电动阀的制作方法
1.本发明涉及一种电动阀。
背景技术:
2.以往,作为以电动进行阀的开关的所谓的电动阀,已知具备动力传递装置的结构,该动力传递装置通过减速装置对步进电机的旋转力减速或者直接传递至螺纹机构(参照专利文献1)。
3.这种电动阀的步进电机以密封的状态收容于壳体内,避免水、异物等附着于电路基板等。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2018
‑
135908号公报
7.发明所要解决的技术问题
8.在此,在专利文献1所示的电动阀中,由筒状部件和覆盖该筒状部件的罩部件形成壳体部件,为了进一步确保壳体部件内的密封性,在筒状部件与罩部件之间配置衬垫。因此,除了随着安装零件数量的增加使得制造工时增加以外,还有因设置了配置衬垫的周沟、将筒状部件和罩部件彼此固定的弹性配合构造等而导致壳体的大型化的问题。
技术实现要素:
9.因此,本发明的目的在于提供一种抑制制造工时而且实现小型化的电动阀。
10.用于解决技术问题的技术手段
11.为了达成上述目的,本发明的电动阀具备:
12.电机,该电机包括转子部件和向所述转子部件施加旋转力的定子部件;
13.动力传递机构,该动力传递机构将所述转子部件的旋转运动转换为阀芯的轴线方向运动;
14.壳体,该壳体收容所述电机和所述动力传递机构;以及
15.基座部件,该基座部件与所述壳体连结,并且具有供所述阀芯离开或就座的阀座,
16.所述壳体包括由第一材料形成的发热部和由第二材料形成且与所述发热部接合的受热部,所述第一材料的激光的透过率比所述第二材料的激光的透过率低。
17.发明的效果
18.根据本发明,能够提供一种抑制制造工时而且实现小型化的电动阀。
附图说明
19.图1是表示第一实施方式的电动阀的概要的概略剖视图。
20.图2是罩部件的底视图。
21.图3是罩部件的立体图。
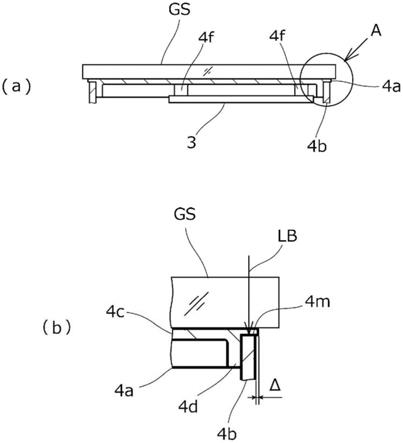
22.图4的(a)是表示罩部件和筒状部件的剖视图,图4的(b)是放大表示图4的(a)中箭头a所示的部位的剖视图。
23.图5是表示第二实施方式的电动阀的概要的概略剖视图。
24.图6是放大表示壳体的制造工序的电动阀的一部分的剖视图。
具体实施方式
25.以下,参照附图对本发明的实施方式的电动阀进行说明。此外,在本说明书中,将从转子朝向阀座的方向设为下方,将其相反方向设为上方。
26.(第一实施方式)
27.参照图1对第一实施方式的电动阀1进行说明。图1是表示第一实施方式的电动阀1的概略的概略剖视图。
28.电动阀1具备收容于壳体4的驱动器30、旋转轴50、向旋转轴50传递旋转力的步进电机60、将旋转轴50的旋转运动转换为阀芯10的轴线方向运动并进行传递的动力传递机构120、以与旋转轴50一同旋转的方式被安装于该旋转轴50的永久磁铁70、对永久磁铁70的旋转角度进行检测的角度传感器80以及收容于下侧基座部件2的阀芯10和阀座20。
29.下侧基座部件2具备第一流路112和第二流路114。当阀芯10从阀座20离开时,换而言之,当阀芯10处于上方位置时,流体经由第一流路112流入阀室113内,并经由第二流路114排出。另一方面,当阀芯10就座于阀座20时,换而言之,当阀芯10处于下方位置时,第一流路112和第二流路114成为彼此不连通的状态。
30.步进电机60具备包括线圈61的定子部件62和转子部件64。脉冲信号从具备对步进电机60进行驱动的驱动电路的控制基板3经由供电部63输入至线圈61。然后,当脉冲信号输入至线圈61时,转子部件64旋转与脉冲信号的脉冲数对应的旋转角度。
31.(动力传递机构)
32.动力传递机构120是将转子部件64与旋转轴50之间连结为能够进行动力传递的部件。动力传递机构120包括多个齿轮。动力传递机构120也可以具备行星齿轮机构。
33.定子部件62固定于外壳100的侧壁。转子部件64在外壳100的侧壁的内侧相对外壳100配置为旋转自如。转子部件64由磁性材料形成,并与具有轴孔的太阳齿轮体121同轴地连结。
34.在太阳齿轮体121的轴孔,旋转轴50配置为相对旋转自如。太阳齿轮体121的外齿与多个行星齿轮122啮合。各行星齿轮122被轴124支承为旋转自如,该轴124由行星齿轮架123支承。各行星齿轮122的外齿与环状的齿圈125啮合。
35.齿圈125是相对于外壳100不能进行相对旋转的部件。齿圈125经由圆筒状的支承部件126而支承于保持架150。
36.另外,行星齿轮122也与环状的第二齿圈127啮合。第二齿圈127作为固定于旋转轴50的输出齿轮而发挥功能。
37.上述的齿轮结构构成所谓的奇异行星齿轮机构。在使用了奇异行星齿轮机构的减速装置中,通过使第二齿圈127的齿数成为与齿圈125的齿数略有不同的齿数,能够以较大的减速比使太阳齿轮体121的转速减速,并且传递至第二齿圈127。
38.此外,虽然使用了奇异行星齿轮机构作为动力传递机构120,但是作为转子部件64
与旋转轴50之间的动力传递机构,能够采用任意的动力传递机构。作为动力传递机构120,也可以采用除了奇异行星齿轮机构以外的行星齿轮机构。
39.在旋转轴50的下端安装有连结部件52,虽然连结部件52和驱动器30的上端连结成在旋转方向上一体地进行旋转,但能够在轴线方向上进行相对移动。
40.在驱动器30的外周面设置有外螺纹31。外螺纹31与设置于对驱动器进行引导的引导部件40的内螺纹41螺合。因此,当旋转轴50和驱动器30绕轴线旋转时,驱动器30由引导部件40引导并进行上下移动。相对于此,旋转轴50由太阳齿轮体121或者引导部件40支承为旋转自如,并且不能够在轴线方向上移动。
41.引导驱动器30的引导部件40由保持架150支承。
42.驱动器30的下端部经由球160而能够旋转地与阀芯10的上端部连接。当驱动器30绕轴线旋转并向上方或者下方移动时,阀芯10不绕轴线旋转地向上方或者下方移动。
43.阀芯10通过弹簧部件170被向上方施力,该弹簧部件170配置于安装在下侧基座部件2的开口2a的弹簧支架部件172与阀芯10之间。
44.当驱动器30向下方移动时,克服弹簧部件170的作用力,阀芯10被向下方按压并位移。另一方面,当驱动器30向上方移动时,通过线圈弹簧170的作用力,阀芯10被向上方按压并位移。
45.在外壳100的内部配置有隔开部件130。并且,在通过隔开部件130形成的外壳100的上部空间配置有永久磁铁70。永久磁铁70与贯通了隔开部件130的旋转轴50的上端附近连结。
46.通过以上的结构,使用来自步进电机60的动力,能够驱动阀芯10。阀芯10沿轴线l的方向上的移动量与旋转轴50和永久磁铁70的旋转量成比例。因此,通过由安装于控制基板3的下表面的角度传感器80来测定永久磁铁70绕轴线的旋转角度,能够正确地求得阀芯10沿轴线l的方向上的位置。
47.由于旋转轴50和永久磁铁70相对于角度传感器80不进行上下移动,因此使用角度传感器80,能够正确地算出永久磁铁70的旋转角度。
48.中空圆筒状的保持架150的下部配置于下侧基座部件2的开口2a内。在保持架150与下侧基座部件2之间配置有衬垫152。
49.而且,保持架150以与壳体4的内壁部接触的方式配置。并且,在保持架150与壳体4的内壁部之间配置有衬垫154。
50.因此,保持架150具有如下这样的功能:防止液体侵入配置有定子部件62等的空间内并且收容阀芯10的上端部12。
51.(壳体)
52.接着,对壳体4进行说明。壳体4具有罩部件4a和筒状部件4b。壳体4的筒状部件4b经由撑条5被支承,该撑条5一端螺纹固定于下侧基座部件2,且弯折成l字状。
53.图2是罩部件4a的底视图,图3是罩部件4a的立体图。罩部件4a连续设置作为接合了梯形和矩形而成的形状的平板的盖部4c和与盖部4c类似的筒剖面形状的插入部4d。由于当盖部4c的厚度为0.5mm~1.5mm时,后述的激光容易透过,因此优选。
54.优选的是,罩部件4a是以pps(聚苯硫醚)或pbt(聚对苯二甲酸丁二醇酯)为基材的树脂,例如由激光的透过率为20%~40%的第二材料形成。此外,虽然罩部件4a也可以是材
料的自然色,但是优选的是,在材料中加入炭黑等颜料而使其成为黑色。
55.在图2、3中,在插入部4d的外周,在除了沿着长度方向的一对外周面以外的外周面形成有多个外周面的一部分隆起而成的细长的肋4g。
56.在图1中,在盖部4c的下表面形成有支承部4f,通过支承部4f支承控制基板3。控制基板3与供电部63通过柔性基板fp1连接。
57.筒状部件4b具有:与插入部4d类似的剖面形状的上部筒部4h;从上部筒部4h向下方延伸的下部筒部4i;以及从上部筒部4h的下端向水平方向延伸的连接部4j。配置于连接部4j的内部的端子4k经由柔性基板fp2与控制基板3连接。通过使连接部4j与对方的连接器(未图示)连接,能够从外部电源向控制基板3供电,从而驱动步进电机60。
58.优选的是,筒状部件4b是以pps或者pbt为基材的树脂,并且激光的透过率比罩部件4a低,例如由透过率为3%以下的第一材料形成。
59.当接合了罩部件4a时,使用阶梯部、曲面来提高筒状部件4b的刚性,以高精度地进行控制基板3的定位。
60.接着,对罩部件4a与筒状部件4b的接合进行说明。图4是用于说明罩部件4a与筒状部件4b的接合工序的图。如图1所示,在将必要的零件收容在筒状部件4b后,如图4所示,使安装了控制基板3的罩部件4a的插入部4d嵌合于筒状部件4b的上端4m的内侧,而且使盖部4c与上端4m抵接。
61.在该状态下,将玻璃平板gs载置于盖部4c的上表面,并朝向筒状部件4b的上端4m按压。为了按压成在盖部4c与上端4m之间遍及整周不产生间隙,优选的是,将盖部4c的上表面设为平面且使用平板来按压盖部4c。另一方面,为了使激光lb有效地透过,优选的是,使用玻璃。因此,为了满足双方的要求,使用玻璃平板gs作为按压盖部4c的夹具。
62.随后,如图4的(b)所示,使激光lb从上方射出并透过玻璃平板gs和盖部4c,向上端4m的表面照射。在此,作为受热部的盖部4c由几乎透过激光lb的第二材料形成。
63.相对于此,由于作为发热部的上端4m由吸收激光lb的第一材料形成,因此被照射到的部位发热,在超过了材料的玻璃转化点后融化。另外,作为受热部的盖部4c通过被照射了上端4m的激光的部位的发热而被加热并融化。随后,只要停止激光lb的照射,则两个融化了的材料冷却固化,从而实现上端4m与盖部4c的焊接。激光lb的照射沿着筒状部件4b的上端4m沿着整周进行,也可以反复多次绕圈进行。
64.此时,如图4的(b)所示,由于盖部4c的外周面从上端4m的外周面沿着与激光lb的照射方向交叉的方向向外侧伸出距离δ,因此即使例如通过发热部的融化而产生毛刺等并向外侧生长,也抑制该毛刺与激光lb发生干涉。由此,能够抑制因毛刺的烧焦、向外表面附着等而导致的外观质量的下降。
65.另外,由于在罩部件4a的插入部4d形成有肋4g,因此当使插入部4d嵌合于筒状部件4b的内侧时,除了插入部4d以外,肋4g也与筒状部件4b的内壁抵接而发挥定位功能,并且能够抑制罩部件4a相对于筒状部件4b的松动。由此,能够高精度地进行对安装于罩部件4a侧的角度传感器80和配置于筒状部件4b侧的永久磁铁70的定位。
66.另外,由于通过肋4g与筒状部件4b的内壁的抵接,罩部件4a相对于筒状部件4b的松动被抑制,因此结合盖部4c的外周面从上端4m的外周面向外侧伸出距离δ,能够进一步抑制毛刺的影响。
67.此外,虽然对于罩部件4a与筒状部件4b的焊接,有使用超声波焊接技术的情况,但是有由于超声波的给予所引起的振动而控制基板3等产生损坏的担忧。对此,根据本实施方式,由于使用激光lb进行焊接,因此没有振动的影响。另外,由于通过照射直径缩小的激光lb,能够将照射面积抑制得小,因此能够避免发热部的发热的影响波及到控制基板3等的情况等。
68.尤其是,由于通过照射直径缩小的激光lb,即使在上端4m的壁厚较薄的情况下,也能够可靠地进行接合,因此即使是小型的筒状部件,无需使用作为其他的零件的衬垫,也能够获得较高的密封性。
69.(第二实施方式)
70.以下,对第二实施方式的电动阀1a进行说明。本实施方式相对于上述的实施方式,壳体的形状不同且不具有角度传感器。第一材料和第二材料能够使用与上述的实施方式相同的材料。对于与上述的实施方式相同的结构标注相同的符号并省略重复说明。
71.图5是表示第二实施方式的电动阀1a的概略的概略剖视图。壳体4a具有收容电动阀1a的驱动系统的壳体主体4aa和保持控制基板3的基板保持部4ab。
72.中空圆筒状的壳体主体4aa外周的一部分突出,环状地突出而具备环状部4ac。供电部63贯通环状部4ac向外侧突出。
73.框体状的基板保持部4ab具有有底的筒状部件4ad、遮蔽筒状部件4ad的端部的罩部件4ae以及与筒状部件4ad接合的连接部4af。
74.在筒状部件4ad的底壁形成有与环状部4ac嵌合的圆形凹部4ag。另外,通过连通孔4ah将圆形凹部4ag与筒状部件4ad的内部连通。
75.罩部件4ae连续设置作为平板的盖部4ai和筒状的插入部4aj。
76.配置于连接部4af的内部的端子4ak的内侧端与配置于筒状部件4ad内的控制基板3连接。控制基板3由从壳体主体4aa的内部贯通环状部4ac且经由连通孔4ah向筒状部件4ad内延伸的供电部63支承并电接合。
77.接着,对壳体4a的制造工序进行说明。图6是用于说明壳体4a的制造工序的图。
78.在此,基板保持部4ab的筒状部件4ad由光的透过率较低的第一材料m1和光的透过率较高的第二材料m2形成。具体而言,在图6中,筒状部件4ad的圆形凹部4ag的周围(由白色剖面表示)由第二材料m2形成,除此以外的筒状部件4ad的部位(由点状剖面表示)由第一材料m1形成。
79.这样的筒状部件4ad在第一材料m1和第二材料m2分别是树脂的情况下,能够通过同时注塑材料而成形的两色成形或者一方的材料嵌入另一方的材料而成形的嵌入成形等而成形。
80.通过使第一材料m1和第二材料m2的接合部成为三角形或者凸形状,能够提高树脂材料的粘合性。另外,在进行嵌入成形的情况下,由于后成形的树脂材料的体积比先成形的树脂材料的体积小能够维持材料温度,因此能够进一步提高粘合度。
81.另一方面,壳体主体4aa(至少环状部4ac)由第一材料m1形成,罩部件4ae由第二材料m2形成。
82.在壳体4a的制造工序时,如图6的(a)所示,使拆卸了罩部件4ae和控制基板3的筒状部件4ad的圆形凹部4ag嵌合于壳体主体4aa的环状部4ac。
83.保持该状态,从筒状部件4ad侧射出激光lb,透过第二材料m2而向环状部4ac照射。由此,能够使环状部4ac焊接于筒状部件4ad。
84.在环状部4ac的整周的焊接结束后,如图6的(b)所示,通过软钎焊等将控制基板3与供电部63和端子4ak连接,保持在筒状部件4ad内。而且,在通过罩部件4ae覆盖了筒状部件4ad的端部后,射出激光lb并使其透过罩部件4ae的盖部4ai,向筒状部件4ad的端部照射。通过遍及罩部件4ae的整周照射激光lb,能够将筒状部件4ad焊接在盖部4ai。
85.此外,本发明并不限定于上述的实施方式。在本发明的范围内,能够进行上述的各实施方式的自由组合、或者各实施方式的任意的结构要素的变形、或者在各实施方式中任意的结构要素的省略。
86.符号说明
87.1、1a:电动阀
88.2:下侧基座部件
89.3:控制基板
90.4、4a:壳体
91.10:阀芯
92.20:阀座
93.30:驱动器
94.31:外螺纹
95.40:引导部件
96.41:内螺纹
97.50:旋转轴
98.52:连结部件
99.60:步进电机
100.62:定子部件
101.64:转子部件
102.70:永久磁铁
103.80:角度传感器
104.100:外壳
105.112:第一流路
106.113:阀室
107.114:第二流路
108.120:动力传递机构
109.121:太阳齿轮体
110.122:行星齿轮
111.123:行星齿轮架
112.124:轴
113.125:齿圈
114.126:支承部件
115.127:第二齿圈
116.129:输出齿轮
117.130:隔开部件
118.150:保持架
119.152:衬垫
120.154:衬垫
121.160:球
122.170:弹簧部件
123.172:弹簧支架部件
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1