一种海绵钢钛还原炉的液镁排放顶针阀及其加工方法与流程
1.本发明涉及冶金设备领域,尤其涉及一种海绵钢钛还原炉的液镁排放顶针阀及其加工方法。
背景技术:
2.还原炉在冶炼镁的过程中,需要对排放口进行密封,排放结束后则通过排放口排放液镁,对排放口的密封要求较高,通常用顶针阀作为排放口的控制开关。现有的顶针阀在生产加工时候,顶针阀的顶针,通常不能够很好的归中,导致顶针与排料管的排料孔之间接触部有缝隙,这样在实际使用过程中漏出镁液,影响使用顶针阀的使用寿命,如果使用精密的焊接设备,制作成本特别高,而采用普通的焊接方法,与精密焊接设备出现的问题一样,即通常会使顶针阀的倒流孔变形,导致导流孔与顶针密封性不好,影响顶针阀的使用。
技术实现要素:
3.本发明的目的在于针对现有技术的不足而提供一种海绵钢钛还原炉的液镁排放顶针阀及其加工方法。
4.为达到上述目的,本发明通过以下技术方案来实现。
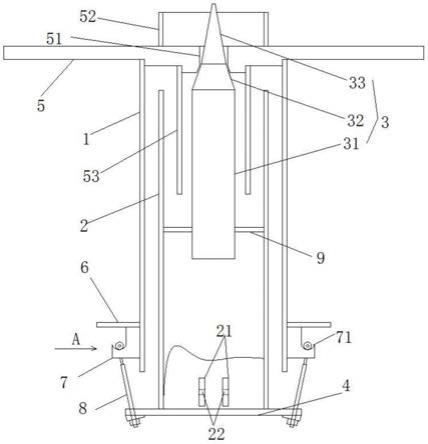
5.一种海绵钢钛还原炉的液镁排放顶针阀及其加工方法,它包括外管、内管、顶针、压板、第一法兰、第二法兰、安装板、螺栓、支撑杆,所述外管的一端设置有第一法兰,所述第一法兰的中部开设有导流孔,所述外管的另一端设置有第二法兰,所述第二法兰的底侧设置有安装板,所述外管的内侧设置有内管,所述内管的底端设置有压板,所述压板、安装板之间设置有螺栓,所述内管的内侧设置有顶针,所述顶针的一端安装在导流孔内,所述顶针的另一端通过支撑杆安装在内管的内侧。
6.进一步的,所述顶针包括一体成型的固定部、密封部、针尖部,所述密封部的两端分别为固定部、针尖部,所述固定部设置在内管的内部,所述固定部为圆筒状,所述固定部的外侧与内管的内壁之间设置有支撑杆。
7.进一步的,所述密封部、针尖部均为圆台形。
8.进一步的,所述支撑杆为三根,三根所述支撑杆环形设置在内管的内壁与固定部的外壁之间,三根所述支撑杆相互之间的夹角为120
°
,所述支撑杆包括内筒、外筒、弹簧、筋条,所述内筒的底端焊接在内管的内壁上,所述外筒的底端焊接在固定部的外壁上,所述弹簧的一端设置在内筒内,所述弹簧的另一端设置在外筒内,所述筋条(94)的两端分别焊接在内筒、外筒上。
9.进一步的,所述压板的两端设置有凹槽。
10.进一步的,所述第一法兰的一端设置有第一圆筒,所述第一法兰的另一端设置有导流筒。
11.进一步的,所述安装板上设置有挂钩。
12.进一步的,所述螺栓的一端通过螺母安装在压板上,所述螺栓的另一端设置有u型
帽,所述u型帽挂在挂钩上。
13.一种海绵钢钛还原炉的液镁排放顶针阀的其加工方法,它包括以下步骤,
14.第一步,将第一法兰在钻床上开孔,使导流孔成型,然后将其放在焊接平台上,取导流筒立在第一法兰上,取四个直角三角形角钢,分别均匀的设置在第一法兰与导流筒的外壁之间,使用氩弧焊设备在角钢与第一法兰之间接触面的中间以及角钢与导流筒的外壁的接触面的中间,各点焊一个焊接固定点;
15.第二步,在第一步完成10分钟后,使用氩弧焊设备在导流筒、第一法兰的接触部之间点焊四个长度为1cm焊点,焊点位于角钢之间的中部位置,待冷却20分钟后,使用角磨机将固定点切掉,卸下角钢,使用氩弧焊设备在角钢与导流筒、第一法兰三者的接触部焊接长度为1cm焊点,冷却20分钟后,使用氩弧焊设备在焊点之间的接触部上间隔的焊接,冷却40分钟后,备用;
16.第三步,重复第一步、第二步的操作,将外管焊接在第一法兰上,用固定设备将步骤三的外管悬空垂直固定,备用;
17.第四步,将内管垂直倒立,使内筒的一侧朝下,然后悬空固定,分别将内筒、外筒焊接在内管、顶针上,将弹簧的一端焊接在外筒内,然后将顶针使用缓慢的放入内管内,在内筒、外筒相对应前,通过铁板将弹簧压缩在外筒的内部,待内筒、外筒位置对正时,抽走铁板,使弹簧的另一端伸长至内筒内,然后将内管、顶针同时缓慢放置在外管内,使顶针的密封部与第一法兰的导流孔接触、密封,然后调整内管的位置,使内管的中轴与顶针的中轴重合,待内管的位置调整好时,通过氩弧焊设备将筋条焊接在内筒、外筒之间,使内管、顶针焊接为一体;
18.第五步,将压板焊接在内管的底端,然后使用螺栓将压板与安装板安装为一体,然后将整个装备旋转180
°
,使第一法兰朝上,将第一圆筒焊接在第一法兰上,将第一圆筒装满水,水不能从导流孔溢出即可。
19.本发明的有益效果:本新型的顶针阀,通过顶针与支撑杆的设置,在加工过程中可以及时调整位置,保证顶针与导流孔的密封性,制作简单,节省成本。
附图说明
20.图1为本发明的结构示意图;
21.图2为本发明的图1中a方向的视角结构示意图;
22.图3为本发明的图2中b
‑
b方向截面结构示意图;
23.图4为本发明的图2中支撑杆的结构示意图;
24.图5为本发明的制作工艺的结构示意图;
25.图中:1、外管;2、内管;3、顶针;4、压板;5、第一法兰;6、第二法兰;7、安装板;8、螺栓;9、支撑杆;21、固定板;22、通孔;31、固定部;32、密封部;33、针尖部;41、凹槽;51、导流孔;52、第一圆筒;53、导流筒;71、挂钩;81、u型帽;91、内筒;92、外筒;93、弹簧;94、筋条;10、角钢;20、固定点;30、焊点。
具体实施方式
26.下面结合实施例对本发明做进一步说明,但不局限于说明书上的内容。
27.如图所示:一种海绵钢钛还原炉的液镁排放顶针阀及其加工方法,它包括外管1、内管2、顶针3、压板4、第一法兰5、第二法兰6、安装板7、螺栓8、支撑杆9,外管1的一端设置有第一法兰5,第一法兰5的中部开设有导流孔51,外管1的另一端设置有第二法兰6,第二法兰6的底侧设置有安装板7,外管1的内侧设置有内管2,内管2的底端设置有压板4,压板4、安装板7之间设置有螺栓8,内管2的内侧设置有顶针3,顶针3的一端安装在导流孔51内,顶针3的另一端通过支撑杆9安装在内管2的内侧。
28.外管1的顶端焊接有第一法兰5,用于安装顶针3,外管1的底端焊接有第二法兰6,用于外管1与还原炉之间的固定安装。
29.内管2用以固定顶针3,内管2的底端的侧面设置有固定板21,固定板21用于内管2的与还原炉之间的安装。固定板21为两块,相互平行的安装在内管2的底端的侧面,固定板21的中部开设有通孔22,便于其与还原炉通过螺栓安装。
30.顶针3包括一体成型的固定部31、密封部32、针尖部33,密封部32的两端分别为固定部31、针尖部33,固定部31设置在内管2的内部,固定部31为圆筒状,固定部31的外侧与内管2的内壁之间设置有支撑杆9。密封部32、针尖部33均为圆台形,导流孔51的底端为倒圆台形,便于与密封部32的外壁接触,达到密封的效果。
31.支撑杆9为三根,环形设置在内管2的内壁与固定部31的外壁之间,相互之间的夹角为120
°
,支撑杆9包括内筒91、外筒92、弹簧93、筋条94,内筒91的底端焊接在内管2的内壁上,外筒92的底端焊接在固定部31的外壁上,弹簧93的一端设置在内筒91内,另一端设置在外筒92内,内筒91的外径小于外筒92的内径,筋条94的两端分别焊接在内筒91、外筒92上,这样在实际加工生产的时候,可将顶针3插入内管2内,使密封部32与顶针阀的导流孔51密封,然后调整内管2的位置,使得内管2与顶针阀的外管1安装为一体,然后将筋条94焊接在内筒91、外筒92上,使顶针3固定、定位并保持密封性,并且弹簧93的设置可以使得在实际调整过程中,有效缓冲受力,避免顶针3的位移过大,损伤顶针3的密封部。
32.压板4的两端设置有凹槽41,便于螺栓8的安装。
33.第一法兰5焊接在外管1的顶端,第一法兰5的一端设置有第一圆筒52,便于实验检测顶针3的密封性,具体的,待安装好后,往第一圆筒52内注水,只要导流孔51内不漏水,说明导流孔51与顶针3之间的密封性良好。
34.第一法兰5的另一端设置有导流筒53,便于需要从导流孔51排放镁液时,能够顺着导流筒53下排。
35.第二法兰6设置在外管1的底端,用于将外管1与还原炉安装。
36.安装板7安装在外管1的底端,位于第二法兰6的底侧,用于安装螺栓8。安装板7上设置有挂钩71,便于螺栓8的安装。
37.螺栓8的一端通过螺母安装在压板4上,另一端设置有u型帽81,u型帽81挂在挂钩71上,这样通过螺旋螺母,可以使外管1、内管2安装为一体。
38.如图5、图1,具体的加工步骤为:
39.第一步,将第一法兰5在钻床上开孔,使导流孔51成型,然后将其放在焊接平台上,取导流筒53立在第一法兰5上,取四个直角三角形角钢10,分别均匀的设置在第一法兰5与导流筒53的外壁之间,使用氩弧焊设备在角钢10与第一法兰5之间接触面的中间、角钢10与导流筒53的外壁的接触面的中间各点焊一个焊接固定点20,此时,可以通过四个角钢10将
导流筒53、第一法兰5固定为一体,便于下一步的导流筒53、第一法兰5接触部之间的焊接。
40.焊接平台的表面为铜板,便于导热、散热。
41.第二步,在第一步完成10分钟后,使用氩弧焊设备在导流筒53、第一法兰5的接触部之间点焊四个长度约为1cm焊点30,焊点30位于角钢10之间的中部位置,待冷却20分钟后,使用角磨机将固定点20切掉,卸下角钢10,使用氩弧焊设备在角钢10与导流筒53、第一法兰5的接触部焊接长度约为1cm焊点30(此时,导流筒53、第一法兰5的接触部之间有八个焊点30,依次命名为焊点一、焊点二
……
焊点八),然后冷却20分钟后,使用氩弧焊设备在焊点30之间的接触部上间隔的焊接(即焊接时,可先焊接焊点一、焊点二之间的接触部,焊点三、焊点四之间的接触部,焊点五、焊点六之间的接触部,焊点七、焊点八之间的接触部),冷却40分钟后,使用氩弧焊设备将剩下的焊点30之间的接触部焊接完毕(即后焊接时,焊接焊点二、焊点三之间的接触部,焊点四、焊点五之间的接触部,焊点六、焊点七之间的接触部,焊点八、焊点一之间的接触部),这样焊接,可以使焊接部(接触部)在焊接过程中,不会造成大量的热量传到至第一法兰5,同时自然冷却,冷却降温梯度小,这样可以避免导流孔51处的热胀冷缩,避免导流孔51变形。
42.第三步,重复第一步、第二步的操作,将外管1焊接在第一法兰5上;完成后使用固定设备将外管1悬空垂直固定,备用。
43.第四步,将内管2悬空(这样可在安装顶针3时,避免顶针3的顶端接触到地面,有效防止顶针3的密封部32的擦碰、损坏)固定,分别将内筒91、外筒92焊接在内管2、顶针3上,将弹簧93的一端焊接在外筒92内,然后将顶针3缓慢(下降速度小于0.5cm/s)的放入内管2内,使内筒91、外筒92相对应前,通过铁板将弹簧93压缩在外筒92的内部,待内筒91、外筒92正位置时,抽走铁板,弹簧93的另一端伸长至内筒91内,然后将内管2、顶针3同时缓慢(下降速度小于0.5cm/s)放置在外管1内,使顶针3的密封部32与第一法兰的导流孔51接触、密封,然后调整内管2的位置,使内管2的中轴与顶针3的中轴重合,在这个过程中,由于弹簧93的缓冲作用,可以有效降低调整内管2的位置时,对顶针3垂直方位的干扰,确保顶针3能够垂直、密封的立在导流孔51内。待内管2的位置调整好时,通过氩弧焊设备将筋条焊接在内筒91、外筒92之间,使内管2、顶针3焊接为一体。
44.第五步,将压板4焊接在内管2的底端,然后使用螺栓8将压板4与安装板7安装为一体,然后将整个装备旋转180
°
,使第一法兰朝5上,将第一圆筒51焊接在第一法兰5上(使用第一步、第二步的方法焊接),然后将第一圆筒51装满水,水不能从导流孔51溢出即可。
45.通过本方法制备的顶针阀,可以极大的降低导流孔的热胀冷缩变形,同时可以保证安装的顶针、外管、内管之间的位置规整,不易挪位,保证密封性的优异。
46.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。此外,说明书后续描述为实施本发明的较佳实施方式,然所述描述乃以说明本发明的一般原则为目的,并非用以限定本发明的范围。本发明的保护范围当视所附权利要求所界定者为准。
47.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
48.上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1