蝶阀的蝶板结构和制造工艺的制作方法
1.本发明涉及蝶阀设备技术领域,具体而言,涉及一种蝶阀的蝶板结构和制造工艺。
背景技术:
2.蝶阀的密封主要靠蝶阀的蝶板与蝶阀阀体上的密封圈相结合来实现密封的。一般来说,蝶阀分软密封和硬密封,软密封圈主要为epdm\ptfe\nbr等材质,硬密封圈为耐腐金属材料。蝶阀的开关为90度。全关后蝶板密封圈与阀体密封圈结合,全开时,蝶板与阀体密封圈成90度方向。蝶板是蝶阀装备中的核心零件,通过在阀体内绕其自身的轴线旋转从而达到开启或调节流体流量的目的。流体介质分为腐蚀性介质与非腐蚀性介质,那么腐蚀介质就得需要耐腐蚀材料制作的蝶板。传统的耐腐蚀蝶板通常为铸造耐腐蚀材料或者采用整体耐腐蚀板焊接而成且流态不好,所以说传统的耐腐蚀蝶板厚大且笨重,成本高,材料消耗多。铸件往往出现铸造缺陷,出现气孔、夹渣等,造成强度下降,渗漏等现象,整体焊接采用耐腐蚀材料,造成制造成本高而且往往焊接结构达不到强度及刚度要求,整体变形大,而且介质流态也不好。
技术实现要素:
3.本发明旨在至少解决现有技术或相关技术中存在的技术问题之一,公开了一种蝶阀的蝶板结构和制造工艺,能够在保证强度及刚度好、变形小的情况下,使腐蚀性介质与内部结构支撑架完全隔离,不仅耐腐蚀而且制造工艺简单,成本低廉。
4.本发明通过以下方案予以实现:一种蝶阀的阀板结构,包括:耐腐环、耐腐圆形盖、耐腐模压拱形盖、耐腐阀杆套管、耐腐连通管、支撑架,耐腐环的一面贴合有耐腐圆形盖,耐腐环的另一面贴合有耐腐模压拱形盖,耐腐模压拱形盖上开设有通孔,耐腐圆形盖与耐腐模压拱形盖之间的耐腐环内设置有支撑架,支撑架上设置有耐腐连通管,耐腐连通管两端均固定连接有耐腐阀杆套管,耐腐阀杆套管嵌套在耐腐模压拱形盖的通孔中,耐腐阀杆套管的外表面与耐腐模压拱形盖的通孔的内壁相贴合。
5.根据本发明公开的蝶阀的阀板结构,优选地,支撑架的底面固定连接在耐腐圆形盖上,支撑架的弧形顶面固定连接在耐腐模压拱形盖上,支撑架侧面固定连接在耐腐环上。
6.根据本发明公开的蝶阀的阀板结构,优选地,支撑架包括:一个或多个横向加强筋板、多个纵向加强筋板,横向加强筋板与纵向加强筋板交错设置,横向加强筋板上对应于耐腐模压拱形盖的通孔处开设有弧形卡槽,弧形卡槽中承载有耐腐连通管与耐腐阀杆套管,纵向加强筋板对称设置在弧形卡槽两侧。
7.根据本发明公开的蝶阀的阀板结构,优选地,还包括:橡胶密封圈、橡胶密封圈压环,橡胶密封圈贴合在耐腐环上,橡胶密封圈压环通过螺钉固定在耐腐环上,橡胶密封圈压环压合在橡胶密封圈上。
8.根据本发明公开的蝶阀的阀板结构,优选地,耐腐阀杆套管为耐腐无缝钢管,耐腐环、耐腐圆形盖、耐腐模压拱形盖、耐腐阀杆套管、耐腐连通管均由耐腐钢材制成,支撑架由
普通钢材制成。
9.上述蝶阀的阀板结构的制造工艺有如下步骤:
10.下料:下料毛坯,
11.耐腐模压拱形盖制作:采用耐腐钢板模压成型制作成耐腐模压拱形盖毛坯,然后将耐腐模压拱形盖毛坯加工至要求的尺寸,
12.耐腐圆形盖制作:将耐腐钢板毛坯切割成符合要求的圆形,按要求的尺寸制作成耐腐平板形圆盖,
13.支撑架制作:将普通钢板毛坯按要求切割成符合要求的支撑架,
14.耐腐阀杆套管制作:选择符合外径及内径要求的耐腐无缝钢管,通过切割符合要求的长度制作成耐腐阀杆套管,
15.耐腐连通管制作:选择符合外径及内径要求的耐腐无缝钢管,通过切割成符合要求的长度制作成耐腐连通管,
16.耐腐环制作:将耐腐钢材毛坯切割成圆环形状,外圆直径留有一定的精加工余量,
17.焊接:采用氩弧焊将上述制作的零件按蝶板的结构焊接成整体,并且外部焊缝均为密封焊缝。
18.焊接具体工序如下:采用不锈钢焊条将支撑架与耐腐模压拱形盖焊接在一起,
19.采用不锈钢焊条将耐腐阀杆套管与支撑架及耐腐模压拱形盖焊接在一起,
20.将耐腐环与耐腐模压拱形盖及支撑架焊接在一起,耐腐环与耐腐模压拱形盖采用不锈钢焊条进行焊接,
21.采用不锈钢焊条将将耐腐圆形盖与耐腐环及支撑架焊接在一起。
22.焊接后打磨:整体打磨去除毛刺,焊接处打磨平整。
23.本发明的有益效果至少包括:耐腐环的一面贴合有耐腐圆形盖,耐腐环的另一面贴合有耐腐模压拱形盖,耐腐模压拱形盖上开设有通孔,耐腐圆形盖与耐腐模压拱形盖之间的耐腐环内设置有支撑架,支撑架上设置有耐腐连通管,耐腐连通管两端均固定连接有耐腐阀杆套管,耐腐阀杆套管嵌套在耐腐模压拱形盖的通孔中,耐腐阀杆套管的外表面与耐腐模压拱形盖的通孔的内壁相贴合,耐腐环、耐腐圆形盖、耐腐模压拱形盖、耐腐阀杆套管、耐腐连通管均由耐腐钢材制成,支撑架由普通钢材制成。能够在保证强度及刚度好、变形小的情况下,使腐蚀性介质与内部结构支撑架完全隔离,不仅耐腐蚀而且制造工艺简单,成本低廉。
附图说明
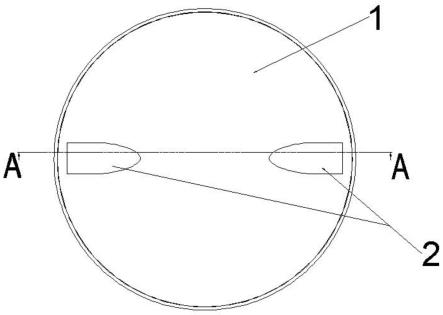
24.图1示出了根据本发明的实施例的正视结构示意图。
25.图2示出了根据本发明的实施例的图1中a-a剖视示意图。
26.图3示出了根据本发明的实施例的侧视结构示意图。
27.图4示出了根据本发明的实施例的图3中b-b剖面示意图。
28.图5示出了根据本发明的实施例的支撑架立体结构示意图。
29.图6示出了根据本发明的实施例的图2中e处加装橡胶密封圈压环与橡胶密封圈的示意图。
具体实施方式
30.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。
31.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开的具体实施例的限制。
32.如图1、图2、图3、图4、图5、图6所示,图中:1.耐腐模压拱形盖、2.耐腐阀杆套管、3.耐腐连通管、4.耐腐圆形盖、5.耐腐环、6.支撑架、7.纵向加强筋板、8.横向加强筋板、9.弧形卡槽、10.橡胶密封圈压环、11.橡胶密封圈。
33.本发明的实施例公开了一种蝶阀的阀板结构:包括:耐腐环5、耐腐圆形盖4、耐腐模压拱形盖1、耐腐阀杆套管2、耐腐连通管3、支撑架6,耐腐环的一面贴合有耐腐圆形盖,耐腐环的另一面贴合有耐腐模压拱形盖,耐腐模压拱形盖上开设有通孔,耐腐圆形盖与耐腐模压拱形盖之间的耐腐环内设置有支撑架,支撑架上设置有耐腐连通管,耐腐连通管两端均固定连接有耐腐阀杆套管,耐腐阀杆套管嵌套在耐腐模压拱形盖的通孔中,耐腐阀杆套管的外表面与耐腐模压拱形盖的通孔的内壁相贴合。
34.根据上述蝶阀的阀板结构,优选地,支撑架的底面固定连接在耐腐圆形盖上,支撑架的弧形顶面固定连接在耐腐模压拱形盖上,支撑架侧面固定连接在耐腐环上。
35.根据上述蝶阀的阀板结构,优选地,支撑架包括:一个或多个横向加强筋板8、多个纵向加强筋板7,横向加强筋板与纵向加强筋板交错设置,横向加强筋板上对应于耐腐模压拱形盖的通孔处开设有弧形卡槽9,弧形卡槽中承载有耐腐连通管与耐腐阀杆套管,纵向加强筋板对称设置在弧形卡槽两侧。
36.根据上述蝶阀的阀板结构,优选地,还包括:橡胶密封圈11、橡胶密封圈压环10,橡胶密封圈贴合在耐腐环上,橡胶密封圈压环通过螺钉固定在耐腐环上,橡胶密封圈压环压合在橡胶密封圈上。
37.根据上述蝶阀的阀板结构,优选地,耐腐阀杆套管为耐腐无缝钢管,耐腐环、耐腐圆形盖、耐腐模压拱形盖、耐腐阀杆套管、耐腐连通管均由耐腐钢材制成,支撑架由普通钢材制成。普通钢材是一种硫、磷含量分别在0.035%~0.05%、碳含量在0.06%~0.38%范围内的碳素结构钢经塑性加工生产的钢材,其加工难度低,成本低。
38.根据上述蝶阀的阀板结构,优选地,耐腐阀杆套管外表面与耐腐模压拱形盖的通孔的内壁贴合的边缘处涂抹耐腐蚀胶水。
39.上述蝶阀的阀板结构的制造工艺的步骤如下:
40.下料:下料毛坯,
41.耐腐模压拱形盖制作:采用耐腐钢板模压成型制作成耐腐模压拱形盖毛坯,然后将耐腐模压拱形盖毛坯加工至要求的尺寸,
42.耐腐圆形盖制作:将耐腐钢板毛坯切割成符合要求的圆形,按要求的尺寸制作成耐腐平板形圆盖,
43.支撑架制作:将普通钢板毛坯按要求切割成符合要求的支撑架,
44.耐腐阀杆套管制作:选择符合外径及内径要求的耐腐无缝钢管,通过切割符合要求的长度制作成耐腐阀杆套管,
45.耐腐连通管制作:选择符合外径及内径要求的耐腐无缝钢管,通过切割成符合要求的长度制作成耐腐连通管,
46.耐腐环制作:将耐腐钢材毛坯切割成圆环形状,外圆直径留有一定的精加工余量,
47.焊接:采用氩弧焊将上述制作的零件按蝶板的结构焊接成整体,并且外部焊缝均为密封焊缝。
48.焊接具体工序如下:采用不锈钢焊条将支撑架与耐腐模压拱形盖焊接在一起,
49.采用不锈钢焊条将耐腐阀杆套管与支撑架及耐腐模压拱形盖焊接在一起,
50.将耐腐环与耐腐模压拱形盖及支撑架焊接在一起,耐腐环与耐腐模压拱形盖采用不锈钢焊条进行焊接,
51.采用不锈钢焊条将将耐腐圆形盖与耐腐环及支撑架焊接在一起。
52.焊接后打磨:整体打磨去除毛刺,焊接处打磨平整。
53.采用耐腐模压拱形盖与耐腐圆形盖相结合,内部设有支撑架及耐腐连通管、耐腐阀杆套管焊接为一体。内部支撑架采用网格状十字型布置,整体蝶板焊接设计为流线型设计。
54.耐腐模压拱形盖、耐腐圆形盖、耐腐连通管、耐腐阀杆套管及耐腐环可以采用奥氏体不锈钢、双相不锈钢、铝青铜、钛材等防腐蚀的各种材料,适用于各种酸碱性等腐蚀性流体介质,内部支撑架采用普通钢板材料或同材料。
55.耐腐圆形盖与耐腐环、耐腐模压拱形盖与耐腐环及耐腐阀杆套管、耐腐阀杆套管与内部耐腐连通管焊接时采用耐腐同材质焊条,焊缝均采用密封焊缝,保证了无任何介质进入蝶板内部,同时在耐腐阀杆套管与耐腐模压拱形盖的焊缝处涂抹有耐腐蚀胶水,一方面对焊接处进行加固,另一方面使密封性更好。
56.根据蝶阀规格设置蝶板用料参数如下表:
[0057][0058]
综上所述,耐腐环的一面贴合有耐腐圆形盖,耐腐环的另一面贴合有耐腐模压拱形盖,耐腐模压拱形盖上开设有通孔,耐腐圆形盖与耐腐模压拱形盖之间的耐腐环内设置有支撑架,支撑架上设置有耐腐连通管,耐腐连通管两端均固定连接有耐腐阀杆套管,耐腐阀杆套管嵌套在耐腐模压拱形盖的通孔中,耐腐阀杆套管的外表面与耐腐模压拱形盖的通孔的内壁相贴合,耐腐环、耐腐圆形盖、耐腐模压拱形盖、耐腐阀杆套管、耐腐连通管均由耐腐钢材制成,支撑架由普通钢材制成。能够在保证强度及刚度好、变形小的情况下,使腐蚀性介质与内部结构支撑架完全隔离,不仅耐腐蚀而且制造工艺简单,成本低廉。
[0059]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技
术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1