一种活塞式压缩机的液压连接结构的制作方法
1.本实用新型涉及一种液压连接结构,特别涉及一种活塞式压缩机的液压连接结构。
背景技术:
2.在大型压缩机领域,止点间隙属于在设计时必须考虑的因素,活塞的止点间隙就是止点间隙就是曲轴运行360
°
过程中,活塞在缸体内运行的最大行程和最小行程状态下活塞两个端面与缸体前后端面之间的间隙。靠近曲轴箱端的间隙为后止点,远端为前止点。
3.当活塞的止点间隙调整好后,调节环基本贴合在十字头体上,并保持理想的止点间隙,这称之为理论状态。然而,理想状态下的零件尺寸没有任何偏差,实际生产中是不可能实现的。
4.现有技术的十字头体与活塞杆的液压连接结构,包括十字头体,所述十字头体内设置有止推环,所述止推环一侧连接有拧入环。拧入环内抵接有活塞杆,所述拧入环与活塞杆之间设置有调节环,所述调节环与十字头体抵接。针对现有技术中的液压连接结构,在实际生产中,发现了以下几个实际问题:
5.1、活塞杆尺寸加工长度偏小了5mm时(这在大型压缩机领域属于常见误差),为了保证止点间隙的正确性,拧入环向十字头外侧偏移5mm以保证压缩机的液压连接结构正常运行;
6.2、当中体、接筒和气缸座或其主要零件加工后其轴向累积尺寸超差时,并且同样以减小了5mm为例,为了保证止点间隙的长度,需要将拧入环由理想状态下向十字头内侧旋入,此时,拧入环上的调节环就会与十字头体碰撞。此时无法旋入,而通常做法是拆卸调节环再旋入;
7.3、即使安装时活塞的止点间隙调整至理想状态时,调节环基本上紧贴十字头体,实际生产应用中,这种理想状态并不合理。原因如下:根据gb/t1804
‑
2000《未注公差的线性和角度尺寸的公差》标准文件中节选,
[0008][0009]
如上表所示,若中体与接筒长度尺寸均按照标准≥1000计算,两个零件之间的中等m级公差之和为
±
2.4mm,该数值属于标准状态下的不超差数值,其零件制造完全合格,如果均按照该下偏差的极限值计算误差,调节环在安装时会与十字头体相撞。超差情况下其碰撞更加严重。上偏差状态下,上述两个零件安装时止点间隙处于理想状态。
[0010]
现有技术中,在长时间使用之后,内部的密封圈会出现老化现象。综上,本申请文件主要问题是如何解决现有技术中的橡胶老化问题。
技术实现要素:
[0011]
本实用新型的目的是提供一种活塞式压缩机的液压连接结构。这种活塞式压缩机的液压连接结构能够解决橡胶老化问题。
[0012]
本实用新型的发明目的是通过以下技术方案实现的:
[0013]
一种活塞式压缩机的液压连接结构,包括十字头体、止推环。所述止推环设置于十字头体内,止推环一侧抵接有拧入环,拧入环一侧抵接有压力体,所述拧入环外侧设置有紧固螺母,所述弹性杆中部设置有多个卸载槽,所述卸载槽为凹槽。
[0014]
所述卸载槽为外圆角结构。
[0015]
所述卸载槽的圆角半径为2
‑
5mm。
[0016]
本实用新型具有以下有益效果:这种活塞式压缩机的液压连接结构能够解决橡胶老化问题。
附图说明
[0017]
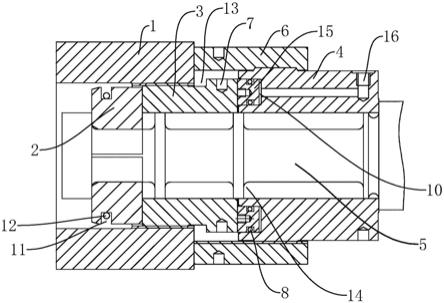
图1为实施例的结构示意图;
[0018]
图2为实施例进一步改进后的结构示意图;
[0019]
图3为卡簧的结构示意图。
[0020]
附图标记:1、十字头体;2、止推环;3、拧入环;4、压力体; 5、活塞杆;6、紧固螺母;7、手孔;8、o型密封圈;9、y型密封圈;10、密封环槽;11、环槽;12、卡簧;13、公差空隙;14、卸载槽;15、压力活塞;16、打压孔。
具体实施方式
[0021]
以下结合附图对本实用新型作进一步详细说明。
[0022]
本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
[0023]
如图1所示,一种活塞式压缩机的液压连接结构,包括十字头体1、止推环2。其中,止推环2设置于十字头体1内,止推环2 一侧抵接有拧入环3。拧入环3一侧抵接有压力体4。拧入环3与压力体4内穿设有活塞杆5。拧入环3外侧设置有紧固螺母6。
[0024]
本实用新型所述的实用新型如下:
[0025]
1、针对双向调节问题,本实用新型在拧入环3上设置有手孔7。相比较于现有技术,本实用新型取消了调节环和螺钉,将其功能转移至拧入环3上。拧入环3与十字头体1之间设置有公差空隙13,其公差空隙13的长度为10mm。在拧入环3与十字头体1之间设置一定的距离,使得当零件出现下偏差时,拧入环3能够调节位置,以其适应零件的超差问题。
[0026]
针对10mm长度,由于现有技术中的公差之和最大不会超过 10mm,超过10mm则说明零件需要做报废处理。以10mm作为长度较为合适。
[0027]
其次,将调节环与螺钉整合到拧入环3上,使得拧入环3无需与调节环进行组装安
装,直接利用手孔7旋入定位销即可,安装过程简单方便。
[0028]
经过上述改进,液压连接结构具备了双向调节功能,使得即使尺寸超差,本实用新型也能够将超差零件利用起来,减少零件的报废率。
[0029]
优化的,拧入环3与压力体4之间设置有预留空间,所述预留空间的宽度为0.5
‑
1mm,预留空间的设置主要是为了方便打压位置的调整,可用于不同规格的空压机中,同时在两侧均预留一定的空间,使得实现双向调节功能。
[0030]
2、经过上述修改后,在实际生产中发现新的问题,即安装和拆卸有时会出现无法打压或者打不上压的问题。
[0031]
实际使用中,圆柱销安装与拆卸都较为不便,仅仅为了运输过程防止活塞移动而设计。原安装时的打压压力为150mpa,而实际往往低于这个数值,排除橡胶老化等材料问题后,针对这一问题,本实用新型的改进点如下:
[0032]
所述的压力体4内设置有y型密封圈9。y型密封圈9在打压时解决了密封问题,使得打不上压的问题基本解决。但是,为了解决有时候压缩机在检修拆卸时只能打压到120mpa的问题,为定期维修带来困难。
[0033]
为了解决上述问题,本实用新型中的压力体4上设置有密封环槽 10。y型密封圈9设置于其中。本实用新型针对密封环槽10修改其直径用于降低打压压力:如下表所示
[0034]
表1密封环槽
‑
打压压力影响因素数据表
[0035][0036][0037]
通过上表可知,通过不改变紧固螺母6的外径,仅改变密封环槽 10的直径,能够大
幅度的减小打压压力,使得打压压力降低至90mpa。为此,得出以下结论:
[0038]
在实际使用中,仅仅改变密封圈的形状,无法解决打压压力时刻保持在高压力水平,而通过增加密封环槽10的直径,能够使得打压压力降低,在打压压力降低的情况下,使得所需打压压力完全符合实际所需,解决定期维修时打不上压带来的无法拆卸问题。
[0039]
经过上述两次改进,不仅解决了双向调节问题,并且由于双向调节带来的打不上压的问题解决,两者相辅相成,两者的结合具有创造性。
[0040]
3、在实际生产工作中,解决了上述问题仍然出现了新的问题,
[0041]
止推环2为两半环形结构,通过拉伸弹簧固定后,旋入安装到十字头体1中。原先的止推环2的安装过程如下:
[0042]
整个过程至少需要两人进行,其中一个工作人员将止推环2装入连接结构,用手扶住,另一个工作人员将拉伸弹簧两头挂钩扣上安装在止推环2上,然后开始往十字头体1上旋入安装。拆卸时,打压旋松紧固螺母6,将液压连接结构旋出十字头体1,再用铁棍或螺丝刀等工具将止推环2撬成开口,并用铁棍将弹簧撑起,然后将止推环2 卸下,最后再将弹簧挂钩拆开,安装和拆卸均由两个人来完成,较为不便。面对大型压缩机时,由于其活塞力一般不低于40吨以上,止推环2出现“张嘴”现象。仅仅依靠拉伸弹簧的张紧力的作用,很难使得止推环2“闭嘴”。本领域技术人员通常做法是增强拉伸弹簧预紧力,减小拉伸弹簧的长度,但是这带来安装和拆卸不便,且容易对操作人员的产生损害。对于活塞力超过80吨时,需要加增一根拉伸弹簧,使得安装拆卸更为不便。
[0043]
为解决上述问题,止推环2两侧设置有环槽11,环形槽内卡接有卡簧12。所述卡簧12结构如图所示,其材料为3
‑
4mm的钢丝,材料为65mn,设计角度为120度的开口结构,其余封闭。经过实践证明,改进后的安装过程简化,单人即可操作,具体操作过程如下:
[0044]
单个操作人员一手扶住止推环2,另一手拿着卡簧12对准环槽 11推定安装。拆卸时,双手持有一个卡簧12,对准环槽11里的卡簧 12推动,环槽11内的卡簧12弹出的同时双手抱住止推环2,如此止推环2就拆卸下来。减少操作环节,节省人力,节省时间,提高效率。
[0045]
公告号为cn105971853b的中国专利,其中设置有带钩卡簧12,完全解决了上述问题。但是,本申请文件中提出的不带钩卡簧12,在安装过程中均具备通用性。第一是卡簧12结构较为简单,制作方便,第二是该卡簧12无需匹配各种不同规格的压缩机,适用性较好。并且,带钩卡簧12由于两端尖锐,使得在携带时容易对人体产生损害,因此,本实用新型所设计的卡簧12具有方便携带的效果。另外,该卡簧12的成本相比较于带钩卡簧12,进一步降低成本,符合市场需求。
[0046]
4、如图2所示,本实用新型所述的活塞杆5为弹性杆。弹性杆支撑体中部设置有卸载槽14。卸载槽14一般为凹槽。卸载槽14能够降低弹性杆与支撑体之间的应力集中。由于设置了卸载槽14,使得该弹性杆在车床上加工弹性杆较为困难,且效果不佳,实际证明,其表面粗糙度最多加工至ra1.6μm。利用砂布进行抛光,第一是效果不佳,表面粗糙度仍然高于ra0.8μm,第二是费时费力,较为不便。
[0047]
为解决上述问题,本实用新型中的活塞杆5上设置卸载槽14,卸载槽14采用外圆角结构。所述的外圆角结构尺寸及其应力与凹槽对比利用ug应力元受力分析后结果如下表所示:
[0048]
表2凹槽结构与外圆角结构的应力对比
[0049][0050][0051]
限定条件为:原设计的凹槽之间的距离均为4mm。外圆角结构的壁厚为10mm。
[0052]
其中的弹性杆直径、支撑体直径、打压预紧力以及凹槽圆角半径证明凹槽结构改变成外圆角结构的空间足够,是具备可行性的。
[0053]
根据上表,得出如下结论:
[0054]
(1)当凹槽结构与外圆角结构处的最大应力数值基本一致时,且外圆角半径值也比较小。
[0055]
(2)圆角处的最大应力与圆角半径有直接的关系,圆角尺寸加大,最大应力就下降。
[0056]
本实用新型的外端圆角尺寸改变后的应力对比如下所示,
[0057]
表3弹性杆的外端圆角尺寸改变后的应力对比
[0058][0059]
通过上表得出以下结论:圆角尺寸与最大应力成反比。
[0060]
现有技术中也广泛使用外圆角结构,但是,本实用新型中的外圆角结构的尺寸更大,其最大应力更低。并且,由于尺寸变大,使得车削的工序更加方便。进一步使得表面粗糙度≤ra0.4mm。其次,外圆角半径增大,使得圆角处的最大应力平均降低10%,提高圆角处的疲劳寿命。
[0061]
文献《高强度钢超高周疲劳性能——非金属夹杂物的影响》第 81页记载,疲劳强度提高10%以上,疲劳寿命延长100多倍是完全可能的。虽弹性杆的材料不是高强度材料,但可以进行类推:热处理的效果是相同的,弹性杆表面粗糙度值由ra0.8mm降低至ra0.4mm,假设疲劳强度提高1%,则疲劳寿命提高5倍以上是没有问题的。
[0062]
若支撑体的厚度>15mm时,过渡圆角结构的应力将超过凹槽结构的应力,改进后带来的良好效果就会被削弱一部分。因此,本申请文件设计了在现有技术中最佳的圆角半径尺寸,使得其效果达到最佳。
[0063]
5、如图2、图3所示,为解决内部密封圈老化的问题,本实用新型利用压力活塞15替代y型密封圈9用于打压。压力活塞15上设置有o型密封圈8。通过该打压方式,直接在打压孔16内打压,使得活塞推进到与拧入环3抵接,使得内部压力能够稳定保持在较好的水平,打压效果好。
[0064]
综上所述:
[0065]
本实用新型解决了双向调节问题,同时在新结构产生的问题的基础上进一步降低了打压压力,使得打压压力处于较低水平即可实现安装维修。同时,设计止推环2的卡簧12结构,使得其具备通用性和成本降低的效果。并且,在现有技术卸载槽14为凹槽的基础上,利用外圆角结构,方便进行车削降低表面粗糙度的同时提高了使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1