用于提高表面层硬化的滚动轴承滚道的承载能力的方法以及用于对其硬轧的轧制装置与流程
1.本发明涉及一种根据权利要求1的前序部分所述的用于提高表面层硬化的滚动轴承滚道的承载能力的方法、以及一种根据权利要求13所述的用于对表面层硬化的滚动轴承滚道进行硬轧的轧制装置。
背景技术:
2.从de 10 2016 114 895 a1中已知一种用于提高表面层硬化的滚动轴承滚道的承载能力的方法。其中,通过轧制硬化的表面区域改变了残余应力的分布,并且尤其是减小了位于硬化表面层下的最大残余拉应力。在轧制过程中表面压力实现为在3500至5500mpa之间。优选地,所使用的轧辊包括滚动体,使得直接以正确的滚道宽度轧制滚动轴承套圈。缺点是该方法虽然可以提高滚动轴承滚道的静态承载能力,但轴承的动态长期承载能力下降,这意味着滚道的平均寿命降低,因此也降低了轴承的平均寿命。
3.从de 10 2015 201 644 a1和ep 2 771 585 b1中已知用于处理硬化表面的另外的轧制方法。该方法的目的是通过深轧以在金属表面下直接产生残余压应力,即冷加工材料使其固化并形成残余压应力。这样通常可以在淬硬钢中直接在表面至几百微米的深度区域上产生显著量级的残余压应力。轧制采用直径为1至9mm的圆柱滚动体。这种方法的缺点是只能影响硬化表面层本身的特性而不提高静态承载能力,该静态承载能力在表面层硬化的滚动轴承滚道中受限于硬化表面层下的残余应力分布。
技术实现要素:
4.因此,本发明的目的在于提出一种用于提高表面层硬化的滚动轴承滚道的静态承载能力的方法和轧制装置,其中还提高了滚道的使用寿命。
5.该目的通过具有权利要求1的特征的用于提高表面层硬化的滚动轴承滚道的承载能力的方法以及具有权利要求13的特征的轧制装置来实现。
6.由此,本发明规定了一种提高滚动轴承套圈元件的表面层硬化的滚动轴承滚道的承载能力的方法,该方法包括以下步骤:
[0007]-提供滚动轴承套圈元件,其具有未硬化的核心区域和至少部分地以一定的表面硬化深度硬化的表面层,其中在硬化的表面层的区域中形成滚动轴承滚道,
[0008]-用至少一个轧辊对滚动轴承滚道进行硬轧,其中,
[0009]-该轧辊的直径选择为在表面硬化深度的8至25倍的范围内,
[0010]-将在硬轧过程中在轧辊与滚动轴承滚道之间的滚轧接触部中存在的表面压力调节在2000mpa至3300mpa之间的范围内,并且
[0011]-在硬轧之后对滚动轴承滚道进行切削加工。
[0012]
因此,根据本发明,在硬轧过程中使用了比现有技术更低的表面压力。这是基于如下认识,即,在滚动轴承套圈元件的核心区域中,由3500至5500mpa范围内的已知表面压力
所引起的塑化虽然特别有效地有助于减小最大残余拉应力(特别是较高的表面压力会引起静态承载能力的显著提高),然而,由于引入材料的微观结构变化,这种塑化同时也导致核心区域中的材料的动态变形能力的减小。如果轴承承受持续的动态载荷,滚动轴承套圈的核心区域中会较早地出现微裂纹,这些微裂纹可能扩展成较大的疲劳断裂,从而损害滚道的使用寿命。根据本发明使用的表面压力在2000mpa至3300mpa(赫兹应力)的范围内,结合与表面硬化深度相比较大的轧辊直径,在硬轧时实现深度效应,其中对应于负载应力和残余应力之和的等效应力虽然超过了核心区域中的滚动轴承套圈元件的屈服强度,但同时,使由此产生的核心区域中的塑性变形最小化。在2300mpa至2800mpa范围内的表面压力下可在温和的材料加工与同时有效降低残余应力之间达到特别好的折衷。
[0013]
此外还发现,硬轧步骤会引起滚动轴承滚道中的表面结构变化,这可能导致在滚动体滚动时出现应力峰值,从而可能损坏滚道和滚动体。因此,根据本发明规定,在硬轧步骤之后,通过切削加工去除表面结构变化,以进一步提高滚道的使用寿命。
[0014]
在优选的实施例中,滚轧接触部中的表面压力选择为使得在未硬化的核心区域中产生的负载应力为未硬化的核心区域的屈服强度的至多0.9至2倍,优选为1.2至1.5倍。未硬化的核心区域始于表面硬化深度约1.1倍的表面距离处。在本发明的上下文中,负载应力应理解为对应于通过硬轧引入滚动轴承元件的真实的多轴应力状态、并且能够与(一维)材料特征屈服强度进行比较的等效应力。优选地,负载应力使用形状改变比能假说来计算。为了有效减小核心区域中的最大残余拉应力,需要使负载应力和残余应力之和的等效应力超过核心材料的屈服强度,从而可以通过重新分布来减小残余应力。如果未硬化的核心区域的负载应力不超过滚动轴承套圈元件的材料的屈服强度的0.9至2倍,则核心材料的塑性变形尽可能减小。尤其是避免了与局部超过材料的抗拉强度时可能会出现的一样的微裂纹。此外,通过对滚动轴承滚道的温和加工,极大地保留了滚动轴承滚道的塑性变形能力。
[0015]
特别优选的是,滚轧接触部中的表面压力选择为使得通过硬轧在核心区域中发生至多5%的塑性应变。通过将塑化降低到5%的应变,避免了核心材料在更长距离上的流动。由此保留了材料的原始微观结构,并且通过核心材料的局部膨胀/压缩减小了残余应力。
[0016]
优选地,滚动轴承套圈元件由滚动轴承钢(例如42crmo4)形成。
[0017]
优选地,在硬轧过程中,滚动轴承滚道被滚轧1至100次之间,特别优选2至10次之间。第一次滚轧时对最大残余拉应力的减小效果最大。然而,已经发现,恰恰是在使用与现有技术相比较低的表面压力时,后续的滚轧也可以显著有效地有助于减小最大残余拉应力。尽管10次以上的滚轧也有可衡量的效果,但从经济角度来看则往往不再值得。
[0018]
为了减小在规定的表面压力下由用于硬轧的轧制装置所吸收的力,有利的是,滚轧接触部的宽度至多为滚动轴承滚道的宽度的2/3,并且滚动轴承滚道在多个相互重叠的路径上被硬轧。
[0019]
在优选的实施例中,轧辊具有侧面,该侧面被设计成在纵向截面中至少在滚轧接触部的边缘区域中呈凸形弯曲。由于轧辊在边缘区域中弯曲,所以滚动轴承滚道中滚轧接触部的边缘处的过度应力减小。由此保护了滚动轴承滚道的表面并且减少了出现的表面结构变化。由此减少了切削再加工的工作量。对于比滚动轴承滚道窄的轧辊,特别优选凸曲面设计,从而避免滚动轴承滚道中的磨损。
[0020]
优选地,滚动轴承套圈元件被制造为具有至少在滚动轴承滚道的区域中的加工余
量。在此,加工余量优选地对应于预期的最大表面结构变化。以这种方式,可以减少切削再加工的工作量。
[0021]
在优选的实施例中,提供滚子轴承的滚动轴承套圈作为滚动轴承套圈元件,为进行硬轧,通过在滚动轴承套圈之间引入至少一个滚子列来组装滚子轴承,其中该滚子列包括作为轧辊的至少一个具有径向过盈的超尺寸滚子,并且通过轴向作用的载荷将表面压力引入滚子轴承中。这样做的好处是,硬轧不需要单独的轧制装置。通过旋转装有至少一个超尺寸滚子的负载轴承的滚动轴承套圈来进行硬轧。为此,例如可以将下滚动轴承套圈固定,并例如借助于液压缸或重物相应地加载上滚动轴承套圈并使其相对于下滚动轴承套圈旋转。在上滚动轴承套圈旋转一圈或多圈后,就完成了对滚动轴承滚道的硬轧。
[0022]
如果滚子轴承包含至少两个滚子列,并且滚动轴承套圈中的至少一个滚动轴承套圈具有至少两个可轴向相互夹持的分套圈,以将滚子列形状配合地锁定在滚动轴承套圈之间,则轴向作用的载荷也通过分套圈的轴向相互夹持施加。由此也不再需要对轴承施加外力作用的装置。分套圈可以例如通过拧接被轴向地相互夹紧。
[0023]
在根据本发明的方法的优选的实施例中,至少三个超尺寸滚子分布在滚动轴承滚道的圆周上并作为轧辊被装入滚子轴承中。由此,滚动轴承套圈之间的载荷传递可以均匀化,并且可以减少套圈在硬轧过程中的变形。在此,特别优选地,超尺寸滚子在滚道宽度的不同的、相互重叠的分区上具有径向过盈。
[0024]
为了提高滚动轴承套圈在硬轧过程中的尺寸精度,还优选的是,至少一个滚子列被滚子完全占满。
[0025]
根据本发明的方法优选用于制造直径大于1000mm的大型滚动轴承。该方法尤其适用于制造风力涡轮机的转子轴承。因此,本发明也涉及一种用于风力涡轮机的转子轴承,其包括至少一列圆锥滚子或圆柱滚子,其中转子轴承的滚动轴承滚道通过实施前述方法来制造。
[0026]
根据本发明,该目的通过一种用于对滚动轴承套圈元件的表面层硬化的滚动轴承滚道进行硬轧的轧制装置来实现,该轧制装置包括:支撑装置,其具有用于支撑滚动轴承套圈元件的至少一个支撑辊;以及通过铰接在支撑装置上的至少两个拉杆保持的轭部。在此,轭部连同拉杆与支撑装置形成封闭的框架,滚动轴承套圈元件能够在硬轧过程中被引导穿过该框架。轧制装置还包括轧辊架,该轧辊架液压支撑在轭部上并被安装为借助于定位装置沿轭部的纵向方向可移动,在该轧辊架中安装有为加工滚动轴承滚道而设置的至少一个轧辊。
[0027]
通过封闭的框架可以以简单且受控的方式相对于滚动轴承元件的滚动轴承滚道建立轧辊的表面压力。在此,轧辊能够通过轧辊架的移动相对于滚动轴承滚道定位。为了进一步定位,可以将一根或多根拉杆设计为长度可调节。尤其是在使用宽度小于滚动轴承滚道的轧辊时,可以设置为,轧辊架在硬轧过程中优选在改变路径时无负载地沿着轭部移动。由此,整个滚动轴承滚道可以在相互重叠的路径中依次被硬轧。优选地,轧辊架能够借助于丝杠沿轭部的纵向方向移动。
[0028]
为了对作为滚动轴承套圈元件的封闭的滚动轴承套圈的滚动轴承滚道进行硬轧,有利的是,封闭的框架被设计成能够打开以容纳和移除滚动轴承套圈元件。
[0029]
在轧制装置的优选的实施例中,轧辊架通过至少一个可加压的液压缸支撑在轭部
上。
[0030]
此外优选地,轧辊被设计成初级轧辊,其由在负载方向上可移动地布置在轧辊架中的导向轴承支撑,并且在轧辊架中安装有至少一个次级轧辊,其与初级轧辊相比具有更大的直径,初级轧辊在圆周侧支撑在该次级轧辊上以分散负载。通过借助于可滑动的导向轴承安装初级轧辊使较小的初级轧辊保持位置,其安装无需设计为用于吸收全部滚轧载荷。滚轧载荷通过至少一个次级轧辊的较大尺寸的轴承分散。
[0031]
其他有利实施例可以在下文的描述和从属权利要求中找到。
附图说明
[0032]
下面参照附图中所示的实施例更详细地解释本发明。
[0033]
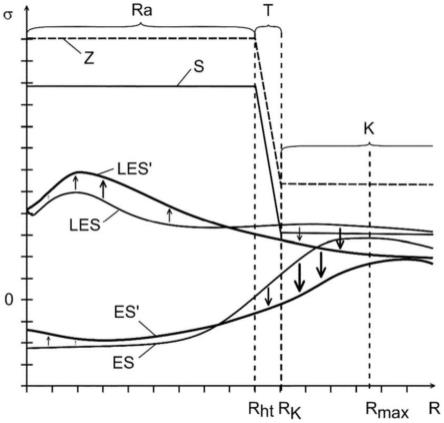
图1示意性地示出了在表面层硬化的滚动轴承套圈元件中由不同直径的轧辊所引起的负载应力(无残余应力)的分布与滚动轴承套圈元件中的抗拉强度、屈服强度和残余应力分布的关系,
[0034]
图2示意性地示出了在表面层硬化的滚动轴承套圈元件中由使用不同的表面压力进行的轧制所引起的负载应力的分布与滚动轴承套圈元件中的抗拉强度、屈服强度和残余应力分布的关系,
[0035]
图3示意性地示出了在硬轧过程中由负载应力和残余应力引起的滚动轴承套圈元件中的总等效应力,以及示出了硬轧前后的残余应力分布,
[0036]
图4a-c以滚动轴承套圈元件的截面图示意性地示出了根据本发明的方法的过程,
[0037]
图5a示意性地示出了在具有超尺寸滚子的双圆锥滚子轴承中对滚动轴承滚道进行硬轧的步骤,
[0038]
图5b以详细视图示出了图5a的局部x,
[0039]
图6示意性地示出了一组超尺寸滚子,它们能够在滚动轴承中用于在相互重叠的路径上对滚动轴承滚道进行硬轧,
[0040]
图7示意性地示出了根据本发明的轧制装置在加工滚动轴承套圈元件的外滚道的情况下的实施例,
[0041]
图8示意性地示出了在加工滚动轴承套圈元件的内滚道的情况下,具有打开的框架的根据图7的轧制装置,
[0042]
图9a示意性地示出了根据图8的轧制装置的截面图,以及,
[0043]
图9b示意性地示出了根据图8的轧制装置的轧辊架的截面细节图。
具体实施方式
[0044]
在不同的附图中,相同的部件始终具有相同的附图标记并且因此通常仅分别被命名或提及一次。
[0045]
图1示出了表面层硬化的滚动轴承套圈元件的材料特性和由不同直径d的轧辊或滚动体所引起的负载应力分布。
[0046]
横坐标表示到滚动轴承套圈元件表面的距离r,纵坐标表示应力σ(等效应力、残余应力、许用应力-如抗拉强度和屈服强度)。滚动轴承套圈的材料(优选为钢)具有质地不同的三个区域:硬化的外层ra,其从表面延伸至表面硬化深度rht处,并且其特征在于抗拉强
度z和屈服强度s较高;从表面距离rk处起始的未硬化的核心区域k,其与外层ra相比具有较低的抗拉强度z和屈服强度s;以及位于这些区域之间的过渡区域t,在该过渡区域中,抗拉强度z和屈服强度s逐渐下降到核心区域k的值。过渡区域t通常具有约0.1ra的深度,因此通常适用rk=约1.1rht。
[0047]
由于滚动轴承套圈元件的表面层硬化,残余应力es被引入材料,其质的变化也在图1中示出。在硬化外层ra中存在残余压应力(σ<0)。外层ra中的残余压应力提高了滚动轴承套圈元件在滚道表面上的强度。在过渡区域t中,残余压应力转变为残余拉应力(σ>0),该残余拉应力在核心区域k中、于表面距离rmax处达到其最大值。
[0048]
对于表面层硬化的滚动轴承套圈的滚动轴承滚道,当引入到材料中的、由轧辊或滚动体引入的负载应力与材料中存在的残余应力的总等效应力超过材料的屈服强度s时,就会发生永久性的形状变化。硬化外层ra中的屈服强度s提高并且外层ra中的残余压应力es抵消了负载应力ls,而在屈服强度s较低的核心区域k中,存在的残余拉应力es和负载应力ls相加得到较大的总等效应力。
[0049]
图1中示出了针对不同直径d的轧辊或滚动体的不同的负载应力曲线ls。在此,单点划线对应于最大直径,连续点线对应于最小直径。从图1可以看出,负载应力曲线在硬化外层ra区域中具有最大值,然后向核心区域k下降。对于不同的直径d,最大负载应力基本保持不变,但该最大值向更大的表面距离r处位移。由此,核心区域k中产生的负载应力增加。因此,在滚轧接触部中,在恒定的表面硬化深度ra和恒定的表面压力p下,滚动体直径d的增大会导致在未硬化的核心区域k中超过屈服强度s。
[0050]
在大型滚动轴承应用的许多技术领域中,可以随着技术进步通过扩展设备来实现效率的提高。出于这个原因,需要尺寸越来越大的具有表面层硬化的滚道的滚动轴承,例如用于支承风力涡轮机的主转子。这也增大了轴承中使用的滚动体(主要是圆锥滚子和圆柱滚子)的直径。通过使用更大的滚动体,在滚轧接触部中表面压力恒定的情况下,轴承可以支撑更大的力。
[0051]
滚动轴承的设计需要考虑持续运行负载和极端负载。这些不得导致轴承损坏。持续允许的运行负载受限于在深度rk=约1.1rht处出现的负载应力与屈服强度s的关系。
[0052]
相反,允许的极端负载主要决定于由极端负载引起的滚道表面的永久变形。在实践中,回转支承的设计通常使用zwirlein的方法(zwirlein et al.(1983),case depth for induction hardened slewing bearing rings,sae technical paper series 831371[zwirlein等(1983),感应淬火回转支承套圈的表面层深度,sae技术论文系列831371])。为了达到此处规定的静态承载能力,必须避免超过核心区域k中的屈服强度s。为此,通常随着滚动体的直径d的增加而增加表面硬化深度ra,由此使核心区域k承受较低的负载应力。在实践中,已经建立了表面硬化深度ra与滚动体直径d之比为10%的规则。
[0053]
与此不同的是,风力涡轮机的主转子轴承的静态承载能力使用iso 76标准进行评估。该标准对滚动体滚道的允许塑性变形与滚动体直径的关系有更严格的要求,这会降低从回转支承转变为转子轴承时的静态承载能力。
[0054]
这种更严格的要求将增加表面硬化深度rht的已知方法推到了极限。感应淬火可达到的表面硬化深度rht受待硬化材料、其热处理状态和所使用的设备技术/工艺的限制。由于设备和工艺的原因,在感应全表面硬化的滚道中,对于65-120mm的大滚动体直径d,“10%规则”已经是有限的。
[0055]
替代性地,可以考虑的是,通过选择不同类型的钢作为基材来提高核心强度。由于由此对合金元素的需求增加和加工成本的增加,这也会导致成本的显著增加。
[0056]
因此,为了提高表面层硬化的滚动轴承滚道的静态承载能力,根据本发明的方法遵循不同的方案。滚动轴承套圈元件的表面层硬化通常以感应方式进行。根据本发明的方法在其他表面层硬化(例如渗碳硬化)的滚动轴承套圈元件上的应用也包括在本发明中。如已经参考图1所解释的,限制静态承载能力的滚动轴承滚道的允许变形受到核心区域k中存在的残余拉应力的支持,因为它们增加了核心区域k中的负载应力和残余应力的总等效应力les。因此,根据本发明的方法旨在降低核心区域k中的残余拉应力,由此,相同的负载应力ls引起滚动轴承滚道2的较小变形。相对于静态负载,滚动轴承滚道的最大残余拉应力的降低和与此相关的硬化效果可以通过轧制过程来实现,因此可以称该压制过程为硬轧。
[0057]
引入核心区域k的负载应力ls对最大残余拉应力的降低具有决定性意义。该负载应力ls基本上可以通过参数轧辊直径d(见图1)和表面压力p(见图2)进行调整。图2展示了在相同的轧辊直径下由不同的表面压力所产生的负载应力。单点划线在此对应于最高表面压力。
[0058]
图3示出了通过根据本发明的方法最大残余拉应力的减小以及由此产生的滚动轴承滚道更高的静态承载能力。曲线es表示硬轧前的残余应力的分布,曲线es'表示硬轧后的残余应力的分布。在硬化外层ra中的残余压应力略有减小,而核心区域k中的残余拉应力剧烈降低。在硬轧过程中,负载应力和残余应力的组合总等效应力les超过了核心区域k中的屈服强度s,由此通过重新分布引起残余拉应力的降低。滚动轴承滚道在硬轧后以相同的负载应力重新加载会产生核心区域k中较低的组合总等效应力les',该总等效应力在其整个分布中保持低于屈服强度s。滚动轴承滚道的静态承载能力因此通过硬轧过程而提高。
[0059]
在图4a至图4c中示意性地示出了根据本发明的用于提高滚动轴承套圈元件1的表面层硬化的滚动轴承滚道2的承载能力的方法的实施。在图4a中,首先提供滚动轴承套圈元件1,其具有未硬化的核心区域k和至少部分地以一定的表面硬化深度硬化的外层ra,其中在硬化的外层ra的区域中形成滚动轴承滚道2。接着,用直径d为表面硬化深度的8至25倍的轧辊3对滚动轴承滚道2进行硬轧。在轧辊3与滚动轴承滚道2之间的滚轧接触部4中,硬轧过程中存在的表面压力被调节到2000mpa至3300mpa之间的范围内。为此,轧辊3优选地在基本上垂直于滚动轴承滚道的负载方向l上负载。
[0060]
通过在硬轧过程中用直径足够大的轧辊在滚道上施加表面压力,基材中的塑性变形直接在硬化表面层的边界处开始,在此处,除了负载应力外,材料还负荷了高于屈服强度s的原始有效残余应力。在滚道表面卸压之后,在经轧制的滚动轴承滚道8中留有可测量的形状偏差(凹痕/轨迹)(见图4b)。
[0061]
在以指定参数进行硬轧的过程中产生了滚动体直径d的千分之几的表面结构变化7。这些表面结构变化通过在硬轧后对滚动轴承滚道2进行切削加工来去除,从而产生平坦的、经过切削加工的滚动轴承滚道9(见图4c)。这样处理的滚道可以以小得多的形状偏差承受相同类型和大小的重新载荷并且由此具有更高的静态承载能力。切削加工可以使用特定或不特定的切削刃进行。
[0062]
为了在不负面影响滚动轴承滚道的动态长期负载能力的情况下实现减小核心区
域中的残余拉应力的期望效果,对于根据本发明的教导而言,所要求的表面压力p和轧辊直径d的组合是必不可少的。
[0063]
通过在8到25倍表面硬化深度rht的范围内选择轧辊直径d,确保了在必要的材料深度内负载应力ls的作用。与其他已知的用于深轧淬硬轴承套圈的方法不同,根据本发明的硬轧不再寻求残余压应力的进一步积累或大体积的材料硬化(位移形成)。相反,根据本发明的方法降低了高残余应力峰值(例如在夹杂物处出现的),使得在轴承运行过程中在这些区域中产生较小的应力波动并且因此得到较高的动态承载能力/使用寿命。为了进一步提高尺寸稳定性和承载能力,可以优选在深轧之前或之后进行热松弛,例如在160-180℃下。所使用的轧辊优选地具有与随后在轴承中使用的滚动体大致相同的直径d。
[0064]
在采用权利要求1中规定的轧辊直径d和表面压力p的参数范围进行硬轧时,可以同时实现:
[0065]-硬化外层ra下的材料在核心区域k中被塑化并且该区域中的残余拉应力减小,
[0066]-在没有几何干扰(例如夹杂物)的区域中,硬化外层ra(高于表面硬化深度rht)中的材料基本上受到弹性负载并且最多经历轻微的塑化,因此,与已知的深轧工艺相比,来自硬化和淬火的热处理的残余压应力保持不变或减小,并且
[0067]-在存在几何干扰(例如夹杂物)的区域中,硬化外层ra(高于表面硬化深度rht)中的材料在塑性范围内受到负载。
[0068]
通过根据本发明的方法产生的残余应力再分布(大体积在核心区域k中以及局部地在硬化表面层中的不连续处和夹杂物处)导致经处理的轴承的静态和动态承载能力以及尺寸稳定性提高。
[0069]
根据本发明的有利扩展方案,在硬轧过程中所使用的表面压力不应超过在轴承运行中所预期的核心区域k中的最大静态载荷。虽然较大的表面压力原则上会导致最大残余拉应力的更快和更有效的降低,但这同时也引起了滚动轴承套圈在持续负载下的变形能力的降低并且由此造成预期使用寿命的降低。
[0070]
基于这种考虑,滚轧接触部4中的表面压力优选地选择为使得在未硬化的核心区域k中产生的负载应力ls至多是未硬化的核心区域k的屈服强度s的0.9至2倍,优选1.2至1.5倍。如上所述,滚动轴承的动态长期负载能力例如由核心区域k的起始处rk=约1.1rht的屈服强度s的约0.6倍的等效应力得出(即例如根据zwirlein et al.(1983),sae technical paper series 831371[zwirlein等(1983),sae技术论文系列831371])。在设计滚动轴承时,动态长期负载能力与静态极端负载之间的常用系数在1.5到3.3的范围内,尤其是在2到2.5之间,由此产生硬轧过程中的负载应力ls的规定范围。
[0071]
此外,在根据现有的表面硬化深度rht或残余应力es以及所对应的材料参数(表面层材料和核心材料的抗拉强度z和屈服强度s)选择轧辊直径d和表面压力时,优选满足以下标准:
[0072]
与核心区域k中的材料相关的标准:
[0073]
a)优选这样选择滚轧接触部4中的表面压力p,即,使得通过硬轧在核心区域k中发生至多5%的塑性应变。由于来自合成的负载应力ls和有效原始残余应力es的总等效应力les的负载,核心区域k中的塑性变形可以在考虑到屈服强度s和/或抗拉强度z的条件下例如在有限元模拟中预先确定。
[0074]
b)优选地,来自负载应力ls和有效原始残余应力es的总等效应力les的负载在核心区域k中至少分段地——特别是在从核心区域的起始处rk(=约1.1
×
rht)至最大残余拉应力的表面距离处rmax的区段中——高于核心区域k的屈服强度s。
[0075]
与硬化外层ra中的材料相关的标准:
[0076]
c)优选这样选择滚轧接触部4中的表面压力p,即,使得通过硬轧在外层ra中发生至多2%的塑性应变。由于来自合成的负载应力ls和有效原始残余应力es的总等效应力les的负载,表面区域中的塑性变形可以在考虑到上述材料参数的条件下在计算机模拟中(例如在有限元模拟中)预先确定。
[0077]
d)优选地,来自负载应力ls和有效原始残余应力es的总等效应力les的负载在硬化外层ra中的夹杂物和不连续处高于屈服强度。其优点在于,在硬化表面层中也提前出现最大轧制应力。由此能够降低在可能存在的夹杂物边缘处的应力峰值。这在运行过程中会抵消夹杂物边缘处的裂纹扩展。
[0078]
特别优选地,基于计算机模拟选择参数表面压力p和滚动体直径d以匹配滚动轴承套圈元件的材料特性。由此可以优化可满足的上述标准的数量。
[0079]
根据本发明,在硬轧过程中的滚轧次数应该在1至100之间。优选进行2至10次滚轧。
[0080]
原则上也可以设想,代替用轧辊在滚道表面上滚动进行的硬轧,而以小间隔将轧辊压上滚道表面来进行硬轧。这种“硬压”应理解为包括在术语硬轧中。
[0081]
如果有足够的轧制力,可以同时在整个滚道宽度b上进行硬轧。然而,替代性地,滚轧接触部4的宽度b例如最高为滚动轴承滚道2的宽度b的2/3,并在多个相互重叠的路径上对滚动轴承滚道2进行硬轧。在这种情况下,只需提供较低的轧制力。有利的是,滚轧接触部4的最小宽度b为滚动体直径d的10%。
[0082]
为了减小滚轧接触部边缘处的应力峰值,轧辊3优选地具有侧面5,该侧面被设计成至少在滚轧接触部4的边缘区域6中在纵向截面中呈形弯曲。
[0083]
在图5a和图5b中示意性地示出了具有超尺寸滚子的双圆锥滚子轴承中对滚动轴承滚道进行硬轧的步骤。
[0084]
在此,提供滚子轴承10的滚动轴承套圈20、30作为滚动轴承套圈元件,为进行硬轧,通过在滚动轴承套圈20、30之间引入两个滚子列40来组装滚子轴承10,其中滚子列40包括至少一个径向过盈51的超尺寸滚子50作为轧辊,并且通过轴向作用的载荷将表面压力引入滚子轴承10中。
[0085]
图5a所示的滚子轴承10为双圆锥滚子轴承,其包含两个滚子列40,其中,为了将滚子列40形状配合地锁定在滚动轴承套圈20、30之间,滚动轴承套圈20、30中的至少一个具有两个可轴向相互夹持的分套圈21、22,并且通过分套圈21、22的轴向相互夹持来施加轴向作用的载荷。为此,两个分套圈21、22通过共同的紧固螺栓23拧紧在邻接结构上。该邻接结构在此例如由布置在转台60上的第一板65形成。
[0086]
在此,轧制力的大小由超尺寸滚子50的过盈量、由紧固螺栓23所施加的预应力vs和结构的弹性特性得出。对于所得出的轧制力而言,预应力vs和轧辊的过盈量是决定性的、可调节的值。
[0087]
另一个滚动轴承套圈30通过紧固螺栓24固定在固定的邻接结构上。在图5a中,该
固定的邻接结构由固定的支架70和第二板75形成。轧制可以通过驱动转台60来进行。通过将静止的套圈30相对于已驱动的转台60固定,使滚动轴承套圈20、30中的一个进行旋转运动,其中滚动轴承套圈20、30的滚道2被超尺寸滚子50滚轧过。由此,通过一圈或多圈的运转实现对整个滚动轴承滚道2的硬轧。
[0088]
图5b中示出了图5a的局部x。通过拧接将预应力vs引入轴承,该预应力在超尺寸滚子上将所需的轧制力施加到滚道表面上。所产生的力流kf在图5b中作为示例示出。
[0089]
滚动轴承套圈20、30优选至少在滚动轴承滚道的区域中被制造为具有加工余量。
[0090]
滚子轴承10优选地在滚子列40中配备全部数量的滚子。其优点在于,滚子轴承10在轧制过程中也保持尺寸精确,即滚动轴承套圈20、30相对于彼此的位移受到限制并且每个滚动轴承套圈20、30的形状偏差最小化。由此确保了滚动轴承滚道在滚道的圆周和宽度上均匀地塑化。由于超尺寸滚子50的径向过盈,超尺寸滚子50周边的滚子被卸压,相应地对尺寸精度的贡献较小或根本没有,也可以被省略。超尺寸滚子50的数量决定了必要的驱动扭矩,该驱动扭矩对于转台60的旋转并因此对于硬轧是必要的。
[0091]
所有滚子(包括超尺寸滚子50)的长度优选地对应于滚道宽度b(或待硬轧的区域的宽度)。在此,轧辊的轮廓(外形)和过盈量的选择应使得在轧制过程中在所有的滚道区域中都出现期望的表面压力并且避免高边缘压力。
[0092]
至少一个、优选至少三个超尺寸滚子50分布在滚动轴承滚道的圆周上并作为轧辊被装入滚子轴承10中。为了使轧制力均匀分布,超尺寸滚子优选旋转对称地分布在相应的滚道中。
[0093]
优选地,至少三个超尺寸滚子50可以具有相同的设计。然而,优选的是,超尺寸滚子50在滚道宽度b的不同的、相互重叠的分区52、53、54上具有径向过盈51(见图6)。由此可以减小为达到所需的表面压力p和深度负载而需要的轧制力。在此,滚子列40的所有超尺寸滚子50这样相互匹配,即,使得每个滚子列40的整个滚道宽度b被逐迹滚轧过,并且在具有局部过盈的区域之间存在重叠。
[0094]
例如,超尺寸滚子可以具有滚动体直径的约1-2%的过盈量。在硬轧后,拆卸滚子轴承10并对滚道进行切削加工。
[0095]
通过对接触压力的考虑到超尺寸滚子的轮廓(例如对数轮廓)的计算机分析,可检测高边缘压力或不对称性。这些可以例如通过改变滚子轮廓、邻接结构的刚度或滚道轮廓来降低或避免。
[0096]
对实施方案有利的是邻接轴承的刚度的对称特性。如果其不能保持,则通过在滚子轴承10的两个滚子列40中选择不同的径向过盈量,仍然可以在滚动体滚道上实现相同的合成压力。
[0097]
图7至图9展示了根据本发明的轧制装置100的实施例。
[0098]
用于对滚动轴承套圈元件1的表面层硬化的滚动轴承滚道2进行硬轧的轧制装置100包括:支撑装置110,其具有用于支撑滚动轴承套圈元件1的支撑辊111、112;通过铰接在支撑装置110上的至少两个拉杆121、122保持的轭部120;以及轧辊架130,其液压支撑在轭部120上并被安装为借助于定位装置124沿轭部120的纵向方向可移动。在此,轭部120连同拉杆121、122与支撑装置110形成封闭的框架130,滚动轴承套圈元件1能够在硬轧过程中被引导穿过该框架。为加工滚动轴承滚道2而设置的至少一个轧辊3安装在轧辊架130中。
[0099]
拉杆是铰接安装的,以保持滚动轴承套圈元件1和轧辊3不受平行于滚道表面的力。两个拉杆121、122承载轭部120以及用于轧辊架130的定位装置124(例如丝杠)。定位装置124优选地还具有用于安装轧辊架130的引导件。
[0100]
定位装置124允许轧辊架130在滚动轴承滚道2上定位。在所示实施例中,定位装置124包括至少覆盖滚动轴承套圈元件1的滚道宽度b的平行引导件、以及从动主轴或齿条,轧辊架130可以借助于该从动主轴或齿条在横向方向上平行于滚道表面移动。
[0101]
轧辊架130优选地通过至少一个可加压的液压缸125支撑在轭部120上,该液压缸用于施加所需的轧制力。通过液压缸125,轧辊架130也能够垂直于待加工的滚动轴承滚道2移动几毫米。布置在轭部120和轧辊架130之间的液压缸125在负载状态下将轧辊架130夹持在轭部120和滚动轴承滚道2之间。
[0102]
在硬轧过程中,滚动轴承套圈元件1优选地一方面支撑在轧制装置100中,另一方面在滚动轴承套圈元件1的延伸部分上分布在具有支撑滚子的支撑块160上。
[0103]
优选地,拉杆121、122的长度是可调节的(例如通过螺纹)。由此可以简化对具有不同滚道支撑角度的不同的环截面的硬轧。
[0104]
优选地设置为,封闭的框架130被设计成能够打开以容纳和移除滚动轴承套圈元件1。为此,例如可以在两个拉杆121、122中的至少一个上设置螺栓连接件126。通过卸下螺栓或通过其他容易拆卸的连接件,封闭的框架123可以打开并枢转到装载位置。然后可以放置待轧制的滚动轴承套圈元件1。
[0105]
如图7所示,轧制装置100还优选地包括用于驱动支撑辊111、112的驱动器140。由此,轧制力的力流被有利地用于将推进力施加在滚动轴承套圈元件1上。驱动器140和轧制装置100优选布置在共同的基板150上。
[0106]
在图8中示出了处于打开的装载位置的图7中的轧制装置100。在该示例中,螺栓连接件126被设计成用于在拉杆121和轭部120之间打开封闭的框架123。然而,也可以考虑在框架123的其他位置上的螺栓连接件,例如在支撑装置110和拉杆121之间。
[0107]
图8还示出了,根据图7的轧制装置100适用于对同一滚子轴承10的内滚动体滚道和外滚动体滚道进行硬轧。
[0108]
图9a中示出了根据图8的轧制装置100的截面。从图9a可以看出,为了对倾斜于滚子轴承轴线延伸的滚动轴承滚道2进行硬轧,支撑装置110优选地被设计为具有l形的承载面,其中分别布置有至少一个、优选两个径向的支撑辊111和至少一个、优选两个轴向的支撑辊112。为了对径向或轴向的滚动轴承滚道进行硬轧,支撑装置的承载面也可以被设计成平面的并且具有用于滚动轴承套圈元件1的侧向引导件。
[0109]
图9b示出了轧辊架130的截面。轧辊架130包括初级轧辊131和至少一个次级轧辊132,以通过次级轧辊132的滚动轴承135施加轧制力。次级轧辊132的滚动轴承135(例如双列圆柱滚子轴承)用于将轧制力从轧辊架130传递到次级轧辊132。初级轧辊131通过导向轴承133、134在负载方向l上可移动地安装在轧辊架130中。导向轴承133、134例如可以被设计为滚动轴承和/或滑动轴承,并且用于在沿负载方向l的位移的方面以及在沿滚动轴承滚道2的方向滚轧的过程中引导初级轧辊131。
[0110]
初级轧辊131和次级轧辊132优选被硬化。初级轧辊131的直径在表层硬化深度rht的8至25倍范围内。次级轧辊132的直径优选是初级轧辊131的直径的至少两倍。
[0111]
例如,利用图7至图9所示的轧制装置100和直径为100mm且宽度为30mm的初级轧辊131,在约255kn的轧制力下,可实现2530mpa的表面压力并满足上述标准a)至d)。
[0112]
用于风力涡轮机的转子轴承的滚动轴承滚道(包括至少一列圆锥滚子或圆柱滚子)可以优选地借助于前述方法并利用轧制装置100来加工。
[0113]
附图标记
[0114]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承套圈元件
[0115]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承滚道
[0116]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轧辊
[0117]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚轧接触部
[0118]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
侧面
[0119]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
边缘区域
[0120]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
表面结构变化
[0121]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
经轧制的滚动轴承滚道
[0122]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
经过轧制和切削加工的滚动轴承滚道
[0123]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚子轴承
[0124]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承套圈
[0125]
21、22
ꢀꢀꢀꢀꢀꢀꢀ
分套圈
[0126]
23、24
ꢀꢀꢀꢀꢀꢀꢀ
紧固螺栓
[0127]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承套圈
[0128]
40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚子列
[0129]
50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
超尺寸滚子
[0130]
51
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
径向过盈
[0131]
52、53、54
ꢀꢀꢀ
分区
[0132]
60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转台
[0133]
65
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一板
[0134]
70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支架
[0135]
75
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二板
[0136]
100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轧制装置
[0137]
110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑装置
[0138]
111、112
ꢀꢀꢀꢀꢀ
支撑辊
[0139]
120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轭部
[0140]
121、122
ꢀꢀꢀꢀꢀ
拉杆
[0141]
123
ꢀꢀꢀꢀꢀꢀꢀꢀ
封闭的框架
[0142]
124
ꢀꢀꢀꢀꢀꢀꢀꢀ
丝杠
[0143]
125
ꢀꢀꢀꢀꢀꢀꢀꢀ
液压缸
[0144]
126
ꢀꢀꢀꢀꢀꢀꢀꢀ
螺栓连接件
[0145]
130
ꢀꢀꢀꢀꢀꢀꢀꢀ
轧辊架
[0146]
131
ꢀꢀꢀꢀꢀꢀꢀꢀ
初级轧辊
[0147]
132
ꢀꢀꢀꢀꢀꢀꢀꢀ
次级轧辊
[0148]
133、134
ꢀꢀꢀ
导向轴承
[0149]
135
ꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承
[0150]
140
ꢀꢀꢀꢀꢀꢀꢀꢀ
驱动器
[0151]
150
ꢀꢀꢀꢀꢀꢀꢀꢀ
基板
[0152]
160
ꢀꢀꢀꢀꢀꢀꢀꢀ
支撑块
[0153]bꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚轧接触部的宽度
[0154]bꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滚动轴承滚道的宽度
[0155]dꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
直径
[0156]
es
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
硬轧前的残余应力
[0157]
es
’ꢀꢀꢀꢀꢀꢀꢀ
硬轧后的残余应力
[0158]kꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
未硬化的核心区域
[0159]
kf
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
力流
[0160]
l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负载方向
[0161]
ls
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
负载应力
[0162]
les
ꢀꢀꢀꢀꢀꢀꢀꢀ
负载应力与残余应力的组合
[0163]
p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
表面压力
[0164]rꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
深度/表面距离
[0165]
ra
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
外层
[0166]
rht
ꢀꢀꢀꢀꢀꢀꢀꢀ
表面硬化深度
[0167]
rk
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
核心区域的起始深度
[0168]
rmax
ꢀꢀꢀꢀꢀꢀꢀ
最大残余应力的深度
[0169]sꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
屈服强度
[0170]
t
ꢀꢀꢀꢀ
过渡区域
[0171]zꢀꢀꢀꢀ
抗拉强度
[0172]
σ
ꢀꢀꢀ
等效应力
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1