真空工艺室的进气阀的制作方法
1.本发明涉及用于允许工艺气体进入真空工艺室的进气阀。
背景技术:
2.这样的真空工艺室被用于集成电路(ic)、半导体、扁平面板或基材制造,其中真空室针对抽真空后的部分工艺步骤以工艺气体被充斥。生产必须在保护气氛下并且如果可能在没有污染颗粒的情况下发生。抽真空利用真空阀进行,真空阀将真空工艺室连接至真空泵并且在其设计和技术要求方面不同于进气阀。
3.此外,这样的真空室具有至少一个或两个真空室开口,待加工处理的元件经此可被引导进和/或出真空室。例如在用于半导体晶圆或液晶基材的生产设备中,高度敏感的半导体或液晶元件依次经过几个真空工艺室,在此分别借助一个加工设备来加工所述元件。
4.所述元件例如可以通过机器人安放在升降系统的伸出支承针上并且通过降低支承针可被放置在支座例如电位板(夹头)上。一般承载该元件的机械臂接着被移出所述室。针可以在元件已下放之后被降低,随后与元件分开,即,销与元件之间无接触。在机械臂移动且关闭所述室之后,所述室通常被抽真空并且随后在可以开始元件加工处理时充填工艺气体。
5.进气阀尤其设计用于按规定控制或调节气体流动并且例如就位在真空工艺室(或移送室)和气源、大气或另一真空工艺室之间的管系内。这样的进气阀的开通横截面通常小于真空阀的开通横截面。
6.因为进气阀取决于应用场合地不仅被用来完全打开和关闭开口,也通过在打开位置和气密关闭位置之间连续调节开通横截面来控制或调节流量,故它们也被称为调节阀。
7.当允许工艺气体进入所述室时,该室内的低流体效果以及快速且精确可控的充填是至关重要的。
8.发明目的
9.因此,本发明的目的是提供一种改进的用于真空工艺室的进气阀。尤其是,根据本发明的进气阀允许以工艺气体更快速且更精确可控地充斥被抽真空的真空工艺室。
技术实现要素:
10.本发明涉及一种用于将工艺气体受控输入真空工艺室的进气阀,其中该进气阀包括:气体流通单元,其具有进气口、出气口和自由接近所述进气口和出气口的内体积,其中该气体流通单元具有在内体积中的密封面;具有调节单元的调节装置,其中该调节单元突入内体积中并在该调节装置内可调节地安装在气体流通单元之外,其中该调节单元具有布置在该内体积中的板,其中该板能通过调节装置被置入关闭位置,在关闭位置中该板靠置在密封面上且因此防止气体流动,且该板可通过调节装置被置入打开位置,在打开位置中该板与密封面间隔开并因此允许气体流动;第一柔性密封件,其附接至气体流通单元和调节单元并相对于内体积密封调节单元;和位置确定单元,其布置在调节单元之上或之中并
适于确定该调节单元的相对于板具有固定局部关系的部分的位置。
11.在一个实施例中,进气阀可以包括第二柔性密封件,其中该进气阀包括:气体流通单元,其具有进气口、出气口和自由接近所述进气口和出气口的内体积,其中该气体流通单元具有在内体积中的密封面;具有调节单元的调节装置,其中该调节单元突入内体积中并在该调节装置内可调节地安装在气体流通单元之外,其中,调节单元具有布置在内体积中的板,其中,板通过调节装置可运动到关闭位置中,所述板在关闭位置中靠置在密封面上并因此防止气体流动,并且其中所述板能够借助调节单元被置入打开位置,在打开位置中所述板与密封面间隔开并因此允许气体流动,分别被附接至气体流通单元和调节单元并且密封内体积的两个柔性密封件,和位置确定单元,其布置在调节单元之上或之中并且适于确定调节单元的相对于板具有固定局部关系的部分的位置。
12.根据一个实施例,第一和/或第二柔性密封件可以被附接至板和气体流通单元。
13.其中一个密封件或两个密封件在一个实施例中被设计成膜、特别是金属膜。尤其是,至少其中一个密封件以及与各自密封件对置的板侧面具有大小相似的、尤其完全一样的施压面,由此至少是指获得压力取消,其与存在压力无关地执行该板的运动。这允许更快速地调节该阀。
14.在关闭位置中,该板尤其通过预紧被压靠到密封面上,其中该预紧至少部分自至少其中一个密封件和/或至少部分自布置在内体积外的预紧装置产生。因此,尤其是至少其中一个密封件具有弹簧硬度并且能抵消由预紧造成的主要压力的力。如果预紧至少部分源自预紧装置,则预紧装置被调节装置包围。另外,弹簧件的上述施加表面和/或弹簧刚性可以相互适应,从而产生预紧偏置,其有利地影响到阀的反应时间(例如如果必须仅能快速发生打开或仅仅能快速关闭)。
15.所述板和/或密封面可以具有密封圈,其在关闭位置中受压缩。压缩是因为所述预紧并且允许进气口与出气口以气密方式分隔开。
16.这两个密封件可彼此相互预紧,从而如果调节单元被调节,则该密封件没有产生或仅产生比较低的阻力。
17.所述密封面、板和密封件尤其具有圆形横截面,其中该内体积至少局部呈柱形,并且其中该密封面通过内体积中的肩部形成。
18.该内体积的柱形形状尤其通过作为罩面的气体流通单元和作为底面的密封件形成,其中所述进气口和出气口通过罩面自由接近该内体积。这意味着进气口和出气口均穿过外表面。
19.该调节装置可以是电动的或气动的。
20.尤其是,该板在关闭位置中将内体积分为第一和第二部分内体积,其中该进气口自由接近第一部分体积,该出气口自由接近第二部分体积。
21.出气口尤其自由接近真空工艺室,进气口尤其容易接近气体源。
附图说明
22.从详细说明和图中清楚知道本发明的其它优点。
23.图1示出进气阀的实施例的透视图;
24.图2和图3以两幅不同的截面图示出图1的进气阀;
25.图4详细示出进气阀的内体积;
26.图5a和图5b示出本发明的另一实施例。
具体实施方式
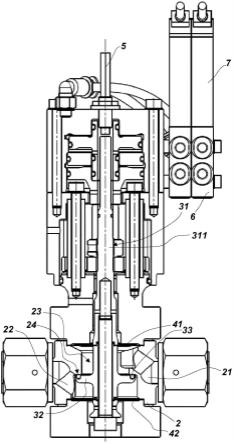
27.图1至图3示出进气阀1的实施例,进气阀具有气体流通单元2,其具有进气口21、出气口22和内体积23,其中,内体积23自由接近进气口21和出气口22,并且其中气体流通单元具有在该内体积中的密封面24。
28.调节装置3包括调节单元31和板32,其中该调节单元31突入内体积23中并在调节装置3中可调节地安装在气体流通单元2外,其中该板布置在内体积23内并且可通过调节装置3运动到关闭位置,在关闭位置中该板32靠置在密封面24上并因此防止气体流动。通过调节装置3,该板还能被置入打开位置,在打开位置中该板32与密封面24间隔开并因此允许气体流动。
29.进气阀1也具有两个柔性密封件41、42,它们在所示例子中被设计成膜。每个密封件被附接至气体流通单元2和调节单元31,因此密封该内体积23。
30.位置确定单元5位于调节装置3处并被设定用于确定调节单元31的上端的位置。在所示例子中,调节单元31具有几个彼此固定连接的部件,从而测量装置(调节单元31的上端)所在位置相对于所述板具有固定的局部关系。因此,该板的位置可以在任何时候被无中断地确定。换言之,所述板32被固定连接至调节31,而调节单元31的位置确定同时对应于用于板32的位置确定。通过确定板位置,尤其是不断地或连续地,可以对阀进行主动控制(和/或调节),并因此对气流进行主动控制。有利地,可以省略取决于当前阀控制的实际气体流动(作为受控变量)的下游(在出气口之后)确定。
31.图1以从外侧看的透视图示出进气阀1,其中在所示例子中也设有气动装置6和控制单元7,它们可被用来控制该调节装置3。在其它实施例中,调节装置3可以通过电动机来操作。
32.连接机构81和82均分别设置用于进气口21和出气口22。至气体源的管线和至真空工艺室的管线可以通过这些机构连接。
33.图3示出图2的进气阀1的截面图,但以不同的视角,从而可以看到安装在调节装置3内的螺旋弹簧91、92。板32在关闭位置中通过弹簧中的预紧被压到密封面24上。密封圈33提供气密密封。该密封圈尤其由弹性体材料、热塑性塑料、金属等构成。它可以具有适应于板形状的形状(例如o形圈)并且可被硫化至所述板上。
34.密封圈可被嵌置在板32(如在此所示)或(在其它实施例中)密封面24中。
35.此外,密封件41和42可相互撑靠,从而未产生被施加至调节单元31的力。但是,这将在使板32与密封面24间隔开时、即阀打开时作用于调节方向的任意力最小化。这是因为其中一个密封件在阀打开时接近其初始位置,而另一个密封件通过调节路径继续(仍)拉紧。这一方面减小且另一方面理想地增大、理想地相互抵消、但至少最大程度地减小在调节期间所造成的阻力。因此,当该阀被打开或关闭时由预紧装置(弹簧91和92)造成的(实质上)预紧只须被克服。该密封件尤其是金属膜。
36.图4详细示出气体流通单元2、尤其是可在其中调节的板32和两个柔性密封件41、42,柔性密封件被夹紧在气体流通单元2和调节装置3之间或者在所示实施例中被夹紧在气
体流通单元2和配对件10之间。这种夹紧可以通过螺纹连接来获得(见图3中的101和102)。
37.柔性密封件41、42安置在调节单元31上也可通过图4所示的夹紧进行。调节单元31包括杆311、还有螺钉312、以及套筒313和板32。螺钉312被拧入杆311中,其中一方面,密封件41被夹紧在杆311和板32之间,另一方面,密封件42被夹紧在板32和套筒313之间。本领域技术人员知晓用于将密封件连接至调节单元的众多其它可能设计,从而该板可以在内体积23中被调节。
38.示出均具有圆形横截面的内体积23、板32、密封面24、轴311、套筒313、密封件41、42、密封圈33。内体积23尤其如图所示为空心柱形。当这些部件也可以是椭圆形、矩形或以任何轮廓制造时不一定是这种情况。密封面24在此也被示出为在第一部分体积231内的肩部,第一部分体积自由接近进气口21,其中这导致在第一部分体积中的较小横截面。在其它实施例中,密封面24的肩部又回退至也在第二部分体积232中被示出的正常高度,第二部分体积自由接近出气口22。罩面也可以具有不同的形状且不一定朝向空心柱形。
39.第一部分体积231形成在内体积23的罩面与板32的上轴向部分的罩面之间的环中,并且在轴向上由密封件41和前板面限定。第二部分体积232呈环形形成在内体积23的罩面与板32的下轴向部分的罩面之间,并且在在轴向上由密封件42和后板面限定。
40.控制单元7尤其被设计成按照规定方式调节该板32。关闭位置(板32被压到密封面24上)可以单纯被动地获得,即借助可能的预紧(预紧装置和/或密封件),或在控制单元7的控制下通过调节装置3的相应主动调节。板32的打开位置意味着板32被抬离密封面24。板32的抬起程度在此情况可通过调节装置3被限定,调节装置由控制单元7相应控制。除了限定的目标值(按某个距离的关闭位置、打开位置),控制单元7也可以被设定为经过板32的规定横向路径。这意味着,为了获得避免涡流的轻松打开过程,板32能以很低的开始速度被抬离密封面24,随后在某个距离之后获得更快速的抬离速度。在其它实施例中,阀可以按照规定的“脉动”方式被打开,使得工艺气体可以被送入夹头内的工艺室中。
41.为了由控制单元7控制调节单元31,位置确定单元5尤其被连续读取和用作反馈。
42.利用这样的具体控制,也总是考虑相对高的压力主要存在于气体流通单元2的进气口21处(因为连接的气体管线或气缸),并且在0bar与气源正压之间的压力可以主要存在于出气口22处。
43.根据本发明的进气阀的一个优点是,供应气体基本上可累积在进气口21所自由接近的第一部分体积中。当进气阀1被打开时,该供应气体能以流体有利的急速方式行经至第二部分体积232。对照这些流体优势,本发明的进气阀也具有很小的尺寸。
44.另一优点在于如图在此所示呈膜41、42状的柔性密封件。在进气阀1启闭时出现的压力变化可通过这些密封件被减弱,这增强整个系统的耐用性。
45.图5a和图5b显示了本发明的另一个实施例。图5a示出了具有调节装置103、气体流通单元102和位置确定单元105的进气阀100。该实施例特别是通过气体流通单元102的设计以及通过(仅)膜141的密封而不同于根据前述附图的实施例。
46.图5b示出了穿过气体流通单元102的截面。阀关闭件或阀板132布置在阀100的内体积中并且可通过调节装置103的杆131线性移动。阀板132固定地连接到杆131。阀100在此显示为打开状态,即,气体或流体可以通过进气口121经由内体积流到出气口122并流经出气口122。在这种情况下,阀板132与设置在气体流通单元102内的密封面124间隔开。在示出
的实施例中,阀板132包括密封件133。然而,可以理解,根据替代实施例,密封件133可以布置在密封面124上。
47.由于板132与杆131的固定且特别是刚性连接,板132的位置可以直接通过位置确定单元105确定,该位置确定单元105可以确定杆131(作为一部分调整单元)的线性位置。位置确定单元105因此能够确定阀是关闭还是打开,以及确定密封面124与阀板132或密封件133之间的可能距离有多大,即,现有的开口横截面有多大,以及因此当前流经阀100的可能体积流量有多大。
48.被设计为柔性密封件的膜141相对于调节单元103提供内体积的柔性密封。为此目的,膜141一方面连接到气体流通单元102,另一方面连接到调节单元,在这种情况下连接到板132或杆131。
49.这些图总是示出板32或132,其具有上、下轴向部分(空心轴段)。在其它实施例中,板32或132可以只是盘,其中该板32或132的上下部分可以被沿轴向相对于盘被密封的简单的空心轴取代。此外,这些图总是示出板32或132,其在气流方向上被打开,即它根据图从上到下被调节移动。但在其它实施例中,所牵涉的这些部件也可以如此设计和布置,该板从上方被压到密封面上以到达关闭位置,并上移以到达打开位置。
50.尽管已经基于其优选实施例解释了本发明,但可以做出诸多其它改变和变化而未超出本发明范围。因此规定,所披露的权利要求书涵盖包含在本发明的实际范围内的改变和变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1