一种过定位自动补偿定位销的制作方法
1.本发明涉及一种过定位自动补偿定位销的设计制造,属于机械制造技术领域。
背景技术:
2.一面两销是机械加工中最常用的定位方式。两个销子如果都是圆柱销,那就要求两个定位孔的尺寸精度和位置精度要非常高,否则工件取放会很困难。为了解决这个问题,在实际应用中是采用一个圆柱销和一个菱形销组合的方式。这种方式在一定程度上解决了过定位的问题,但仍存在以下问题:
3.1、对定位孔的精度要求较高。当定位孔精度较低不满足定位精度要求时,只能通过提高定位孔的精度来满足定位精度要求,这样就增加了加工难度和制造成本。
4.2、菱形销只能吸收两销圆心连线方向的误差,且吸收范围很有限,当两定位孔之间的加工误差较大时,仍然存在过定位导致工件取放困难的情况,严重时会造成工件损伤。
5.3、圆柱销和菱形销与定位孔之间都是刚性连接,存在间隙,定位精度受定位孔加工精度影响较大。当定位孔加工误差较大时,定位精度会随之大幅降低。
技术实现要素:
6.本发明提供一种过定位自动补偿定位销,一种能够适用于各种精度等级定位孔的定位销,在出现过定位时能够自动进行补偿,在不提高定位孔精度要求的前提下满足定位精度要求,保证定位准确。
7.这种自动补偿定位销是一种能够适用于各种精度等级定位孔的定位销,解决传统一面两销定位方式的存在的问题。当定位孔加工误差较大、出现过定位时,定位销能够自动进行补偿,在不提高定位孔精度要求的前提下满足定位精度要求,保证定位准确。
8.本发明的的技术方案是,一种过定位自动补偿定位销,其特征在于:该定位销由固定连接部分和定位部分组成;
9.其中固定连接部分直径为d2、长度为l2;镶嵌在夹具体内部,与夹具体过盈连接,过盈量为0.03~0.05mm;
10.定位部分采用球面设计,最大直径为d1,长度为l1,与工件定位孔配合;d2的取值比d1的值小1~3mm;(进一步地,球面半径r1根据d1尺寸确定,两者关系为:r1=2
×
d1;)
11.定位部分具有直径为d3、深度为l3的孔;(进一步地,l3与l1的关系为:l3=l1+5~10mm;)孔底部做出半径为r1的过度圆角;
12.在定位部分具有对称宽度为b,长度为l3,数量为n的槽型结构;
13.定位销固定连接部分和定位部分外周表面粗糙度为ra1.6。进一步地,其余部分为ra12.5。
14.本发明的技术效果:
15.一种过定位自动补偿定位销,为一种具有弹性的定位销,当定位孔加工误差较大时,定位销可以发生弹性变形,吸收任意方向的误差,从而消除过定位的影响,满足定位精
度要求。
16.一种过定位自动补偿定位销,定位销的结构尺寸根据定位孔的尺寸进行设计,当定位销在自由状态下时,与定位孔保持一定的过盈量;当定位销处于工作状态时,定位销发生弹性变形,吸收过盈量,实现工件的装夹定位;当工件取出后,定位销恢复原始状态。
17.本发明的技术效果是:
附图说明
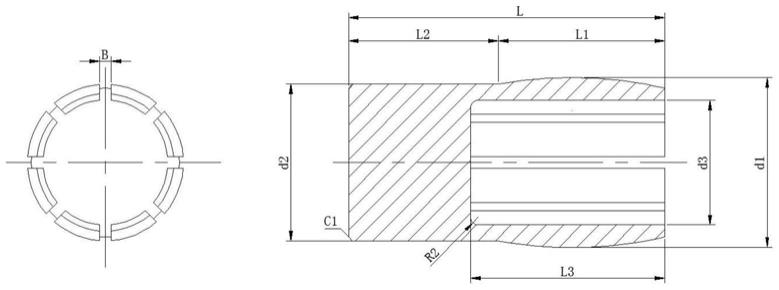
18.图1自动补偿定位销结构示意图
19.图2大直径自动补偿定位销结构示意图
20.图3自动补偿定位销工作示意图
21.图4自动补偿定位销三维模型
22.图5自动补偿定位销单孔定位应用场景
23.图6自动补偿定位销一面两销定位应用场景
具体实施方式
24.一种过定位自动补偿定位销,为一种全新结构的自动补偿定位销,该定位销由固定连接部分和定位部分组成。其中固定连接部分的尺寸为d1,通过过盈连接镶嵌在夹具体内部,起连接固定作用,过盈量一般为0.03~0.05mm。定位部分采用球面设计,一方面方便工件的安装与拆卸,另一方面,当定位销受力产生变形时,能够保证始终与工件保持接触,保证定位精度。定位销定位部分钻出直径为d3、深度为l3的孔。在孔底部做出半径为r1的过度圆角,避免应力集中。对于d1大于15mm的定位销,可在孔内增加宽度为a、直径为d4的槽型结构,一方面保证定位部分有足够的强度,另一方面可以保证定位销的弹性力控制在合理的范围内。在定位部分对称切出宽度为b,长度为l3,数量为n的槽型结构。定位销l1和l2部分的表面粗糙度为ra1.6,其余部分为ra12.5。自动补偿定位销的材质可根据使用频率选择,当使用频率较高时,选用60si2mn或65mn等弹簧钢材料;当使用频率较低,或者是一次性使用时,则选用45#、40cr、30crmnsia等优质中碳机构钢材料。
25.解决途径:
26.1、根据定位孔直径尺寸的最大值d0max确定定位销的基准尺寸d1,d1=d0max+t,t的取值要根据d1的尺寸确定,一般取值范围为0.05~0.3mm。这样就能使定位销和定位孔保持一定的过盈量,消除两者之间的间隙,保证定位准确可靠。
27.2、根据基准尺寸进行自动补偿定位销的结构设计,如图1所示。
28.其中直径为d2、长度为l2的固定部分镶嵌在夹具体内部,与夹具体过盈连接,过盈量一般为0.03~0.05mm。d2的取值应比d1的值略小1~3mm。最大直径为d1,长度为l1的部分与工件定位孔配合,起定位作用。定位部分采用球面设计,一方面方便工件的安装与拆卸,另一方面,当定位销受力产生变形时,能够保证始终与工件保持接触,保证定位精度。球面半径r1根据d1尺寸确定,一般情况下两者关系为:r1=2
×
d1。定位销定位部分钻出直径为d3、深度为l3的孔,l3与l1的关系为:l3=l1+5~10mm。在孔底部做出半径为r1的过度圆角,避免应力集中。对于d1大于15mm的定位销,可在孔内增加宽度为a、直径为d4的槽型结构,如图2所示。a=(0.2~0.3)
×
l1。这种结构设计,一方面保证定位部分有足够的强度,另一方
面可以保证定位销的弹性力控制在合理的范围内。在定位部分对称切出宽度为b,长度为l3,数量为n的槽型结构,宽度尺寸b和槽子的数量n根据d1的数值以及定位孔的公差带尺寸确定,可参照表1的推荐值。定位销l1和l2部分的表面粗糙度为ra1.6,其余部分为ra12.5。
29.表1:自动补偿定位销开口槽相关参数的推荐值
30.d1取值范围(mm)b的取值(mm)n的取值(个)≤6146~101.24~610~201.5~26~820~502.5-48~12
31.3、自动补偿定位销的材质可根据使用频率选择。对于使用频率较高的情况,推荐选用60si2mn或65mn等弹簧钢材料,经过淬火热处理。弹簧钢经过热处理后具备良好的弹性、强度、耐磨性和抗疲劳性能,能够经受频繁的弹性变形、摩擦作用,达到较长的使用寿命。若使用频率较低,或者是一次性使用,则可选用45#、40cr、30crmnsia等优质中碳机构钢材料,经过调制热处理。优质中碳机构钢经过调制热处理后,具备良好的综合机械性能,能够承受一定的弹性变形和摩擦作用,满足一定次数的定位要求。
32.4、自动补偿定位销的工作状态如图3所示。先将定位销装入夹具体的定位孔内。两者通过过盈配合连接。安装工件时,定位销定位部分受到工件定位孔的作用力,产生弹性变形,向内收缩,定位销进入工件定位孔,在弹性张力的作用下与定位孔紧密接触,起到定位作用。加工完成,取下工件时,作用力消除,定位销在弹性张力作用下向外张开,恢复原始状态。
33.应用场景1:
34.如图5所示的端盖零件,毛坯为铸钢zg35。其加工工艺为:铣冒口——车基准面——钻孔4
×
φ12和φ20h12——车端面、镗孔、车密封槽。其中φ20h12的孔为基准孔表面粗糙度要求为ra6.3,防尘圈密封槽相对基准的同轴度为φ0.1mm。由于基准孔的精度要求较低,只有it12级,公差为0~+0.21mm。如果用圆柱销定位,则无法保证φ0.1mm的同轴度要求。按照传统解决方案,只能将基准孔的精度提高到it8级以上,才能作为定位基准使用,这样势必会增加制造成本。使用本专利发明的自动补偿定位销,就很好地解决了这个问题,在不提高基准孔的加工精度的前提下,实现了工件的精确定位。
35.应用场景2:一面两销定位的应用场景,如图6所示。
36.如图6所示的联轴器零件,材质为40cr,调制hrc32-37。其加工工艺为:车外形、镗中心基准孔φ24h8——钻孔4
×
φ12.5——铣十字滑槽。其中φ24h8为基准孔表面粗糙度要求为ra1.6。十字滑槽相对于基准的对称度要求为0.03mm,尺寸精度为16h8,表面粗糙度要求为ra1.6。加工十字滑槽采用一面两销定位方式,以基准孔和其中一个连接孔作为定位基准。基准孔的精度能够满足定位要求。按照传统工艺,若采用一个圆柱销+一个菱形销组合的方式,当4
×
φ12.5安装孔的加工误差较大时,一方面会造成工件装卸困难,严重时会导致零件无法安装,或造成工件损伤;另一方面由于菱形销与定位孔之间存在间隙,导致工件定位不准确。将菱形销改为本专利发明的自动补偿定位销,就能吸收定位孔的
加工误差,很好地解决了这个问题。
37.该发明专利能够广泛应用于机械加工行业和夹具制造行业,具有结构简单,制造方便,工作可靠,适用范围广等优点。该专利技术应用于实际生产后,能够提高加工效率,避免质量损失,具有良好的经济效益和社会效益。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1