传感器发出的信号经过该信号反射面反射回测距传感器,且测距传感器和固定部在信号测量方向上的厚度之和加上标定距离为对应的两个相对设置的顶锤之间的理想停锤锤面距离,进而便可得到与理想停锤锤面距离相对应的标定距离,利用该标定距离可以对停锤位置参数进行标定。
20、进一步地,所述固定部为开口朝向信号发射方向的u型结构,且测距传感器固定于开口内。
21、上述技术方案的有益效果为:固定部设置成u型结构,方便固定测距传感器。
22、进一步地,所述标定部为开口朝向固定部的u型结构,包括两个水平件和一个竖向件,所述反射面为所述竖向件的内表面,两个水平件和除所述内表面外的竖向件构成所述支撑部;固定部也包括两个水平件和一个固定件,且在测量标定距离时标定部的两个水平件与固定部的两个水平件对应顶接。
23、上述技术方案的有益效果为:配合固定部的u型结构,标定部同样设置成u型结构,且固定部和标定部的两个水平件顶接便于设计标定部,以使标定部满足“测距传感器和固定部在信号测量方向上的厚度之和加上标定距离为对应的某一顶锤和另一顶锤之间的理想停锤锤面距离”的要求。
24、进一步地,所述标定工装还包括设置于固定部上的磁吸件,用于使固定部与顶锤锤面可拆卸连接。
25、上述技术方案的有益效果为:通过磁吸件使固定部能够固定于六面顶压机顶锤锤面上,便于快速拆卸,且无需对原本的六面顶压机进行改进。
- 还没有人留言评论。精彩留言会获得点赞!