混合软管组件的制作方法
混合软管组件
1.本技术为国际申请号为pct/us2018/018107,国际申请日为2018年2月14日,发明名称为“混合软管组件”的pct申请于2019年8月29日进入中国国家阶段后申请号为201880014803.9的中国国家阶段专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求2017年3月7日提交的用于混合软管组件的美国临时专利申请序列号62/467,978的优先权和全部权益,所述申请的全部公开内容以引用方式完全并入本文。
技术领域
4.本公开涉及用于在各种压力和温度下在两点之间进行流体容纳和转移的柔性软管组件,并且涉及制造此类软管组件的方法。更具体地,本公开涉及多层或“混合”柔性软管组件,其具有提供第一特性(例如,可清洁性)的第一层和提供第二特性(例如,不透气性)的第二层。
技术实现要素:
5.根据本公开中呈现的一个或多个发明的实施方案,一种软管组件包括:内芯管;连接器,所述连接器固定到所述内芯管的远端;外金属管,所述外金属管与所述内芯管基本上同轴并围绕所述内芯管;以及套环,所述套环与所述内芯管的所述远端基本上同轴并围绕所述内芯管的所述远端。所述外金属管终止于所述内芯管的所述远端的轴向内侧的远端处。所述套环包括焊接到所述外金属管的所述远端的第一端和焊接到所述连接器的第二端。
6.根据本公开中呈现的一个或多个发明的另一个实施方案,设想了一种制造软管组件的方法。在示例性方法中,提供具有焊接到套环的第一端的远端的金属管,并且提供具有固定到连接器的远端的芯管。将所述芯管插入所述金属管中,并且将所述芯管和所述连接器定位成使得所述套环的第二端与所述连接器对准,并且所述芯管的所述远端从所述金属管的所述远端轴向向外延伸并与所述套环的中间部分对准。将所述套环的所述第二端焊接到所述连接器。
附图说明
7.图1是根据本技术的示例性实施方案的软管组件的端部的局部截面图;
8.图2是图1的软管组件的局部截面图,被示出为处于松散组装状态;
9.图3是图1的软管组件的局部截面图,被示出为其中内芯管和端部连接器子组件与外金属管和套环子组件松散地组装在一起;
10.图4是图1的软管组件的局部截面图,被示出为具有套环压接的内芯管和端部连接器;
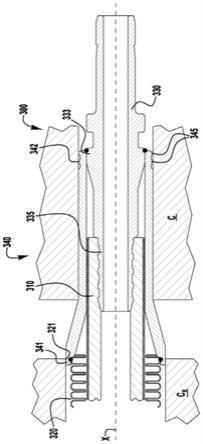
11.图5是根据本技术的另一个示例性实施方案的另一个软管组件的局部截面图;
12.图6a是根据本技术的另一个示例性实施方案的另一个软管组件的局部截面图,被
示出为处于松散组装状态;并且
13.图6b是图6a的软管组件的局部截面图,被示出为处于压接和焊接状态。
具体实施方式
14.尽管本发明的各种发明方面、构思和特征可以在本文中描述和示出为以组合的方式体现在示例性实施方案中,但可在许多替代性的实施方案中(单独或以各种组合及其子组合的方式)使用这些各种方面、构思和特征。除非本文明确排除,否则所有此类组合和子组合都旨在处于本发明的范围内。更进一步,尽管本文可能描述了关于本发明的各种方面、构思和特征的各种替代实施方案(诸如替代材料、结构、配置、方法、电路、装置和部件、软件、硬件、控制逻辑,关于形式、装配和功能的替代方案等),但是此类描述不意图完整或详尽地列出(无论是现在已知的还是以后开发的)可用的替代实施方案。本领域技术人员可轻易地在另外的实施方案中采用本发明的方面、构思或特征中的一个或多个并在本发明的范围之内使用,即使此类实施方案未在本文中明确公开。另外,即使本文可能将本发明的一些特征、构思或方面描述为优选的布置或方法,但除非如此明确阐明,否则此类描述不旨在表明此类特征是必需的或必要的。更进一步,可包括示例性或代表性的值和范围以帮助理解本公开;然而,此类值和范围不应被理解为具有限制意义并且只在如此明确阐明的情况下才旨在表示关键的值或范围。除非另外明确阐明,否则识别为“近似”或“大约”指定值的参数旨在包括指定值和指定值的10%以内的值。此外,应理解,伴随本技术的附图可以但不是必须按比例绘制,并且因此可被理解为教导附图中明显的各种比率和比例。此外,尽管在本文中可将各种方面、特征和构思明确识别为发明的发明性或成型要素,但此类识别不旨在具有排他性,而是可存在已在本文中完整描述而未被明确识别为这种特定发明或特定发明的一部分的本发明的方面、构思和特征,作为替代,本发明在所附权利要求中进行阐述。除非如此明确阐明,否则对示例性方法或过程的描述不限于包括在所有情况下需要的所有步骤,也不应将呈现所述步骤的顺序理解为是必需或必要的。
15.许多应用要求柔性软管在流体系统中的两个点之间提供流体连接,其中软管的柔性允许各种流体管线布线要求、热膨胀、未对准、以及间歇或连续弯曲(例如,由于系统振动)。除了柔性之外,不同的软管特性可能是在特定流体系统中使用的考虑因素,包括例如系统温度、系统压力、化学相容性、抗污染性和透气性。在一些应用中,提供适合于应用的第一特性(例如,抗污染性)的第一软管材料可以具有不适合于应用的第二特性(例如,透气性)。根据本技术的示例性方面,多层或“混合”柔性软管可设置有提供期望的第一特性的内芯管,以及提供期望的第二特性的外管。虽然内管和外管可以彼此层压或以其他方式彼此附接,但在一些实施方案中,内管和外管可以彼此分离并且甚至彼此径向间隔开,例如以有助于软管的组装或功能。为了有助于安装到流体系统中,软管组件通常设置有任何各种端部连接器,例如,包括管接头、管端(例如,用于焊接或安装在管接头中)或快速断开联接件,并且因此需要在内和外柔性软管的管部件与端部连接件之间的密封连接。因此,在本技术的一个方面中,提供了用于将单独的内管部件和外管部件连接到端部连接器的布置。
16.参考图1,示出了示例性多管软管100的局部截面图。应当指出,在本文中的许多图式中,接头以纵向或半纵向截面示出,本领域技术人员应当理解,接头部件实际上是绕纵向中心线轴x的环形零件。除非另外指出,否则本文中对“径向”和“轴向”的所有引用都参考x
轴。同样,除非另外指出,否则本文中对角度的所有引用都参考x轴。而且,尽管附图公开了在一端处设置有端部连接器的软管组件的局部视图,,但是本领域技术人员应当理解,可以在软管组件的相对端处设置(例如,通过焊接或通过某种其他连接)第二端部连接器(与所示的端部连接器相同或不同)。
17.在所示的实施方案中,软管100包括内芯管110、外管120、固定到内芯管110的远端111的端部连接器130,以及具有附接到外管120的远端121的第一端141和附接到端部连接器130的第二端142的套环140。内管110和外管120可以合适材料的任何组合提供。在示例性实施方案中,内管110包括塑料材料,诸如聚四氟乙烯(ptfe)或全氟烷氧基烷烃(pfa),所述塑料材料可基于流体系统相容性、不透气性、柔性或其他因素来选择。尽管内管可以任何合适的形式提供,但在一个实施方案中,内管设置有光滑的圆柱形内壁,例如,以便于清洁并最小化颗粒截留。另外,内管110可以包括增强层115,例如像固定到内管的外编织材料(例如,金属或纤维编织材料)。在其他实施方案(未示出)中,增强材料(例如,编织材料)可以另外或可替代地固定到内管的内表面,和/或嵌入在内管的壁厚中。该增强层可以提供许多益处,包括例如防止芯管的扭结(特别是当经受更紧的弯曲半径时)、保持流体流动所期望的光滑内径,以及最小化径向和轴向扩张。在本文所述的示例性实施方案中,径向扩张的最小化可以改善连接器杆对芯管端部的抓握(如下所述),从而允许软管承受软管上的更大流体压力和轴向拉力(例如,由于滥用、系统振动、脉冲或其他因素而引起的)。
18.在示例性实施方案中,外管120包括金属材料,诸如不锈钢、哈氏合金c
‑
22或蒙乃尔合金,所述金属材料可基于不透气性、外部耐腐蚀性、柔性或其他因素来选择。虽然外管可以任何合适的形式提供,但在所示的实施方案中,外管120设置有波纹壁,例如,以便增加柔性。在其他实施方案中,外管可以是螺旋形的或具有某种其他合适构造。外管120的尺寸可以被设定成在内管110与外管120之间提供径向间隙,例如以在组装期间提供空隙并且易于将内管插入外管中。尽管径向间隙可以被最小化以使软管组件的外径最小化(例如,为了有效的存储和布线),但在其他实施方案中,可以在管之间提供更大的径向间隙以允许包括辐射屏障材料、绝缘材料、传感器(例如,热电偶、应变仪)和/或其他此类材料或部件(在图1中的150处示意性地表示)。
19.虽然可以在端部连接器130与内管110之间形成许多不同类型的附接,但在所示的实施方案中,端部连接器130包括接收在内管的远端111中的杆部135。如图所示,杆部135可以包括带倒钩的表面136,所述带倒钩的表面136被配置来抓握地接合内管远端111的内表面。在一些实施方案中,内管110到端部连接器130的牢固附接可以通过端部连接器杆部的压配安装来实现。在其他实施方案中,内管110的远端111可以抵靠杆部135压缩,例如,通过套环140抵靠远端111的压接或其他这样的压缩。在又一些其他实施方案(未示出)中,端部连接器杆部可以相对于远端的内径张开或扩张。
20.图2示出了内管110、外管120、端部连接器130和套环140,其中套环处于预压接状态。如图所示,套环140的第一端141可以径向向外张开以适应外管120的更大外径。套环140的设置在第一端部141与第二端部142之间的中间部分144与内管110的远端111和插入的连接器杆部135对准。如图3所示,中间部分144被径向向内压缩或压接(例如,通过压接工具c)抵靠内管110的外表面(例如,抵靠增强层115),以将内管110的远端111压缩成与带倒钩的杆部135进行牢固抓握接合。
21.在外管用于在透气内管周围提供密封、不透气的外壳或护套的情况下,可以提供邻接的套环和外管及端部连接器之间的不透气连接。虽然在套环140和外管120及端部连接器130之间可以进行许多不同类型的附接,但在一个实施方案中,在第一端141和第二端142处提供焊接连接,以在外管120与端部连接器130之间提供密封、不透气的连接。为了提供焊接连接,外管120、端部连接器130和套环140可以合适的材料提供,例如像不锈钢、哈氏合金c
‑
22或蒙乃尔合金,所述材料可基于外部耐腐蚀性或其他因素来选择。如本文所用,术语“焊接”应符合其最广泛的解释并包括各种类型的焊接以及钎焊和软焊的构思。
22.可以利用许多不同类型的焊接连接。在图1至图4所示的实施方案中,套环140的第一端141包括沉孔143(图2),所述沉孔143的尺寸被设定成接收外管120的最末端波纹,由此允许在套环的第一端处进行侧焊操作。可替代地,在另一个示例性实施方案中,如图5所示,可以(例如,使用切管器轮)制备外管220的远端221,使得远端的边缘与套环240的第一端241径向对准,从而使得远端221可以对接焊接到套环第一端241。另外或可替代地,如图2和图6a所示,套环140、340可以包括第一端部141、341,其具有向外渐缩表面146、346,所述表面由压接工具(例如,水平轮廓压接指状物c
e
,如图6b所示)接合,所述压接工具将渐缩端部341压接成倒置状态(参见图1和图6b),使得端部141、341紧密地捕获外管的最末端波纹。这可以有助于将套环端部141、341焊接到外管波纹。
23.图1至图4的示例性套环140的第二端142与端部连接器130上的环形径向突出部或肋133(图3)轴向对准,以允许将环形肋133焊接到套环第二端142。外管120、套环140和端部连接器的焊接金属布置可以围绕透气内管110(例如,具有大于约1x10
‑4scc/sec,或在约1x10
‑3scc/sec与约1x10
‑2scc/sec之间的透气性)提供不透气外壳(例如,具有小于约1x10
‑5scc/sec,或在约1x10
‑9scc/sec与约1x10
‑7scc/sec之间的透气性)。
24.通过例如在套环压接操作期间在套环第二端142与端部连接器肋133之间提供变形过盈配合,可以有助于将套环第二端142焊接到端部连接器肋133。在所示的实施方案中,套环140的中间部分144设置有第一外径,并且套环的第二端部142设置有小于第一外径的第二外径。当线性压接工具c最初被施加到套环140的中间部分144(图3)时,径向间隙设置在压接工具c与套环140的第二端部142之间,使得压接力最初集中在套环140的中间部分144上。当套环140的中间部分144变形成压接状态,并且使压接工具c与套环第二端142接触时,套环第二端142抵靠端部连接器肋133的压缩产生变形过盈配合状态(图4)。在其他实施方案中,套环第二端部可以在单独的压接操作中抵靠端部连接器(例如,抵靠环形肋或其他这样的特征)压接。在其他实施方案中,如图5所示,套环240的第二端242可以包括向内延伸的凸缘248,所述凸缘248接收在(例如,压接到)邻近环形突出部或肋233的环形凹槽238中,以允许将套环第二端242对接焊接到肋233。在又一些其他实施方案中,如图6b所示,套环340的第二端部342可以抵靠端部连接件的更细长的圆柱形表面333焊接,以便进行更稳固的焊接连接(例如,以抑制焊接吹穿)。
25.根据本技术的另一个示例性方面,待压接到管和端部连接器上的焊接套环的端部可以在待压接的端部的外表面上设置有一个或多个凸起材料特征(例如,肋、螺纹、突起或其他此类凸起部分)。凸起材料特征的尺寸和位置可以被设定成吸收来自压接工具的压缩载荷,足以将套环压接成与端部连接器进行径向接触,其中对已压接的套环端部施加另外的压缩载荷使凸起材料特征径向变形或变平,使得这种另外的压缩载荷不会使端部连接器
的内径塌缩。在示例性实施方案中,如图6a和图6b所示,套环340的第二端部342包括一系列环形肋345,所述环形肋345在承受施加到压接的套环端部342的另外的压缩载荷时变平或径向变形从而使肋345变形或变平,使得这种另外的压缩载荷不会使端部连接器330的内径塌缩。最末端肋345可以定位在第二端部342的边缘处,并且可以与对应肩部334(限定圆柱形表面333的末端边缘)对准,从而提供容易识别的目标焊接位置。
26.在制造软管组件的示例性方法中,端部连接器130、230、330的杆部135、235、335插入内管110、210、310的远端111、211、311中,并且套环140、240、340的第一端141、241、341焊接到外管120的远端121、221、321。内管110、210、310插入外管120、220、320中并轴向定位成使得套环的第二端与端部连接器130、230、330对准,并且内管110、210、310的远端111、211、311从外管的远端轴向向外延伸以便与套环140、240、340的中间部分144、244、344对准。套环的中间部分144、244、344抵靠内管110、210、310的远端111、211、311压接以将内管固定到端部连接器130、230、330的杆部135、235、335,并且套环140、240、340的第二端部142、242、342抵靠端部连接器压接。套环的压接的第二端部142、242、342焊接到连接器130、230、330的配合部分。
27.根据本技术的另一个示例性方面,套环140可以设置有一个或多个测试端口147(图1)以检查通过内管110的泄漏(例如,超过普通透气性)。测试端口147可以被设置为泄孔,其可以在测试之后焊接起来或以其他方式阻挡。另外或可替代地,可以应用其他泄漏测试方法。作为一个实例,具有已知压力和体积的样品圆筒可以与软管组装在一起。然后可以测量圆筒和软管组件的平衡压力以确定是否存在通过内管的泄漏。在另一个实例中,外金属管的测量或检验可以响应于通过内管的泄漏而识别管波纹的弯曲。
28.已经参考示例性实施方案描述了本发明的方面。在阅读和理解本说明书的情况下,其他实施方案将会出现修改和更改。只要它们落入所附权利要求或其等同物的范围内,就旨在包括所有此类修改和更改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1