粉末冶金齿轮的制作方法
1.本实用新型涉及一种粉末冶金齿轮,属于粉末冶金制造技术领域。
背景技术:
2.粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合以及各种类型制品的工艺技术。齿轮是传递运动和动力的重要机械元件,粉末冶金齿轮是各种汽车、摩托车中普遍使用的粉末冶金零件,通过一次成形和精整工艺,不需要其他后处理工艺,可以完全达到尺寸精度要求,尤其是齿形精度。因此,与用传统机械加工方法制造相比,在材料投入和制造上都大大减少,它是体现粉末冶金特点的典型产品。
3.粉末冶金齿轮一般根据样品齿轮的尺寸设计圆柱形模具,在一定的压制压力、烧结工艺条件下生产而成。然而圆柱形模具端部倒角角度一般为45
°
,其角度越大,端部的导角越尖,越容易崩损,导致模具无法继续使用,增加齿轮加工成本。
技术实现要素:
4.本实用新型的目的是提供一种能防止模具端部崩损,降低齿轮加工成本的粉末冶金齿轮。
5.为了达到上述技术目的,本实用新型的技术方案是:
6.粉末冶金齿轮,包括齿轮体、齿轮体内侧的齿轮内孔、齿轮体外侧的轮齿,所述轮齿的端面不突出齿轮体的端面,齿轮体的端面和轮齿的端面之间设置有第一倒角,所述第一倒角的角度为35
‑
55
°
,所述第一倒角和轮齿齿根之间的距离大于0.2mm;所述齿轮内孔的端面不突出齿轮体的端面,所述齿轮体的端面和齿轮内孔的端面之间设置有第二倒角,所述第二倒角的角度为30
°
,所述第二倒角和齿轮内孔之间设置有平台,所述平台的宽度大于0.2mm。
7.第一倒角的目的是用于脱模,一般设置为10
°
左右,但是在脱模完成后,10
°
的第一倒角,不能顺利从模具推出产品,且容易损坏倒角部位;为了方便将产品推出模具,使倒角部位平缓,方便产品从模具推出,避免损坏倒角部位所述第一倒角的角度设置为35
‑
55
°
,优选为45
°
。
8.为了消除轮齿的端面毛刺的影响,避免毛刺高出齿轮体的端面,从而不影响齿轮安装,所述第一倒角和轮齿齿根之间留有空白距离,所述第一倒角和轮齿齿根之间的距离大于0.2mm,优选为0.2mm。
9.第二倒角一般设置为45
°
,但是其角度越大,模具相应位置的端部倒角越尖,导致模具端部强度低,越容易崩损。为了避免第二倒角处的模具损坏,所述第二倒角角度设置为30
°
。
10.第二倒角和齿轮内孔之间设置若没有设置平台,则模具部位为尖角,下压时易于崩损。为了去除模具尖角,防止崩损,避免产品相应位置出现毛刺,所述第二倒角和齿轮内
孔之间设置平台,所述平台的宽度大于0.2mm,优选为0.2mm。
11.本实用新型对粉末冶金齿轮的结构进行适当的改进,在保证粉末冶金齿轮正常功能的基础上,提高模具端部(倒角部位)强度,避免模具崩损,降低齿轮加工成本。
附图说明
12.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
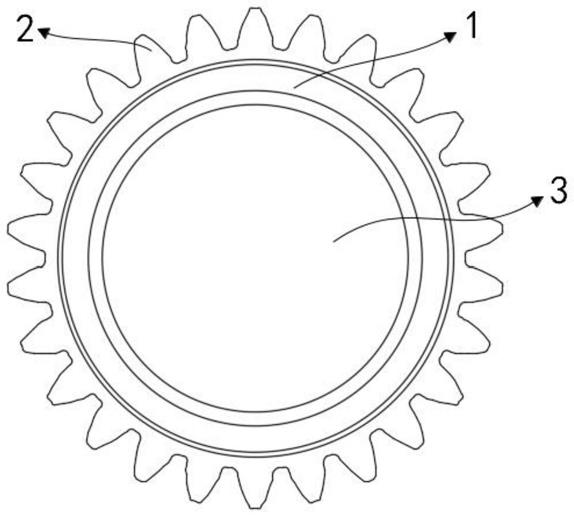
13.图1为本实用新型结构示意图。
14.图2为本实用新型截面结构示意图。
15.图3为图2中a处局部放大结构示意图。
16.图4为图2中b处局部放大结构示意图。
具体实施方式
17.如图1
‑
4所示,粉末冶金齿轮,包括齿轮体1、齿轮体1内侧的齿轮内孔3、齿轮体1外侧的轮齿2,所述轮齿2的端面21不突出齿轮体1的端面11,其两侧的端面21均不突出齿轮体1的端面11,齿轮体1的端面11和轮齿2的端面21之间设置有第一倒角7,所述第一倒角7的角度为35
‑
55
°
,优选的,第一倒角7的角度为45
°
,所述第一倒角7和轮齿2齿根之间的距离为0.2mm(最短0.2mm)。
18.所述齿轮内孔3的端面31不突出齿轮体1的端面11,齿轮内孔3两侧的端面31均不突出齿轮体1的端面11,所述齿轮体1的端面11和齿轮内孔3的端面31之间设置有第二倒角5,所述第二倒角5的角度为30
°
,所述第二倒角5和齿轮内孔3之间设置有平台6,所述平台6的宽度为0.2mm(最短0.2mm)。
19.本实用新型对粉末冶金齿轮的结构进行适当的改进,在保证粉末冶金齿轮正常功能的基础上,提高模具端部(倒角部位)强度,避免模具崩损,降低齿轮加工成本。
20.上述实施例不以任何方式限制本实用新型,凡是采用等同替换或等效变换的方式获得的技术方案均落在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1