一种液体包装袋排液蝶阀及其生产方法与流程
1.本发明涉及液体包装袋附件技术领域,尤其涉及一种液体包装袋排液蝶阀及其生产方法。
背景技术:
2.蝶阀是用圆盘式启闭件往复回转90
°
左右来开启、关闭或调节介质流量的一种阀门。
3.在液体储运行业,为了更好地节省成本和方便储运,广泛采用一次性液袋包装。一次性液袋的结构分多层和单层两种,多层结构的内层一般采用4层0.125mm的聚乙烯材料,外层为聚丙烯编织布;单层结构为聚乙烯材料。这种以pe、pp为原料的一次性集装箱液体包装袋,内胆容积为600l~2000l,能够装运果汁、蛋液、化学剂等液体。此类液体包装袋的使用方法是先从进料口灌入液体,密封后运输至客户现场存储,再通过出料口卸料至分装产线。在实际使用过程中,要求排液阀门具有切断和调节液体流量大小的作用。
4.如专利申请号为cn202022016821.8的中国专利,提出了一种软密封气动蝶阀,包括阀体,所述阀体左右两侧固定安装有连接口,所述连接口内部固定安装有插槽,所述插槽内部插装有密封圈,所述插槽外端内部固定安装有卡槽,所述密封圈外端外壁贯穿卡槽插接有卡圈,所述插槽外侧连接口内壁固定安装有螺口,所述螺口内部转接有螺管,所述螺管内部安装有连接管,所述阀体上端外壁固定安装有通管,所述通管上端固定安装有阀头。
5.上述蝶阀是通过连接口与安装管相连接,不适用于液体包装袋的连接,并且调节流量不方便,费时费力。
6.参照说明书附图10,为现有技术中使用的一种可调节排液阀门,包括阀座、阀盖和把手,阀盖螺纹连接于阀座顶端,转动把手转动连接于阀座中部,阀座内转动设置有封盘,通过转动把手以转动封盘,从而调节排液流量的大小。但是该技术方案存在以下问题:
7.1、把手较长且尾部较突出,使得排液阀门的整体形状不规则,运输时需占用较多空间;2、把手与阀座的连接处较脆弱,强度低,在运输过程中容易被挤压碎裂,影响后续的使用。
技术实现要素:
8.本发明的目的是提供一种液体包装袋排液蝶阀,把手可以绕销轴转动并收纳于阀盖下方,使得蝶阀的整体形状规则,节省运输空间,且把手不易受到外力作用而断裂,调节流量方便快捷,省时省力。
9.为了实现上述目的,本发明采用了如下技术方案:
10.一种液体包装袋排液蝶阀,包括:
11.阀体:所述阀体呈中空结构且其底端焊接于液体包装袋的出料口处,阀体的外侧壁固设有环形凸肋;
12.阀盖:所述阀盖螺纹连接于阀体的顶端;
13.转轴:所述转轴转动设置于阀体上,转轴的一端贯穿阀体且固设有封板,所述封板背向阀体的一侧固设有凸台;
14.封盘:所述封盘横向设置于阀体内部的上端,封盘底部和转轴传动连接;
15.堵盖:所述堵盖压合连接于环形凸肋上并压紧封板;
16.把手:所述把手的一端套设于凸台周侧并通过销轴转动连接于凸台上,使得把手可以绕销轴转动并收纳于阀盖下方。
17.进一步设置为:所述封盘的底部沿其径向相对设置有两个吊耳,所述转轴的周侧沿其径向开设有传动槽,所述吊耳上开设有与转轴周径相适配的定位孔。
18.进一步设置为:所述转轴远离封板的一端设置有连接轴,所述连接轴与阀体转动连接。
19.进一步设置为:所述堵盖朝向阀体的一侧固设有卡接板,所述环形凸肋上开设有与卡接板相卡接适配的弧形槽;所述堵盖中心开设有圆孔,所述堵盖于圆孔的侧壁固接有止转台。
20.进一步设置为:所述堵盖背向阀体的一侧于其中部固设有第一限位柱,所述堵盖背向阀体的一侧于其下端固设有第二限位柱,所述凸台上开设有限位槽,第一限位柱和第二限位柱的周径大小与限位槽相适配。
21.进一步设置为:所述把手的一端开设有与凸台相卡接适配的u型槽,所述堵盖上固设有防篡改立柱,该立柱位于u型槽内侧,所述凸台相对限位槽的另一侧固设有抵接于立柱周侧的弯钩。
22.进一步设置为:所述封盘的周侧开设有密封槽,密封槽至少设置有两组,所述密封槽上嵌设有第一密封圈。
23.进一步设置为:所述转轴的周侧靠近封板处套设有密封套,所述密封套的一侧抵接于封板,另一侧压紧阀体。
24.进一步设置为:所述阀盖的底部固设有压合筒,所述阀体的顶部设有与压合筒相适配的环形槽,所述环形槽上嵌设有第二密封圈。
25.进一步设置为:所述把手远离销轴的一端开设有铅封孔,所述阀盖的边缘处等间距开设有多个防盗孔,所述铅封孔和其中一个防盗孔上同时穿设有一次性铅封环。
26.进一步设置为:所述阀盖上盖合有防尘罩,防尘罩的内侧壁设有卡接齿,所述卡接齿可卡接嵌合于防盗孔上。
27.本发明还公开了上述排液蝶阀的生产方法,包括上述所述的排液蝶阀,所述阀体的组成原料为聚乙烯,其重量份为400份;所述阀盖的组成原料及其重量份分别为:聚丙烯100份和色母4份;所述转轴的组成原料及其重量份分别为:聚碳酸酯33份和色母1.3份;所述把手的组成原料及其重量份分别为:聚酰胺33份和色母1.3份;所述封盘的组成原料及其重量份分别为:聚酰胺33份和色母2.5份;所述堵盖的组成原料为聚碳酸酯,其重量份为15份;其生产方法包括如下步骤:
28.1)混合原材料,设置加热温度
29.a、将阀盖的原材料按照上述重量份配比混合均匀,加入第一注塑机料斗,设置第一注塑机加热段的温度为180
‑
220℃;
30.b、将阀体的原材料按照上述重量份加入第二注塑机料斗,设置第二注塑机加热段
的温度为180
‑
200℃;
31.c、将转轴的原材料按照上述重量份配比混合均匀,加入第三注塑机料斗,设置第三注塑机加热段的温度为250
‑
280℃;
32.d、将把手的原材料按照上述重量份配比混合均匀,加入第四注塑机料斗,设置第四注塑机加热段的温度为240
‑
280℃;
33.e、将封盘的原材料按照上述重量份配比混合均匀,加入第五注塑机料斗,设置第五注塑机加热段的温度为240
‑
280℃;
34.f、将堵盖的原材料按照上述重量份加入第六注塑机料斗,设置第六注塑机加热段的温度为250
‑
280℃;
35.2)注塑成型
36.a、对于第一注塑机,第一段采用800
‑
1200kg/cm2的注射压力、30
‑
40mm/s的注射速度,注射时间为3
‑
6秒,注射胶量至产品的70%;第二段采用500
‑
800kg/cm2的注射压力、28
‑
33mm/s的注射速度,注射时间为1
‑
3秒,注射胶量至产品100%,熔融状粒料进入模腔,保压3
‑
5秒,经10秒冷却成型;
37.b、对于第二注塑机,第一段采用1000
‑
1200kg/cm2的注射压力、30
‑
40mm/s的注射速度,注射时间为5秒,注射胶量至产品的90%;第二段采用800
‑
1200kg/cm2的注射压力、20
‑
25mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压3
‑
5秒,经12秒冷却成型;
38.c、对于第三注塑机,第一段采用1000
‑
1200kg/cm2的注射压力、28
‑
35mm/s的注射速度,注射时间为3秒,注射胶量至产品的90%;第二段采用900
‑
1200kg/cm2的注射压力、20
‑
25mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
39.d、对于第四注塑机,第一段采用1000
‑
1200kg/cm2的注射压力、28
‑
35mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用800
‑
1200kg/cm2的注射压力、20
‑
25mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
40.e、对于第五注塑机,第一段采用1000
‑
1200kg/cm2的注射压力、28
‑
35mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用800
‑
1200kg/cm2的注射压力、20
‑
25mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
41.f、对于第六注塑机,第一段采用1000
‑
1200kg/cm2的注射压力、28
‑
35mm/s的注射速度,注射时间为1秒,注射胶量至产品的90%;第二段采800
‑
1200kg/cm2的注射压力、20
‑
25mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经8秒冷却成型;
42.3)出模
43.a、对于第一注塑机,在顶出为29
‑
39kn的压力下,通过顶针将产品顶出模腔;
44.b、对于第二注塑机,在顶出为30
‑
50kn的压力下,通过顶针将产品顶出模腔;
45.c、对于第三注塑机,在顶出为15
‑
20kn的压力下,通过顶针将产品顶出模腔;
46.d、对于第四注塑机,在顶出为15
‑
20kn的压力下,通过顶针将产品顶出模腔;
47.e、对于第五注塑机,在顶出为17
‑
30kn的压力下,通过顶针将产品顶出模腔;
48.f、对于第六注塑机,在顶出为15
‑
20kn的压力下,通过顶针将产品顶出模;
49.4)组合安装
50.a、将第一密封圈套在封盘的密封槽上,将密封套套在转轴上,将第二密封圈套在阀体顶部的环形槽上;
51.b、将套好第一密封圈的封盘平行于阀体的径向平面嵌入阀体内;
52.c、将套好密封套的转轴横向插入阀体,并通过封盘的定位孔,插入阀体的另一端;
53.d、将堵盖从转轴端压入阀体的环形凸肋,堵盖压紧封板使转轴不能从阀体掉出;
54.e、将把手的u型槽卡入凸台,并将销轴插入凸台的销孔,限制把手的位移。
55.综上所述,本发明的有益技术效果为:
56.(1)把手可以绕销轴转动并收纳于阀盖下方,使得蝶阀的整体形状规则,节省运输空间。且在运输过程中,把手不易受到外力作用而断裂。
57.(2)通过拧动把手带动凸台转动,利用转轴对封盘的径向传动力,带动封盘绕转轴转动,以实现蝶阀的开启、关闭和流量调节。其中,传动槽增加了转轴和吊耳的接触面积,加大了径向传动力,提升了使用者的操作性和便利性,省时省力。
58.(3)当首次拧动把手调节流量时,弯钩对立柱施加扭矩,立柱掉落,起到了防篡改、防盗换袋内液体的作用。
59.(4)通过设置第一密封圈、密封套和第二密封圈,提高了封盘与阀体间、转轴与阀体间、以及阀体和阀盖间的密封性,防止包装袋内的液体泄漏,有效保证了蝶阀的密封性。并且封盘和阀体之间为双重密封,进一步提升了密封性。
60.(5)一次性铅封环起到了封识和防盗的作用,确保液体包装袋在正常使用前未被打开,未造成袋内液体的污染和损坏,从而保证了储运过程的安全。
61.(6)防尘罩起到了防尘密封的作用,同时可以避免储运过程中外力冲击对把手的破坏,进一步保证了储运过程的安全。
附图说明
62.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
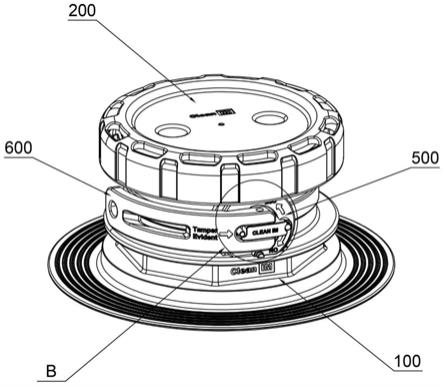
63.图1为实施例1的整体结构示意图;
64.图2为实施例1的俯视图;
65.图3为沿图2中a
‑
a线的剖视图;
66.图4为实施例1的结构爆炸图;
67.图5为实施例1中转轴的结构示意图;
68.图6为图1中b部的放大示意图;
69.图7为实施例2的整体结构示意图;
70.图8为实施例3的整体结构示意图;
71.图9为实施例3中防尘罩的剖面图;
72.图10为背景技术中一种可调节排液阀门的结构示意图。
73.附图标记:
74.100、阀体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110、环形凸肋
ꢀꢀꢀꢀꢀꢀꢀ
111、弧形槽
75.120、环形槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200、阀盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210、旋合筒
76.220、压合筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230、防盗孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300、转轴
77.310、封板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320、凸台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321、限位槽
78.322、弯钩
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330、连接轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
340、传动槽
79.400、封盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410、吊耳
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411、定位孔
80.420、密封槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500、堵盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
510、卡接板
81.520、止转台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
530、第一限位柱
ꢀꢀꢀꢀꢀ
540、第二限位柱
82.550、防篡改立柱
ꢀꢀꢀꢀꢀ
600、把手
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
610、u型槽
83.620、铅封孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
710、第一密封圈
ꢀꢀꢀꢀꢀ
720、密封套
84.721、套管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
722、管帽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
730、第二密封圈
85.740、销轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
750、铅封环
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
800、防尘罩
86.810、卡接齿
具体实施方式
87.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
88.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
89.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
90.实施例1
91.参照图1、图2、图3,为本发明公开的一种液体包装袋排液蝶阀,包括阀体100、阀盖200、转轴300、封盘400、堵盖500和把手600,阀体100呈中空结构且其底端焊接于液体包装袋的出料口处。阀盖200的边缘向下弯折形成旋合筒210,旋合筒210的内侧壁设有内螺纹,阀体100顶端的外侧壁设有与内螺纹相适配和外螺纹,通过内螺纹和外螺纹的螺纹连接,阀盖200可旋转拧紧于阀体100的顶端。
92.转轴300转动设置于阀体100上,转轴300的一端贯穿阀体100且固设有封板310,封板310背向阀体100的一侧固设有凸台320。
93.结合图4和图5,封盘400横向设置于阀体100内部的上端,封盘400底部和转轴300
传动连接。封盘400的底部沿其径向相对设置有两个吊耳410,转轴300的周侧沿其径向开设有传动槽340,吊耳410上沿转轴300的轴向方向开设有与转轴300周径相适配的定位孔411。传动槽340增加了转轴300和吊耳410的接触面积,从而加大了径向传动力,利用转轴300对封盘400的径向传动力,带动封盘400绕转轴300转动,以实现蝶阀的开启、关闭和流量调节。
94.转轴300远离封板310的一端一体设置有连接轴330,阀体100的内侧壁设有转槽,阀体100侧壁设有通孔,转槽和通孔以阀体100的轴向平面为中心对称分布,转轴300依次穿过通孔、定位孔411后,其连接轴330与转槽转动连接。
95.阀体100的外侧壁固设有环形凸肋110,堵盖500压合连接于环形凸肋110上并压紧封板310,使得堵盖500位于把手600和封板310之间。把手600的截面呈弧形且绕设于阀体100的周侧,把手600的一端套设于凸台320周侧并通过销轴740转动连接于凸台320上,凸台320开设有与销轴740相适配的销孔,使得把手600可以绕销轴740转动并收纳于阀盖200下方。
96.堵盖500朝向阀体100的一侧固设有卡接板510,卡接板510截面呈“l”字形,环形凸肋110上开设有与卡接板510相卡接适配的弧形槽111。堵盖500中心开设有圆孔,堵盖500于圆孔的侧壁一体固接有止转台520。把手600绕销轴740旋转使得把手600一端远离阀体100,直至把手600的另一端抵接止转台520,止转台520起到止转和限位作用,即把手600可以绕销轴740转动80
°
达到最佳操作位置。
97.结合图6,堵盖500背向阀体100的一侧于其中部固设有第一限位柱530,堵盖500背向阀体100的一侧于其下端固设有第二限位柱540,凸台320上开设有限位槽321,第一限位柱530和第二限位柱540的周径大小与限位槽321相适配。堵盖500上还设置有拧动方向标识箭头,顺时针拧动把手600为开启封盘400,逆时针拧动把手600直至把手600抵接止转台520为关闭封盘400。当把手600绕转轴300顺时针拧动90
°
,直至凸台320卡接第二限位柱540时,封盘400在转轴300的带动下转动90
°
,阀体100内部处于完全打开状态,流量最大;当把手600逆时针拧动90
°
,直至凸台320卡接第一限位柱530且把手600抵接止转台520时,封盘400复位使得阀体100内部处于关闭状态。
98.把手600的一端开设有与凸台320相卡接适配的u型槽610,堵盖500上固设有防篡改立柱550,该立柱位于u型槽610内侧,凸台320相对限位槽321的另一侧固设有抵接于立柱周侧的弯钩322。其中,立柱与堵盖500为弱连接,即立柱仅有部分固接于封板310上,当首次拧动把手600调节流量时,弯钩322对立柱施加扭矩,立柱掉落。
99.参照图3和图4,封盘400的周侧开设有密封槽420,密封槽420至少设置有两组,密封槽420上嵌设有第一密封圈710。通过第一密封圈710提高了封盘400与阀体100间的密封性,防止包装袋内的液体从阀体100与封盘400之间的缝隙泄漏。
100.转轴300的周侧靠近封板310处套设有密封套720,密封套720的一侧抵接于封板310,另一侧压紧阀体100。密封套720包括套管721和管帽722,套管721套设于转轴300周侧且压合接入阀体100的通孔,管帽722的两侧分别抵接于封板310和阀体100周侧,防止包装袋内的液体从阀体100的通孔处泄漏,提高了转轴300与阀体100间的密封性。
101.阀盖200的底部固设有压合筒220,阀体100的顶部设有与压合筒220相适配的环形槽120,环形槽120的宽度大于压合筒220的厚度,以不影响阀盖200的旋紧为便,环形槽120上嵌设有第二密封圈730,从而防止包装袋内的液体从阀体100顶端泄漏,进一步提升了密
封性。
102.本实施例的工作原理及有益效果为:
103.当需要取用袋内液体时,首先拧动旋合筒210旋开阀盖200。然后将把手600绕销轴740转动80
°
使得把手600一端远离阀体100,直至把手600的另一端抵接止转台520,止转台520起到止转和限位作用,达到最佳操作位置。
104.接着,按照标识箭头顺时针拧动把手600,通过把手600对凸台320施加扭矩,以带动转轴300顺时针转动,通过传动槽340增加转轴300和吊耳410的接触面积,加大径向传动力,利用转轴300对封盘400的径向传动力,带动封盘400绕转轴300转动,以实现蝶阀的开启和流量调节。
105.当把手600绕转轴300顺时针拧动90
°
,直至凸台320卡接第二限位柱540时,封盘400在转轴300的带动下转动90
°
,阀体100内部处于完全打开状态,流量最大;当把手600逆时针拧动90
°
,直至凸台320卡接第一限位柱530且把手600抵接止转台520时,封盘400复位使得阀体100内部处于关闭状态。
106.本排液蝶阀具有调节流量操作方便、省时省力的优点,密封性强,不易渗漏,并且具有限位结构,方便掌控排液流量的大小。
107.实施例2
108.参照图7,本实施例与实施例1的不同之处在于,把手600远离销轴740的一端开设有铅封孔620,阀盖200的边缘处等间距开设有多个防盗孔230,铅封孔620和其中一个防盗孔230上同时穿设有一次性铅封环750。当需要排液时,移除一次性铅封环750,旋转打开阀盖200,通过把手600调节排液流量的大小。
109.一次性铅封环750起到了封识和防盗的作用,确保液体包装袋在正常使用前未被打开,未造成袋内液体的污染和损坏,从而保证了储运过程的安全。
110.实施例3
111.参照图8和图9,本实施例与实施例1、2的不同之处在于,阀盖200上盖合有防尘罩800,防尘罩800的内侧壁设有卡接齿810,卡接齿810可卡接嵌合于防盗孔230上。卡接齿810至少设置有两个,且对称分布于防尘罩800的内侧壁。
112.防尘罩800起到了防尘密封的作用,同时可以避免储运过程中外力冲击对把手600的破坏,进一步保证了储运过程的安全。
113.实施例4
114.包括上述实施例所述的排液蝶阀,阀体100的组成原料为聚乙烯,其重量份为400份;阀盖200的组成原料及其重量份分别为:聚丙烯100份和色母4份;转轴300的组成原料及其重量份分别为:聚碳酸酯33份和色母1.3份;把手600的组成原料及其重量份分别为:聚酰胺33份和色母1.3份;封盘400的组成原料及其重量份分别为:聚酰胺33份和色母2.5份;堵盖500的组成原料为聚碳酸酯,其重量份为15份。
115.排液蝶阀的生产方法包括以下步骤:
116.1)混合原材料,设置加热温度
117.a、将阀盖200的原材料按照上述重量份配比混合均匀,加入第一注塑机料斗,设置第一注塑机加热段的温度为180
‑
220℃;
118.b、将阀体100的原材料按照上述重量份加入第二注塑机料斗,设置第二注塑机加
热段的温度为180
‑
200℃;
119.c、将转轴300的原材料按照上述重量份配比混合均匀,加入第三注塑机料斗,设置第三注塑机加热段的温度为250
‑
280℃;
120.d、将把手600的原材料按照上述重量份配比混合均匀,加入第四注塑机料斗,设置第四注塑机加热段的温度为240
‑
280℃;
121.e、将封盘400的原材料按照上述重量份配比混合均匀,加入第五注塑机料斗,设置第五注塑机加热段的温度为240
‑
280℃;
122.f、将堵盖500的原材料按照上述重量份加入第六注塑机料斗,设置第六注塑机加热段的温度为250
‑
280℃。
123.2)注塑成型
124.a、对于第一注塑机,第一段采用900kg/cm2的注射压力、35mm/s的注射速度,注射时间为5秒,注射胶量至产品的70%;第二段采用600kg/cm2的注射压力、30mm/s的注射速度,注射时间为2秒,注射胶量至产品100%,熔融状粒料进入模腔,保压4秒,经10秒冷却成型;
125.b、对于第二注塑机,第一段采用1100kg/cm2的注射压力、35mm/s的注射速度,注射时间为5秒,注射胶量至产品的90%;第二段采用1000kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压4秒,经12秒冷却成型;
126.c、对于第三注塑机,第一段采用1100kg/cm2的注射压力、30mm/s的注射速度,注射时间为3秒,注射胶量至产品的90%;第二段采用1000kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
127.d、对于第四注塑机,第一段采用1100kg/cm2的注射压力、30mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用900kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
128.e、对于第五注塑机,第一段采用1100kg/cm2的注射压力、30mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用1000kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
129.f、对于第六注塑机,第一段采用1100kg/cm2的注射压力、30mm/s的注射速度,注射时间为1秒,注射胶量至产品的90%;第二段采900kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经8秒冷却成型。
130.3)出模
131.a、对于第一注塑机,在顶出为35kn的压力下,通过顶针将产品顶出模腔;
132.b、对于第二注塑机,在顶出为40kn的压力下,通过顶针将产品顶出模腔;
133.c、对于第三注塑机,在顶出为18kn的压力下,通过顶针将产品顶出模腔;
134.d、对于第四注塑机,在顶出为18kn的压力下,通过顶针将产品顶出模腔;
135.e、对于第五注塑机,在顶出为25kn的压力下,通过顶针将产品顶出模腔;
136.f、对于第六注塑机,在顶出为18kn的压力下,通过顶针将产品顶出模。
137.4)组合安装
138.a、将第一密封圈710套在封盘400的密封槽420上,将密封套720套在转轴300上,将第二密封圈730套在阀体100顶部的环形槽120上;
139.b、将套好第一密封圈710的封盘400平行于阀体100的径向平面嵌入阀体100内;
140.c、将套好密封套720的转轴300横向插入阀体100,并通过封盘400的定位孔411,插入阀体100的另一端;
141.d、将堵盖500从转轴300端压入阀体100的环形凸肋110,堵盖500压紧封板310使转轴300不能从阀体100掉出;
142.e、将把手600的u型槽610卡入凸台320,并将销轴740插入凸台320的销孔,限制把手600的位移。
143.实施例5
144.本实施例与实施例4的不同之处在于:
145.2)注塑成型
146.a、对于第一注塑机,第一段采用1000kg/cm2的注射压力、38mm/s的注射速度,注射时间为4秒,注射胶量至产品的70%;第二段采用700kg/cm2的注射压力、32mm/s的注射速度,注射时间为2.5秒,注射胶量至产品100%,熔融状粒料进入模腔,保压4.5秒,经10秒冷却成型;
147.b、对于第二注塑机,第一段采用1150kg/cm2的注射压力、38mm/s的注射速度,注射时间为5秒,注射胶量至产品的90%;第二段采用1100kg/cm2的注射压力、24mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压4秒,经12秒冷却成型;
148.c、对于第三注塑机,第一段采用1150kg/cm2的注射压力、32mm/s的注射速度,注射时间为3秒,注射胶量至产品的90%;第二段采用1100kg/cm2的注射压力、24mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
149.d、对于第四注塑机,第一段采用1150kg/cm2的注射压力、32mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用1000kg/cm2的注射压力、24mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
150.e、对于第五注塑机,第一段采用1150kg/cm2的注射压力、30mm/s的注射速度,注射时间为2秒,注射胶量至产品的90%;第二段采用1100kg/cm2的注射压力、24mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经10秒冷却成型;
151.f、对于第六注塑机,第一段采用1150kg/cm2的注射压力、32mm/s的注射速度,注射时间为1秒,注射胶量至产品的90%;第二段采1000kg/cm2的注射压力、22mm/s的注射速度,注射时间为2秒,注射胶量至产品的100%,熔融状粒料进入模腔,保压2秒,经8秒冷却成型。
152.3)出模
153.a、对于第一注塑机,在顶出为32kn的压力下,通过顶针将产品顶出模腔;
154.b、对于第二注塑机,在顶出为35kn的压力下,通过顶针将产品顶出模腔;
155.c、对于第三注塑机,在顶出为16kn的压力下,通过顶针将产品顶出模腔;
156.d、对于第四注塑机,在顶出为16kn的压力下,通过顶针将产品顶出模腔;
157.e、对于第五注塑机,在顶出为20kn的压力下,通过顶针将产品顶出模腔;
158.f、对于第六注塑机,在顶出为16kn的压力下,通过顶针将产品顶出模。
159.4)组合安装
160.a、将第一密封圈710套在封盘400的密封槽420上,将密封套720套在转轴300上,将第二密封圈730套在阀体100顶部的环形槽120上;
161.b、将套好第一密封圈710的封盘400平行于阀体100的径向平面嵌入阀体100内;
162.c、将套好密封套720的转轴300横向插入阀体100,并通过封盘400的定位孔411,插入阀体100的另一端;
163.d、将堵盖500从转轴300端压入阀体100的环形凸肋110,堵盖500压紧封板310使转轴300不能从阀体100掉出;
164.e、将把手600的u型槽610卡入凸台320,并将销轴740插入凸台320的销孔,限制把手600的位移;
165.f、将一次性铅封环750分别穿过把手600的铅封孔620和阀盖200的其中一个防盗孔230,封闭一次性铅封环750的开放端;
166.h、将防尘罩800倒扣于阀盖200和阀体100上,并将卡接齿810对准防盗孔230,将防尘罩800卡接于阀盖200顶端。
167.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1